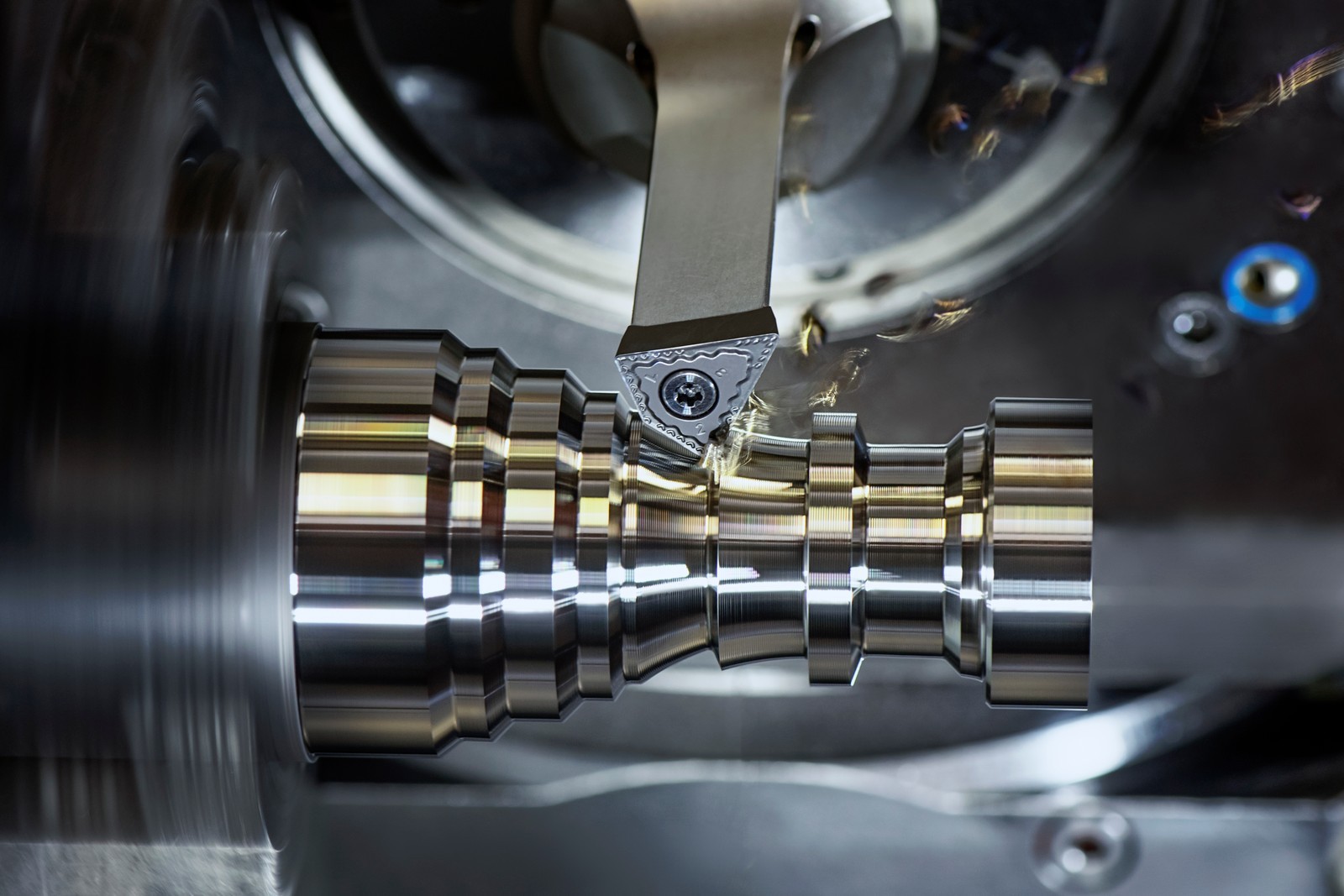

Kompromisslos Drehen mit vollem Freiheitsgrad – so verspricht es der Werkzeughersteller Ceratizit mit dem neuen High Dynamic Turning. Alle bekannten Außendrehoperationen sind mit dem neuen Free-Turn-Werkzeug machbar. NCFertigung zeigt das erste Schruppen, Schlichten, Konturdrehen, Plan- und Längsdrehen mit nur einem Werkzeug, eben dem FreeTurn-Werkzeug. Wie das funktionieren soll, erklärt R&D-Cutting-Tools-Leiter Dr. Uwe Schleinkofer: „Wir wollen das Drehen verändern. Wir wollen nicht mehr statisch, mit geklemmten Werkzeugen drehen. Wir wollen den Prozess hin zu einem wirklich dynamischen Drehprozess entwickeln, der mehr Freiheitsgrade bietet.“
Neue Freiheitsgrade versprechen extremen Mehrwert
Die Richtung erklärt Johannes Trost, Test-Ingenieur in der R&D Tooling Academy in Reutte, wonach Ceratizit mit dem FreeTurn-Werkzeug völlig neue Möglichkeiten für das Drehen erschließen will: „Wir sind auf einem sehr guten Weg. Ähnlich wie beim Fräsen mit der 5-Achs-Technologie, wollen wir auch zum Drehen das Potenzial der neuen Maschinengenerationen nutzen. Unser Prozess heißt High Dynamic Turning. Und das ist nicht nur ein Name.“ Vor 15 Jahren, so Uwe Schleinkofer, sei Ceratizit genau an diesem Problem gescheitert. „Damals waren die technologischen Möglichkeiten an den Werkzeugmaschinen einfach noch nicht gegeben, um die Freiheitsgrade eines FreeTurn-Werkzeugs zu implantieren und zu nutzen.