

Keine Neuhärtezone, geringe Temperatur, kaum Verschleiß an der Schneide, definiert erzeugte Druckspannungen, drallfreie Oberflächen, 3-Seiten-Bearbeitung ohne Werkzeugwechsel – so skizziert Entwicklungsleiter Jürgen Klose die fünf herausragenden Vorteile des neuen Drehverfahrens ‚Rollfeed Turning‘, welches der Leverkusener Werkzeughersteller Vandurit anbietet und tatsächlich die Hart- und Weich-Bearbeitung revolutioniert. Schwarz auf weiß bestätigt wurden die Vorteile des Rollfeed-Verfahrens durch die Studie, die das Advanced Manufacturing Research Centre (AMRC) in Sheffield im Auftrag des Rolls-Royce-Geschäftsbereiches Power Systems durchführte.
Verfahren: Versatz wird durch X- und Z-Achse ausgeglichen
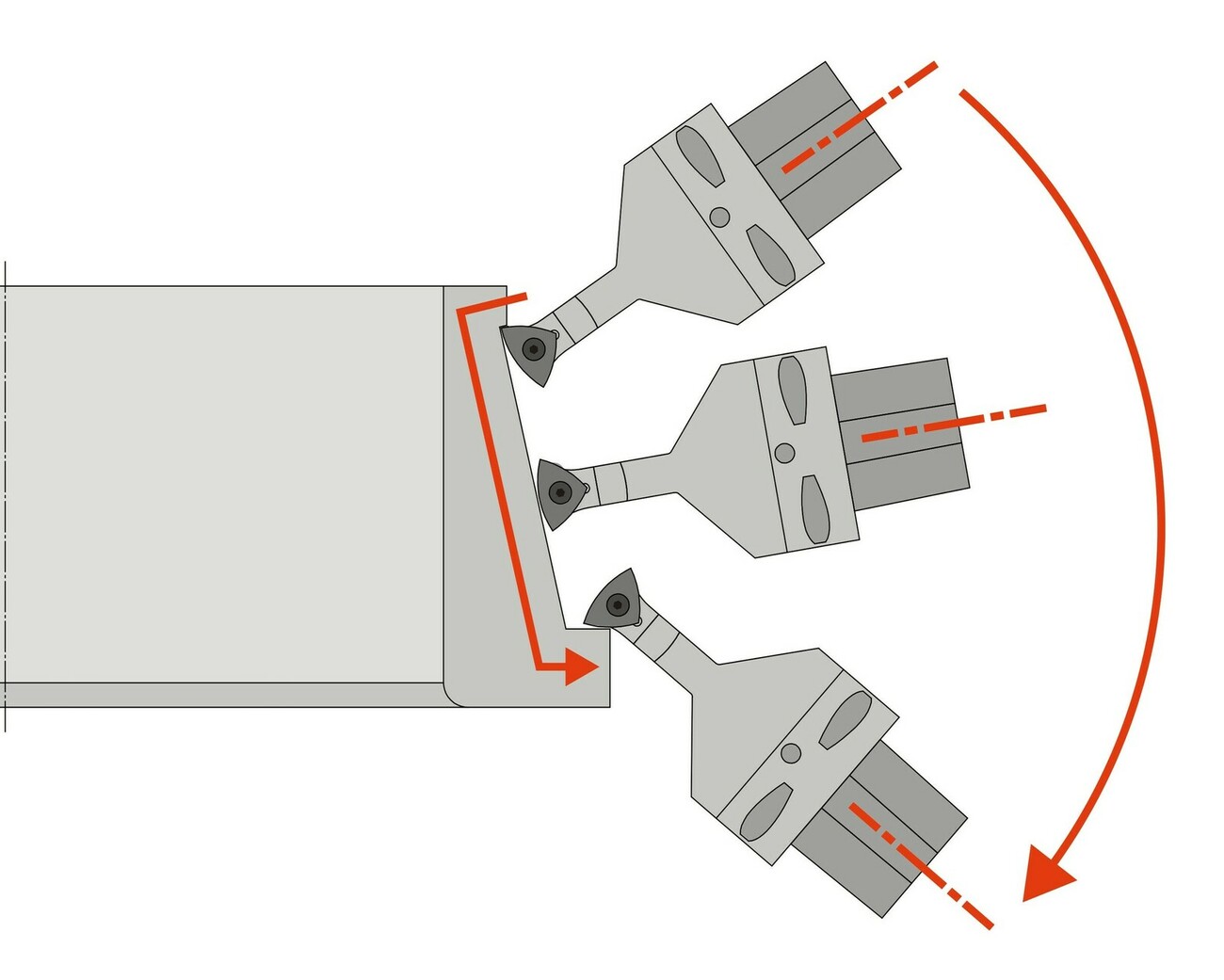
Im Detail rollt das von der Firma Vandurit entwickelte Drehverfahren Rollfeed-Turning eine speziell geformte Schneidplatte auf der Werkstückoberfläche ab. Hierzu wird entweder die auf der Maschine vorhandene B-Achse oder ein auf den Revolver nachrüstbares Rollfeed-Aggregat zur Erzeugung der Abrollbewegung der Schneidplatte genutzt. Der durch die Schwenkbewegung entstehende Versatz des virtuellen Werkzeugdrehpunktes wird durch Bewegung der X- und Z-Achse ausgeglichen. Ebenso kann eine konturparallele Überlagerung der Bewegung – die dann den Vorschub massiv erhöht – oder eine reine Abrollbewegung der Schneide erzeugt werden. Letztere erzeugt eine drallfreie Oberfläche, die beispielsweise auf Dichtflächen benötigt wird.
