von B. Denkena, B. Bergmann, C. Teige, F. Böhse, J. Königsberg, H. Klemme
Innovationen in den Bereichen der Wälzlager sowie der Antriebs- und Umrichtertechnologie haben die Leistungsfähigkeit von direkt angetriebenen Spindeln in den letzten Jahrzenten deutlich erhöht.
Schon seit vielen Jahren haben Motorspindeln fremdangetriebene Spindeln in fast allen Bereichen als Standard abgelöst. Durch die Realisierung immer größer werdender Drehzahlen und Momente bei nahezu gleichbleibendem Bauraum steigen auch die Belastungen auf die Spindelkomponenten. Um die Produktivität von Hochleistungsspindeln zu steigern, forscht das Institut für Fertigungstechnik und Werkzeugmaschinen (IFW) Hannover seit vielen Jahren an Konzepten zur Verbesserung ihres thermischen und dynamischen Verhaltens. Auch die Haupt- und Nebenzeiten werden durch verbesserte Spindeltechnologie am IFW verringert. Nachfolgend wird eine Auswahl an aktuellen Projekten vorgestellt, die im Rahmen von Forschungsvorhaben, aber auch in direkten Kooperationen mit Industriepartnern am IFW durchgeführt werden – mit Ergebnissen, die auch im Bereich Werkzeugmaschinen von Interesse sind.
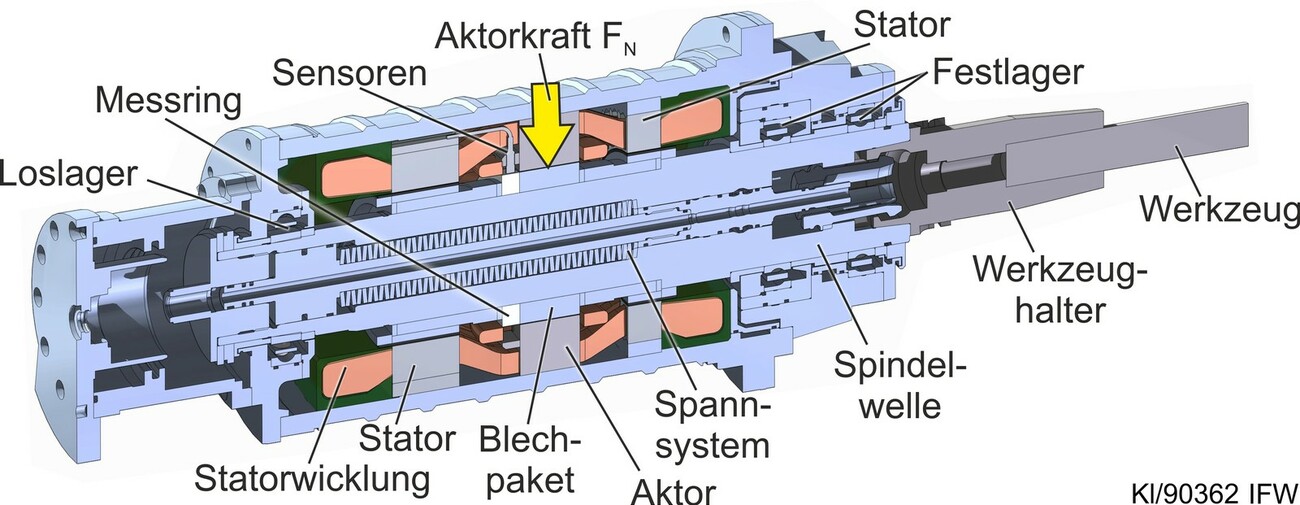
Gegenmaßnahme: Schwingungsfreie Spindel
Ratterschwingungen führen zur Minderung von Produktivität, Bauteilqualität, Werkzeugstandzeit und Lebensdauer der Werkzeugmaschinen. Gegenmaßnahmen zur Erreichung eines stabilen Prozesses sehen in der Regel eine Verringerung der Schnitttiefe beziehungsweise -breite vor mit der Folge, daß sich das Zeitspanvolumen reduziert und die Hauptzeit erhöht. Um das zu vermeiden, wird am IFW ein Ansatz entwickelt, der die gezielte Manipulation der Schwingungen der Spindelwelle ermöglicht. Dies geschieht durch die Integration eines elektromagnetischen Aktors in den Stator einer Motorspindel. Durch Prozesskräfte verformt sich die Spindelwelle in der Mitte der Lagerung. Der Aktor generiert eine hochfrequente Gegenkraft auf die Welle, sodass die Schwingung unterdrückt wird. Hierdurch konnte eine Reduzierung der Oberflächenrauigkeit Ra um bis zu 95 % erreicht werden – ohne dass sich die Hauptzeit erhöhte. Aktuell forscht das IFW im Rahmen eines DFG-geförderten Grundlagenprojektes an einem alternativen Konzept, bei dem der Aktor nicht mehr zwischen den Statorpaketen angeordnet, sondern in die Statorwicklungen integriert ist. Dieses Konzept verspricht eine verbesserte Performance sowie eine deutliche Verringerung der Motorkosten.