“ Durch die neuen Freiheitsgrade verspricht Uwe Schleinkofer einen extremen Mehrwert, ein Optimum für das Drehen. Bis dato sei das Drehen stark eingeschränkt hinsichtlich der Freiheitsgrade. „Das würde sich mit dem Einsatz unseres High-Dynamic-Turning-Prozesses schlagartig ändern. Mit dem HDT glauben wir, tatsächlich die Zukunft des Drehens nicht nur etwas besser gestalten, sondern das Drehen in eine völlig neue Dimension führen zu können.“ Nach Einschätzung von Innovationsmanager Rainer Beer bringt der HDT-Prozess einen riesigen Mehrwert für die Zerspaner. Ziel sei es, dass sich der Prozess weltweit als Maschinenstandard durchsetzt.
Es geht um mehr: das Drehen revolutionieren
„Von dieser Vision sind wir gar nicht so weit entfernt. Nach der Premiere auf der AMB hatten mich noch einige marktbegleitende Unternehmensvertreter angesprochen, die wirklich beeindruckt von dem HDT-Prozess waren.“ Als zweites deutliches Indiz für die hohen Erfolgschancen des High Dynamic Turning wertet Uwe Schleinkofer das Interesse der CAD/CAM- sowie Steuerungs-Hersteller. „Momentan sind wir eigentlich mit nahezu allen namhaften Softwareherstellern in Kontakt. Viele sind sehr interessiert. Sie arbeiten bereits an den nötigen Zyklen für das High Dynamic Turning. Wichtig ist uns aber, dass alle Kooperationspartner und Marktbegleiter verstehen, dass wir als Ceratizit nicht versuchen, nur das FreeTurn-Werkzeug möglichst oft zu verkaufen. Damit würden wir vermutlich scheitern. Es geht um mehr. Wir wollen mit diesem Prozess das Drehen viel effizienter machen, ja revolutionieren. Das ist machbar. Da sind wir uns ganz sicher“, betont Uwe Schleinkofer.