Als weitere Vorteile definiert Jürgen Klose nur interne Druckspannungen durch die Rollbewegung, keine Neuhärtezonen durch die geringere Temperaturentwicklung an der Schneide und im Zerspanungspunkt, die Erzeugung hoher Oberflächengüten kleiner Rz 1 und verspricht in Summe eine enorme Zerspanungsleistung durch Erhöhung der Schnittdaten in vc und f sowie eine Standzeiterhöhung der Werkzeugschneide durch kontinuierliche Verlagerung des Schneidpunktes unter Nutzung der gesamten Schneide, besonders im unterbrochenen Schnitt.


Aufgabe: Eine hartglattgewalzte Zylinderfläche qualitativ optimieren
„Auf Grund dieser Benefits trat der Geschäftsbereich Power Systems von Rolls-Royce mit seiner Produkt- und Lösungsmarke mtu an uns heran, um ein bestehendes Bearbeitungsverfahren zu optimieren“, berichtet Jürgen Klose. Eine bisher mit CBN-ISO-Wendeplatten auf Rz 2,5 hartgedrehte und anschließend auf Rz kleiner 1 hart-glattgewalzte Zylinderfläche sollte durch die Bearbeitung mit Rollfeed-Turning qualitativ optimiert werden, verbunden mit einer spürbaren Reduzierung der Bearbeitungszeit. Da zu diesem Zeitpunkt bei Rolls-Royce Power Systems alle Maschinen mit B-Achse in die Produktion eingebunden waren, bat man das Mutterhaus Rolls-Royce in England um Unterstützung. Diese beauftragten das AMRC der University Sheffield mit der Durchführung der Versuche, die dann in Absprache und Unterstützung mit Vandurit durchgeführt wurden.
Schnittgeschwindigkeit 300 m/min, Rauigkeit Rz 0.77 µm
Die Arbeitsstudie bei AMRC wurde in allen Bereichen mit positivem Ergebnis beendet, betont Jürgen Klose. Eventuelle Geometriefehler konnten reproduzierbar über das CNC Programm korrigiert werden. Die Schnittgeschwindigkeit vc betrug 300 m/min. Die Schnitttiefe war ap 0,2 mm und der Vorschub war f 0,05 mm/U. Die erzielte mittlere Rauigkeit betrug Rz 0,77 µm. Es wurde festgestellt, dass die Schneidplatte durch die Abrollbewegung nur einen minimalen Verschleiß im Vergleich zum konventionellen Hartdrehen zeigte.
Diese Ergebnisse wurden auf mehreren Maschinen gleicher Bauform jedoch unterschiedlicher Hersteller Okuma, Mazak und DMG) reproduziert und gleichzeitig die Schnittdaten optimiert. „Nach dieser vorläufigen Optimierung (vc/f/ap) betrug die Drehlänge 35,7 km ohne nennenswerten Verschleiß an der Vandurit-Rollfeed-Schneidplatte“, berichtet Jürgen Klose.
Einfache Programmierung mit Makros
Grundsätzlich erfolgte die Programmerstellung mit Vandurit-Rollfeed-Makros. Denn Makros ermöglichen als Online- oder Offline-Variante eine einfache Programmierung der Maschine. Hierzu werden beispielsweise bei einer Zylinderbearbeitung der Start- und Enddurchmesser sowie die Drehlänge eingegeben. Die Punktewolke in X-, Z- und B-Koordinaten wird automatisch erzeugt und an die Maschine übertragen.
