

Gewindetriebe treiben im wahrsten Sinne des Wortes die Wirtschaft an. Sie kommen in ihren verschiedenen Ausprägungen beispielsweise in Werkzeugmaschinen, in Fahrzeugen und in der Hebe- und Fördertechnik zum Einsatz. Zur Sicherstellung ihrer Funktion unterliegen Gewindetriebe engen Fertigungstoleranzen. Typische Herstellungsverfahren sind das Gewinderollen und das Gewindewirbeln. Zur Überwachung der Qualität während des Wirbelprozesses wird im Projekt ‚Quali-Wirb‘ vom IFW in Kooperation mit der Firma Bornemann Gewindetechnik GmbH ein System zur prozessparallelen Qualitätsüberwachung der makroskopischen und mikroskopischen Eigenschaften des Gewindes entwickelt.
Gewindewirbeln für hohe Zerspanleistung und Fertigungsqualität
Mithilfe von Gewindetrieben werden rotatorische Bewegungen in translatorische Bewegungen gewandelt. In Werkzeugmaschinen erzeugen rotierende Gewindespindeln beispielsweise die Vorschubbewegungen der Achsen. Die Herstellung der Gewindetriebe kann umformend und spanend erfolgen. Die umformende Fertigung - beispielsweise durch das Gewinderollen - wirkt sich zwar positiv auf die Festigkeit des Gewindes aus, ist jedoch für die Fertigung von kleinen Losgrößen aufgrund der Werkzeugkosten weniger geeignet. Des Weiteren ist die Verwendung von schwer umformbaren Werkstoffen wie Titan nicht oder nur sehr schwer möglich. Aus diesem Grund hat sich vor allem bei kleineren Stückzahlen und Gewinden mit großen Gewindetiefen die spanende Gewindefertigung etabliert. Ein weit verbreitetes Verfahren ist das Gewindewirbeln, da es hohe Zerspanungsleistungen bei gleichzeitig hoher Fertigungsqualität ermöglicht.
Vorschubbewegung führt Kreisel oder Werkstück aus
Das Gewindewirbeln lässt sich in Außenwirbeln und Innenwirbeln einteilen. Beim Außenwirbelverfahren, das im Kooperationsprojekt betrachtet wird, werden die Schneiden auf einem sogenannten Wirbelkreisel kreisförmig angeordnet. Die Schneiden bilden die Kontur des Gewindes ab und können daher für unterschiedliche Gewindegrößen gleicher Steigung eingesetzt werden. Der Wirbelkreisel und das Werkstück rotieren während der Bearbeitung im Gegen- oder Gleichlauf, wobei der Kreisel mit deutlich höherer Drehzahl rotiert. Die Vorschubbewegung wird vom Kreisel (bei großen Bauteilen wie Kugelgewindetrieben) oder vom Werkstück (bei kleinen Bauteilen wie Knochenschrauben) ausgeführt.
Drei Gründe für die Onlineüberwachung
Aufgrund der der hohen Fertigungsqualität und der Unzugänglichkeit der Messstelle wurde beim Gewindewirbeln bisher kein System zur Onlineüberwachung der Gewindequalität – sowohl makroskopisch als auch mikroskopisch - eingesetzt. Der zunehmende Trend hin zu kleineren Losgrößen, kürzeren Lieferzeiten und der Verarbeitung von anspruchsvollen Werkstoffen wie Titan machen solche Systeme auch für das Gewindewirbeln interessant. Durch kontinuierliche, prozessparallele Qualitätsüberwachung kann der Ausschuss stark reduziert werden, wodurch die zuvor kalkulierten Herstellkosten eingehalten werden. Dies trägt besonders bei Einzelteilen und kleinen Losgrößen zur Konkurrenzfähigkeit bei. Im Kooperationsprojekt mit der Bornemann Gewindetechnik GmbH wird aus diesem Grund ein Messsystem zur Erfassung der Fertigungsqualität während des Zerspanprozesses entwickelt. Ein Qualitätsüberwachungsalgorithmus bewertet die Gewindequalität auf Basis der Messdaten prozessparallel. In Verbindung mit Handlungsempfehlungen für den Maschinenbediener trägt die Überwachung zur Erhöhung der Prozesssicherheit und Sicherung der Qualität bei.