Vorteil: Schnittdruck senkrecht zur Werkzeugachse
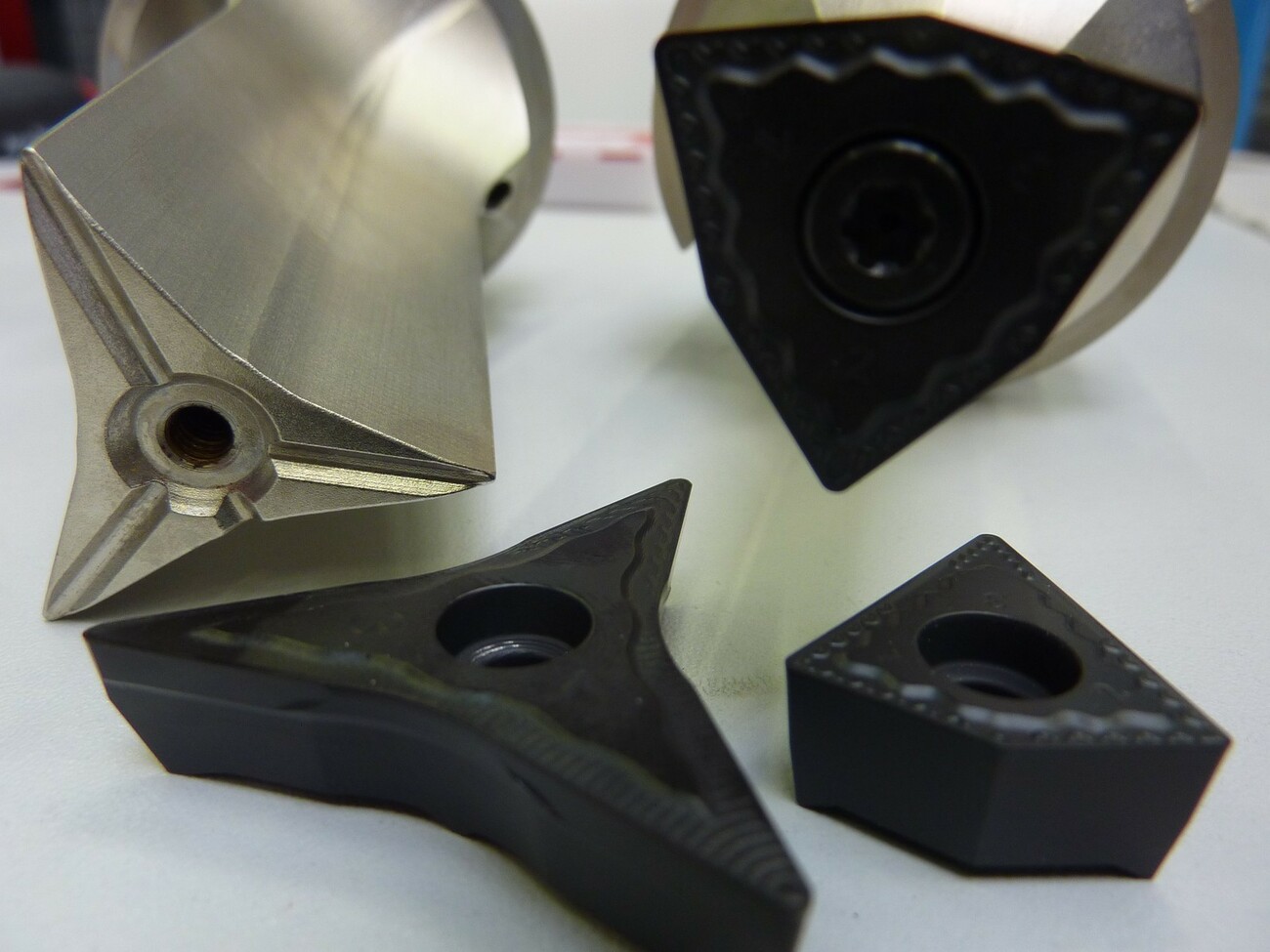
Erste Werkzeuge für das revolutionäre High Dynamic Turning gibt es also schon. „Wir von Ceratizit sind da natürlich einen Schritt voraus und haben mit unserer FreeTurn-Serie Werkzeuge entwickelt, die für diese Art des Drehens in der Y/Z-Ebene geeignet sind und optimiert wurden.“ Entscheidendes Element ist nach Angaben von Johannes Trost aber auch die Werkzeugmaschine, die nach Erfahrung des Testingenieurs die mechanisch/elektrisch nötigen Voraussetzungen erfüllen muss. Idealfall sei aktuell ein Dreh-Fräszentrum, welches über eine Frässpindel mit nutzbarer Rundachse und die nötigen Verfahrwege in der Y-Achse verfügt, eben HDT-tauglich ist. „Diese Voraussetzungen gibt es schon länger am Markt. Unser genutztes Dreh-Fräszentrum ist eine Emco Hyperturn, Baujahr 2010!“ Ceratizit hatte den Prozess während der AMB auf einer Artery des Maschinenherstellers Weisser eindrucksvoll demonstriert. „Die Artery oder vergleichbare Maschinen mit einer Frässpindel sind dafür optimal geeignet. Weiterführendes Ziel muss es aber auch sein, eine ansteuerbare Rundachse in einem Sternrevolver zu realisieren“, erklärt Johannes Trost.