Bearbeitungszeit auf ein Drittel gesenkt
Die bisher mit einer Gesamtbearbeitungszeit von 15,66 min und CBN-ISO-Wendeplatten auf Rz 2,5 hartgedrehte und anschließend auf Rz kleiner 1 hart-glattgewalzte Zylinderfläche sollte schneller bearbeitet und qualitativ optimiert werden. Dafür wurde auch das Bearbeitungsverfahren der Lagerfläche an dem Mitnehmerflansch geändert.
Deren Oberflächenrauheit wurde mit Rz kleiner 1 definiert. Rolls-Royce Power Systems testete das neue Rollfeed-Turning, das die Oberflächenrauheit Rz kleiner 1 nun in nur zwei Schnitten und einer Gesamtbearbeitungszeit von 5,46 min realisierte. Neben der geometrischen Beurteilung fand bei Rolls-Royce Power Systems eine metallurgische Beurteilung statt. Zum Vergleich wurde mit jedem Verfahren ein Flansch gefertigt. Zur Untersuchung von Oberfläche und Gefüge wurden diese einem Metalllabor zur Untersuchung angeliefert.
Untersuchung bis auf die Rauhigkeitsspitzen
Die Oberflächen und das Gefüge wurden an beiden Teilen unter gleichen Randbedingungen (Vergrößerung etc.) fotografiert, bzw. gemessen und dokumentiert. Die Oberflächen der beiden Flächen wirken visuell sowohl lichtmakroskopisch als auch im Rasterelektronenmikroskop (REM) relativ glatt. Bei starker Vergrößerung sind bei beiden Teilen im REM leichte oberflächliche Schädigungen wie Überlappungen oder Oberflächenfehlstellen zu erkennen. „Deren Einfluss auf die Qualität ist vernachlässigbar“, berichtet Jürgen Klose. Mittels Laser-Scanning-Mikroskop (LSM) wurde die Oberflächentopografie gemessen. Das Profil quer zu der Bearbeitungsrichtung zeigt, dass die Oberfläche beim Rollfeed-Verfahren glatter ist. Besonders hervorzuheben ist, dass beim Rollfeed-Verfahren die Rauhigkeitsspitzen überwiegend in das Material hinein gehen, während sie bei dem Serien-Mitnehmerflansch sowohl in wie auch aus der Oberfläche herausragen. Für eine tribologische Beanspruchung eines Gleitlagers wird die Oberflächentopographie des Rollfeed-Verfahrens als günstiger bewertet.
Rollfeed erzeugt keine Kaltverfestigung
Das Profil zeigt nach Angaben von Jürgen Klose zu große Rauhigkeitswerte gegenüber der eigentlichen Definition: „Diese Messung erfolgt mittels eines Lasers mit extrem kleinem Durchmesser. Dadurch wird im Profil die Höhendifferenz zwischen Tal und Spitze größer als bei der üblichen, taktilen Messung.“ Bei dieser Messung wird mit einer Kugel mit deutlich größerem Durchmesser gemessen, wodurch die tiefen Stellen nicht erreicht werden. Dadurch wäre bei der taktilen Messung die Höhendifferenz deutlich kleiner.
Im geätzten Schliff ist beim Serienteil an der Oberfläche ein circa 1 μm tiefer Streifen zu erkennen, der auf Kaltverfestigung beim Hart-Glattwalzen zurückzuführen ist. Das Rollfeed-Verfahren erzeugt keine mess- oder sichtbare Kaltverfestigung, betont Jürgen Klose. Die Kaltverfestigung an der Oberfläche ist auch durch Härtemessen festzustellen. Bei beiden Teilen wurde die Oberflächenhärte mittels Vickers-Verfahren mit unterschiedlicher Last gemessen. Die Härte ist bei beiden Teilen an der oberen Grenze der Vorgabe von 580 bis 690 HV30.
Bewertung: Rollfeed ist besser
Unterm Strich fasst Jürgen Klose zusammen, sinkt die Bearbeitungszeit durch das Vandurit-Rollfeed-Verfahren eklatant um mehr als 60 % von 15,66 auf 5,46 min und bietet damit eine enorme Ersparnis im Zerspanungsprozess. Die Oberflächenrauheit entspricht bei beiden Bearbeitungsverfahren der Vorgabe Rz kleiner 1, sie ist aber mit dem Rollfeed-Verfahren besser. Das Rollfeed-Verfahren ist für die geforderte Oberfläche prädestiniert, weil die Rauhigkeitsspitzen in die Oberfläche hineinragen. Einige Infos und Videos zum Rollfeed-Verfahren finden Sie hier.