Kühlung der Spindelwelle ohne Drehdurchführung
Thermisch bedingte Lasten innerhalb einer Spindel können zu Geometriefehlern am Werkstück, zu variierender Systemdynamik sowie zu einer Überlast der Spindelkomponenten führen. Zudem erhöht sich die Zeit für Warmlaufphasen mit zunehmender Absoluttemperatur. Besonders das thermisch bedingte Wachstum der Spindelwelle ist kritisch, da sich Relativverlagerungen zwischen Innen- und Außenringen einer Lageranordnung negativ auf die dynamische Robustheit auswirken. Spindelwellen können durch konventionelle Kühlkreisläufe im Gehäuse nicht hinreichend gekühlt werden. Für Speziallösungen, die eine Kühlung der Welle durch hindurchströmende Flüssigkeiten vorsehen, müssen zwangsläufig Drehdurchführungen mit aufwändigen Dichttechniken eingesetzt werden. Trotzdem sind diese Konzepte anfällig gegenüber Leckage und machen zudem einen hohen Anteil an den Gesamtkosten für ein Spindelsystem aus.
Passiv über Konvektion kühlen
Am IFW wird deswegen ein neuartiges Konzept entwickelt, das die Welle nicht aktiv mit Flüssigkeiten, sondern passiv über Konvektion kühlt. Durch Wärmerohre mit sehr hoher Wärmeleitfähigkeit wird Wärme von den Wärmequellen hin zu rotierenden, lamellenförmigen Wärmetauschern geleitet. Durch einen kleinen Luftspalt wird die Wärme anschließend an statische Lamellen abgeführt. Diese sind wiederum thermisch an das konventionell gekühlte Gehäuse angebunden. Durch einen direkten Vergleich mit einer baugleichen Spindel ohne dieses Konzept konnte eine signifikante Verbesserung der Robustheit gegenüber thermischen Einflüssen nachgewiesen werden. Die thermisch bedingte Längung der Welle konnte bei der Maximaldrehzahl so um 46 % reduziert werden, die für die Dynamik wichtige Größe der Temperaturdifferenz zwischen Innen- und Außenring der Lager um bis zu 66 %. Zudem benötigt die Spindel mit dem neuen Kühlkonzept im Schnitt 56 % weniger Zeit, um eine stationäre Temperatur zu erreichen. Dies geht unmittelbar mit einer Reduzierung der Nebenzeiten einher. Aktuell arbeitet das IFW an vielversprechenden weiteren Verbesserungen des Konzepts.
Nur eine Spindel für HSC und HPC
Die Zerspanung verschiedener Werkstoffe erfordert den Einsatz spezieller Werkzeugmaschinen und Spindelsysteme. Frässpindeln werden prozessabhängig entweder für High Performance Cutting (HPC) oder High-Speed Cutting (HSC) ausgelegt. Entsprechend können entweder nur hohe Drehmomente oder hohe Drehzahlen realisiert werden. Muss ein Bauteil mit beiden Betriebsarten zerspant werden, muss das Bauteil die Maschine wechseln. Hierdurch erhöht sich insbesondere die Rüstzeit. Um einen solchen Wechsel zu vermeiden und die Komplettbearbeitung eines Werkstücks in beiden Betrieben zu ermöglichen, arbeitet das IFW in Kooperation mit dem Institut für Antriebssysteme und Leistungselektronik (IAL) an einem Konzept zur Umschaltung der Motorwicklungen.
So funktioniert das Schwenkspannsystem
Im Rahmen eines AiF-geförderten Projekts wird hierfür die Ansteuerung der Wicklung des Motors so umgesetzt, dass ein direktes Umschalten zwischen HSC- und HPC-Betrieb möglich ist. Die Umschaltung erfolgt beim Werkzeugwechsel innerhalb weniger Sekunden. Die notwendige Anpassung der betriebsspezifischen Lagervorspannungen wird über eine kompakte thermomechanische Vorspanneinheit mit integriertem Peltier-Element realisiert. Im Vergleich zu einer Allroundspindel (Kessler V100-S20) konnte die Maximaldrehzahl im HSC-Betrieb um 71 % und im HPC-Betrieb um 7 % erhöht werden. Die umschaltbare Spindel besitzt die gleichen Dimensionen einer Standardspindel und ist mit geringem Aufwand nachrüstbar. Weiterhin kann sie an Standardfrequenz-umrichtern betrieben werden. Im Laufe der nächsten Monate werden erste experimentelle Untersuchungen des Gesamtkonzepts unter realen Lastbedingungen vorgenommen.