Maschine eine gewisse Dynamik mitbringen
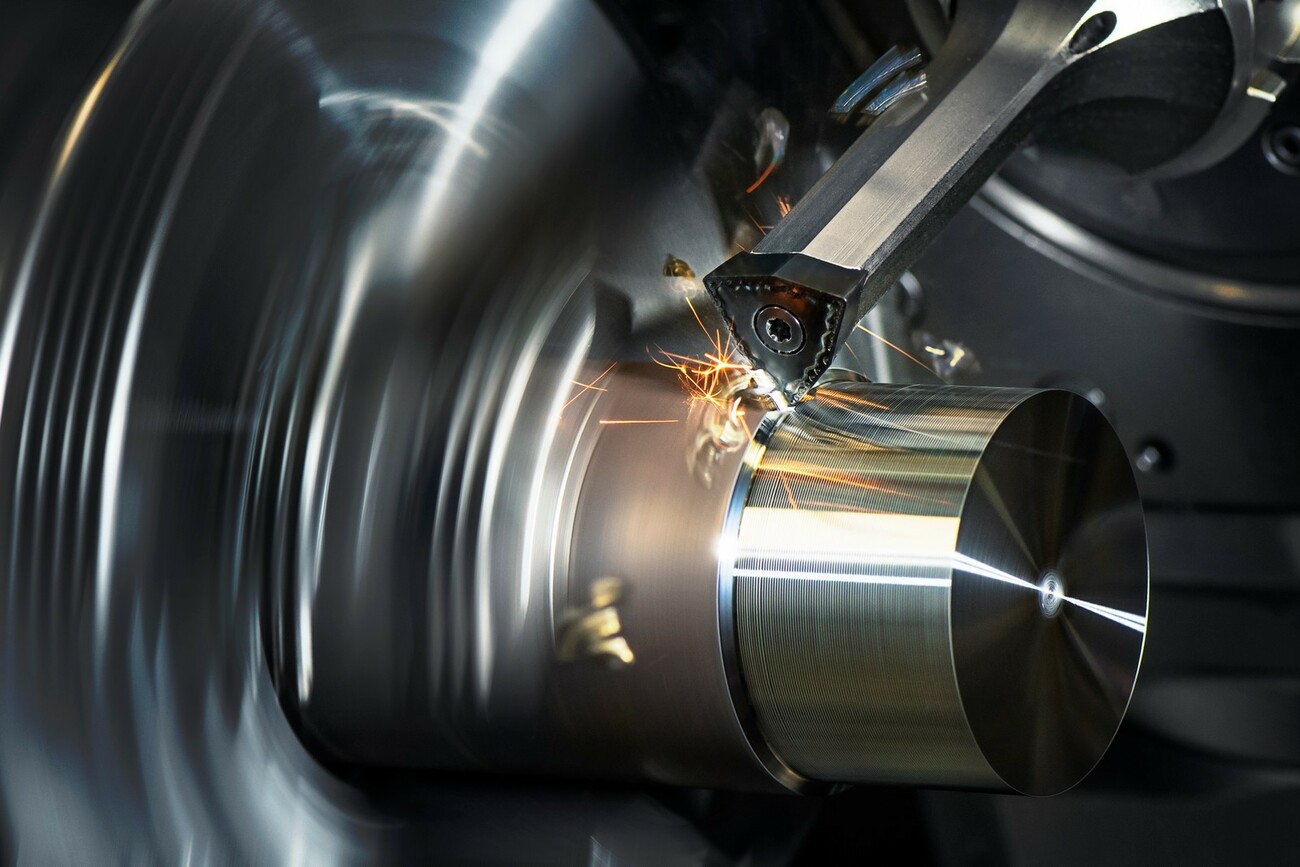
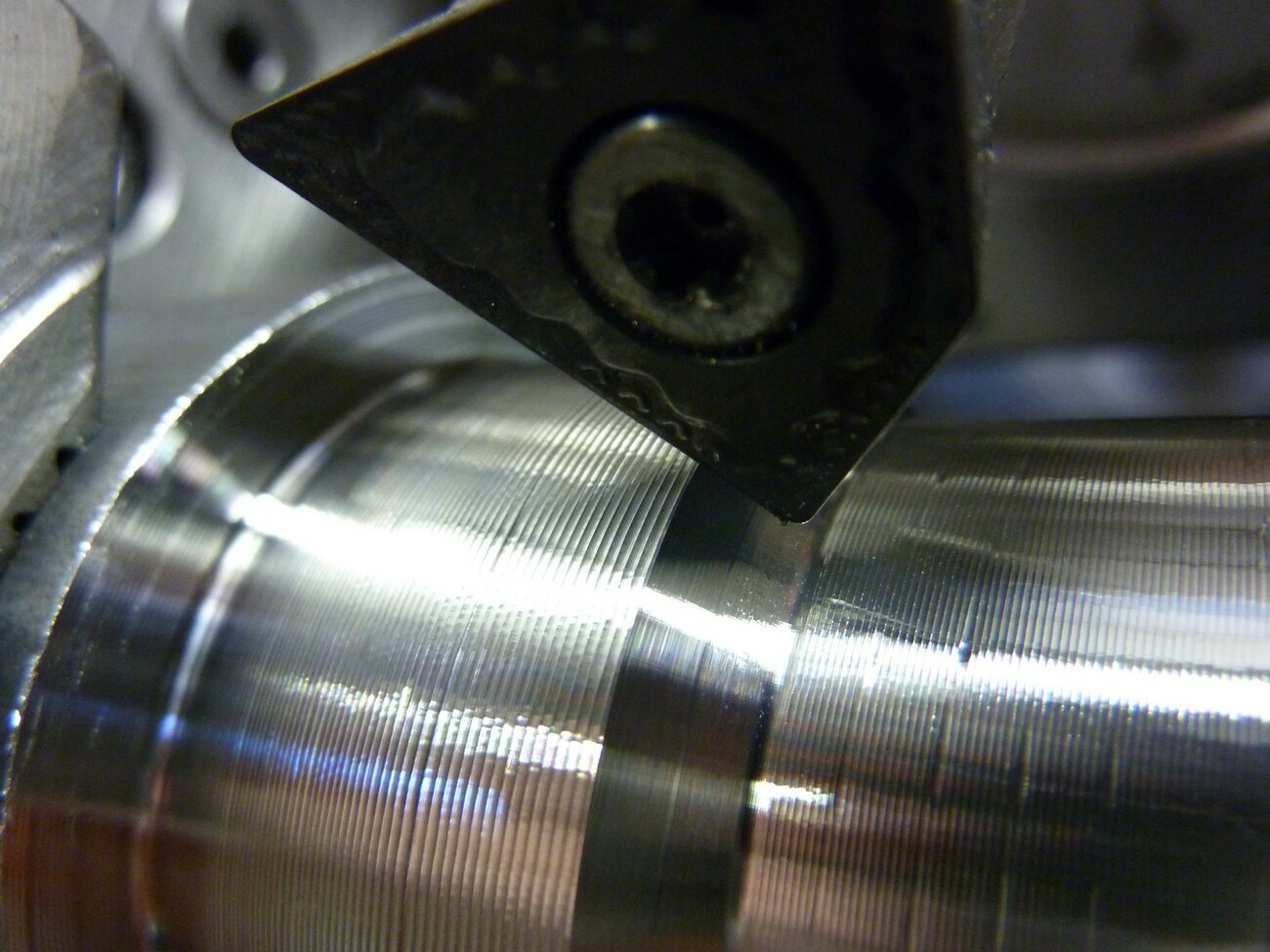
„Die Maschine sollte schon 5-Achs-Funktionen haben, bzw. eine gewisse Dynamik mitbringen. Mit ein paar Tricks und dem Eintrag von nur drei Zeilen in den NC-Programmkopf haben wir unsere Dreh-Fräsmaschine annähernd HDT-ready gemacht. Im Grunde sind‘s eigentlich nur Winkelfunktionen. Erfahrene Programmierer finden innerhalb der von uns momentan genutzten Siemens 840D sämtliche Funktionen, die sie dafür benötigen. Der Aufwand ist also nicht groß, die Wirkung aber schon“, betont Johannes Trost. „Ziel muss es sein, von Seiten der Steuerung eine möglichst anwenderfreundliche Situation (Zyklen) zu generieren. Hier sind wir im intensiven Austausch, sowohl bei der Werkstattprogrammierung als auch bei CAM-Systemen. Die Summe ergibt: HDT-ready!“ Demnach hat Ceratizit auf der Emco natürlich umfangreiche Tests gefahren und viele praktische Erkenntnisse während der Entwicklung gesammelt und verwertet. „Der große Vorteil des HDT-Prozesses ist, dass der Schnittdruck senkrecht in die Werkzeugachse gerichtet ist. Effekte sind ein sehr ruhiger Prozess, hohe realisierbare Vorschübe und bei Bedarf superglatte Oberflächen“, verspricht Uwe Schleinkofer. Und trotzdem seien nur relativ geringe Kräfte und Antriebsleistungen nötig – ganz anders als beim herkömmlichen Drehen, das den Druck vom Drehwerkzeug in den Revolver überträgt. „Das heißt, Sie können den HDT-Prozess tatsächlich auch problemlos auf relativ leistungsschwachen Drehmaschinen realisieren und nutzen. Der zweite große Vorteil sind die massiv entfallenden Werkzeugwechselzeiten, weil Sie nicht mehr viele verschiedene Werkzeuge brauchen, sondern nur noch das FreeTurn-Werkzeug.“
Schneide permanent im Eingriff
Unterm Strich ist das High Dynamic Turning nach Einschätzung von Uwe Schleinkofer eine völlig andere Art des Drehens, ein absolut freies Drehen mit einer permanent im Eingriff befindlichen Schneide und überragenden Prozess-Kennwerten. Es gibt aber auch große Veränderungen für den Zerspaner. „Der Clou beim FreeTurn-Werkzeug ist eigentlich, dass es erstmals möglich ist, den Anstellwinkel frei zu wählen. Programmierer sind damit tatsächlich in der Lage, den Anstellwinkel als eine Variable für optimale Zerspanungsparameter zu nutzen. Das ist der Wahnsinn“, betont Johannes Trost. Toppen ließe sich das nur noch mit sich selbst regelnden und selbstlernenden Prozessen, so der Testingenieur. Als nächsten realen Schritt sieht Uwe Schleinkofer aber jetzt das konkrete Entwickeln von Algorithmen, die eben CNC-Hersteller und Programmierer erarbeiten müssen. „Begrenzt ist der HDT-Prozess nur beim Innendrehen. Das geht bisher nicht. Sonst sind die Effekte aber riesig.“
Anstellwinkel erstmals variabel, Produktionszeiten massiv senkbar
Nach Erfahrung von Uwe Schleinkofer könnten durch den HDT-Prozess vor allem auch die Produktionszeiten von Serienteilen massiv gesenkt werden. Zum einen seien kaum noch Werkzeugwechsel nötig – FreeTurn kann 5 bis 10 Werkzeuge ersetzen – und zum