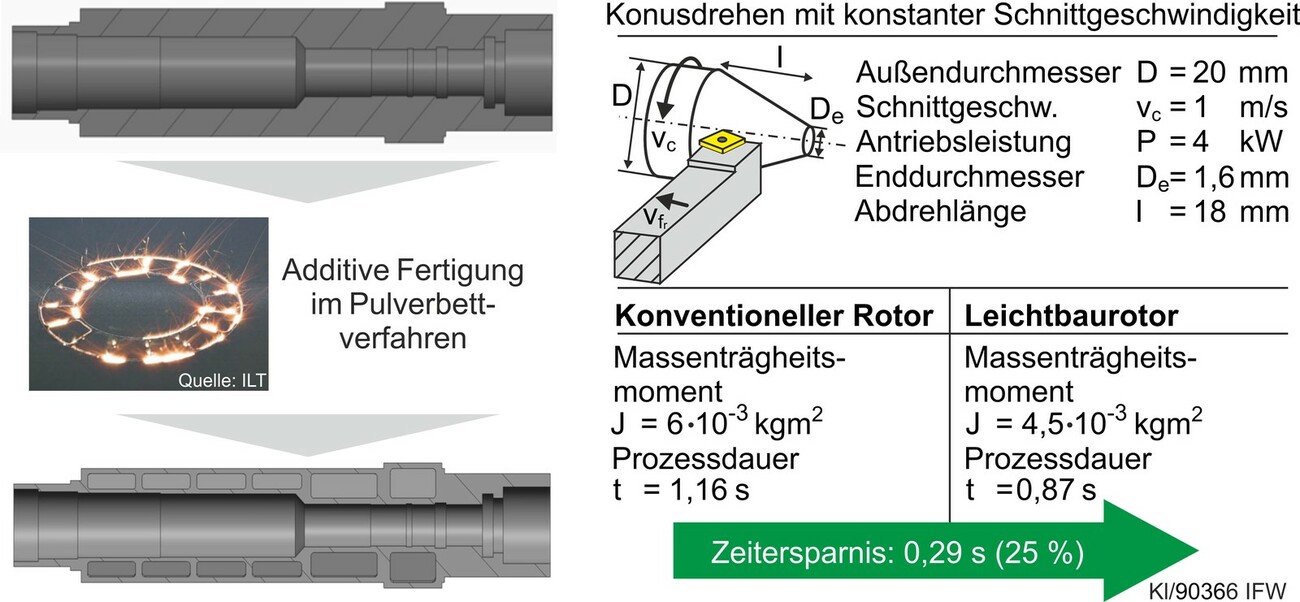
Additiv gefertigte Spindel reduziert die Bearbeitungszeit
Die additive Fertigung von hochbelasteten Bauteilen bietet eine Reihe an Vorteilen, die nicht oder nur sehr schwer mit konventionellen Fertigungsverfahren eingestellt werden können. Durch nahezu unlimitierte gestalterische Möglichkeiten können bionische Strukturen und geschlossene Kavitäten gefertigt werden. Von diesen neuen Möglichkeiten wird im AiF-geförderten Projekt „AddSpin“ Gebrauch gemacht. In Kooperation mit dem Institut für Laser- und Anlagensystemtechnik in Hamburg (iLAS), entwickelt das IFW einen additiv gefertigten Rotorstrang für Drehmaschinenspindeln. Dabei werden sowohl die Spindelwelle als auch der Spannzylinder additiv gefertigt. Durch strukturellen Leichtbau wird das Massenträgheitsmoment des Rotorstranges reduziert. Eine geringe Masse ist besonders bei häufig zu beschleunigenden und abzubremsenden Komponenten in zweierlei Hinsicht von Vorteil. Zum einen wird die Zeit reduziert, die die Spindel benötigt, um die Zieldrehzahl zu erreichen. Zum anderen verringert sich dadurch auch der benötigte Energiebedarf des Antriebs. Zudem soll im Rahmen des Projekts ein Leitfaden zur Übertragung der Erkenntnisse auf andere, engtolerierte, dynamisch belastete Komponenten in Werkzeugmaschinen erarbeitet werden. In der unteren Abbildung auf Seite 17 ist eine beispielhafte Kalkulation der Zeiteinsparung beim Konusdrehen eines Bauteiles mit konstanter Schnittgeschwindigkeit zu sehen. Um eine Welle mit einem Durchmesser von 20 mm auf einen Enddurchmesser von 1,6 mm abzudrehen wird mit einer Vergleichsspindel eine Zeit von 1,16 s benötigt. Durch die Substitution von Welle und Spannzylinder durch additiv gefertigte Äquivalente lassen sich 25 % der Prozesszeit einsparen. „AddSpin“ ist das jüngste Spindel-Projekt am IFW. Erste Designs und Erkenntnisse sind im Laufe des Jahres zu erwarten.