anderen sind durch die variierbaren Anstellwinkel deutliche Standzeitverbesserungen der Werkzeuge zu erwarten. „Unsere Tests haben gezeigt, dass bei einer Anstellwinkeländerung von bis dato festen 95° auf 75° sofort ein Plus in punkto Werkzeugstandzeit zu verzeichnen ist.“ Weitere Effekte erwartet Johannes Trost durch die geplanten Zyklen zum High Dynamic Turning. So könnten unverbrauchte Schneidenbereiche automatisch in Eingriff gebracht werden. Zudem erwartet Ceratizit durch die höhere Stabilität von Werkzeugaufnahme und Halter deutlich höhere Standzeiten. „Die wechselweise einsetzbaren Schneiden sind natürlich nicht nur für wechselnde Geometrien, sondern auch für kontinuierliche Dreharbeiten interessant, wie das Längsdrehen.“
Revolution: Die festen Regeln fallen weg
Als den Clou an der Technologie erachtet Johannes Trost aber vor allem die Möglichkeit, ausprobieren zu können, welcher Anstellwinkel tatsächlich der bessere ist für die jeweilige Bearbeitung. Der Anstellwinkel ist frei variierbar. „Sie können mit dem FreeTurn-Werkzeug alles ausprobieren. Das ist das große Potenzial, die Chance für die gesamte Drehteile-Industrie – und für jeden Zerspaner, der jetzt gegenüber seiner Konkurrenz wieder einen großen Schritt voraus sein will“, empfiehlt Uwe Schleinkofer den sofortigen, kontrollierten Einstieg in das High Dynamic Turning. „Die Freiheitsgrade für den Bearbeitungsprozess sind momentan so groß, dass selbst wir noch gar nicht überblicken können, was machbar ist.