Unter realitätsnahen Bedingung analysieren
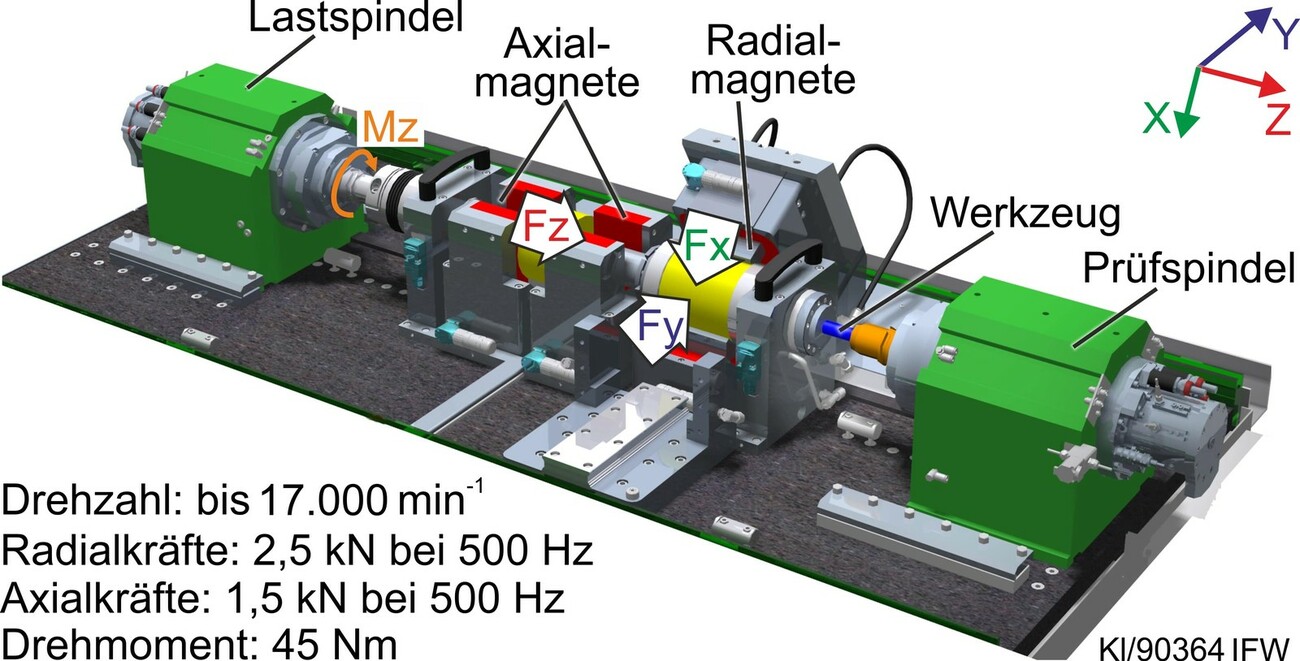
Zur Bewertung der Eigenschaften der am IFW entwickelten Spindeln existiert ein Spindelprüfstand, der die Aufbringung hochdynamischer Analogielasten entsprechend realer Prozesse erlaubt.
Durch Radial- und Axialmagnete können Kräfte bis zu 2,5 kN (radial) und 1,5 kN (axial) mit bis zu 500 Hz auf ein Werkzeug oder einen Werkzeughalter aufgebracht werden. Durch eine Lastspindel lassen sich bis zu 45 Nm Drehmoment in eine Prüfspindel induzieren. Hierdurch kann die Prüfspindel mit frei definierbaren Lastprofilen unter realitätsnahen Prüfbedingungen analysiert werden.
Hierfür sind Vorrichtungen zur Erfassung von lokalen Temperaturen, der Nachgiebigkeit, Dämpfung und Verformung der Prüfspindelkomponenten vorhanden. Der Versuchsstand wird am IFW auch zur Untersuchung des Auszugverhaltens von Spannfuttern verwendet. Die Nutzung wird außerdem ebenso im Rahmen von bilateralen Auftragsprojekten möglich, bei denen das thermische oder mechanische Verhalten von Spindeln, Spindelkomponenten oder Spannfuttern analysiert werden soll.
Die EMO-Preview des IFW Hannover