“ Sogar Unrunddrehen wäre nach Erfahrung von Uwe Schleinkofer möglich. „Die Message ist: Lassen Sie sich auf das High Dynamic Turning ein. Ceratizit will gemeinsam mit Anwendern, Kooperationspartnern, aber auch Marktbegleitern das Drehen in Zukunft verändern. Denn das schaffen wir nur gemeinsam. Wir sehen diese große Flexibilität des HDT-Prozesses und die Möglichkeiten.“
Mit High Dynamic Turning bis zu 30% schneller fahren
Bis zu 30% schneller fahren können Anwender mit HDT, schätzt Uwe Schleinkofer, zudem 90°-Schultern einfach mitdrehen und auch viele Werkzeughalter sparen, weil eben nur noch ein Werkzeug gebraucht wird. „Wie künftig die Werkzeuge aussehen werden, wie sie ausgestaltet werden, ist völlig offen und frei. Wir glauben aber fest daran, dass wir hier in punkto Drehen von dem Prozess der Zukunft sprechen.“ Die Werkzeug-Prototypen hat Ceratizit bis dato für die Stahl-, Aluminium- und auch Edelstahlbearbeitung ausgelegt. „Diese FreeTurn-Werkzeuge sind der richtige Einstieg, um sich mit der Technologie vertraut zu machen. Mehr als diese Werkzeuge braucht beispielsweise ein Kleinserienhersteller nicht. Damit erkennt er aber gut, welches Potenzial in diesem Prozess steckt“, betont Innovationsmanager Rainer Beer. Unterdessen sieht Uwe Schleinkofer die größten Veränderungen, aber auch Chancen für das Drehen darin, dass sich bis dato die Programmierer an feste Regeln halten mussten. „Das fällt jetzt weg, weil der Prozess die strikte Einhaltung des fixen Anstellwinkels revolutioniert. Das wird das Drehen massiv verändern“, versichert Uwe Schleinkofer.