Die Messaufgabe mit neun Parametern
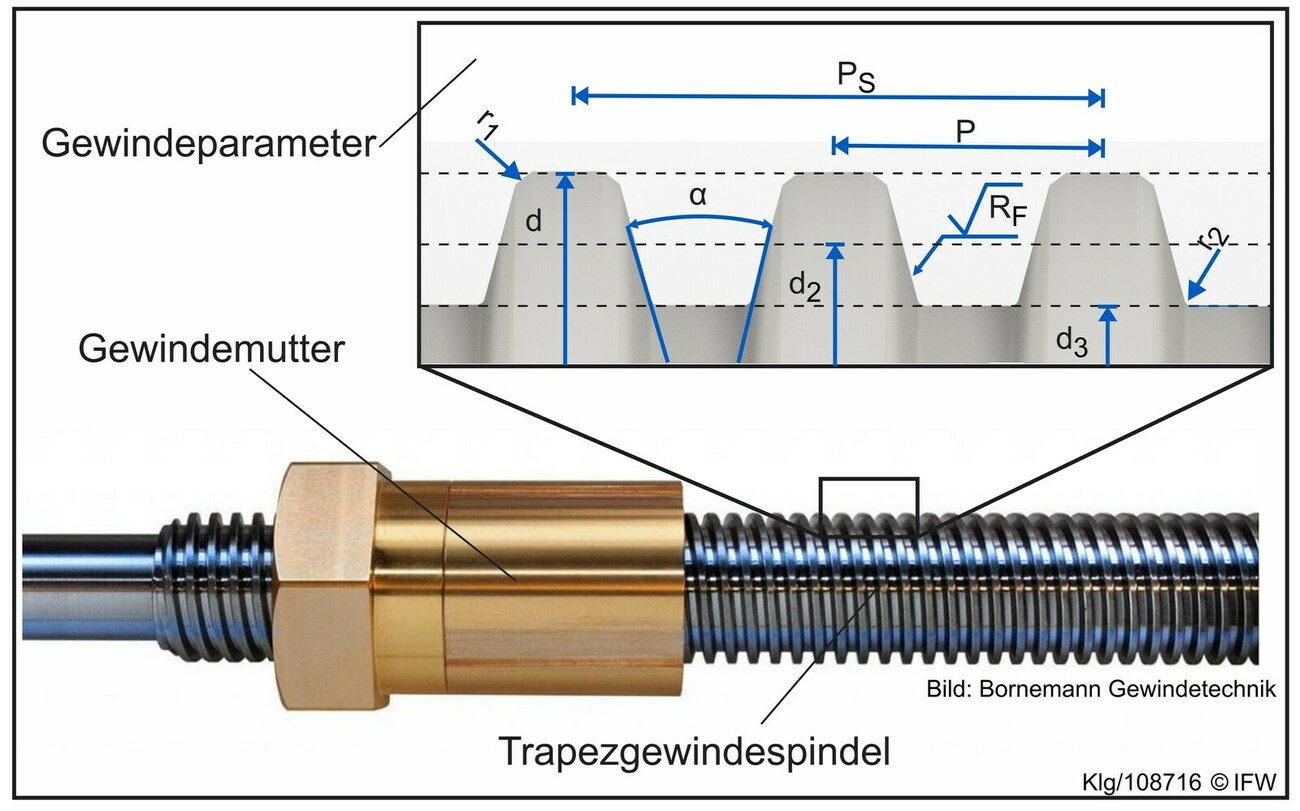
Die Qualität von Gewindetrieben wird sowohl durch die makroskopischen Parameter – wie beispielsweise die Steigung – als auch durch die mikroskopischen Parameter – wie die Rauheit der Gewindeflanke – definiert. Die wirtschaftliche Anwendung eines Qualitätsüberwachungssystems setzt eine präzise und richtige Messung der qualitätsbeschreibenden Parameter voraus. Bild 2 zeigt beispielhaft die zu erfassenden Parameter für Trapezgewinde nach DIN 103. Für eine vollständige Qualitätskontrolle müssen somit bei Trapezgewinden neun Parameter überwacht werden: die Summensteigung , Steigung , Flankenwinkel , Flankenrauheit , Rundung im Übergang zwischen Flanke und Grund , Rundung bzw. Fase im Übergang von Flanke und Außenfläche , Gewindenenndurchmesser , Flankendurchmesser und der Kerndurchmesser .

Geforderte Messunsicherheit von maximal 15 µm
Die geforderte Auflösung und Genauigkeit eines Messsystems zur Erfassung der Parameter ist direkt von den geforderten Toleranzen abhängig. Nach DIN 103 beträgt die Toleranz des Nenndurchmessers d - für ein Gewinde mit der Steigung P = 1,5 mm - 150 µm. Überschlägig lässt sich mit der goldenen Regel der Messtechnik eine geforderte Messunsicherheit von maximal 15 µm ermitteln. Auf Basis dieser und weiterer Anforderungen wurde im nächsten Schritt geeignete Sensorik zur Erfassung der Parameter ausgewählt.
Die Sensorik
Zur Senkung der Komplexität der Messaufgabe wurde die makroskopische Messung von der mikroskopischen Messung getrennt. Für die mikroskopische Messung eignet sich nach intensiver Recherche nur die optische Messung der Flankenoberfläche und die Auswertung dieser mithilfe eines Bildverarbeitungsalgorithmus. Andere Ansätze sind aufgrund der Unzugänglichkeit der Flankenoberfläche nicht im Prozess umsetzbar.
Schattenwurfmesssystem im Einsatz
Zur Messung der makroskopischen Größen kommt ein Schattenwurfmesssystem zum Einsatz. Das System besteht aus einem Sender, der Licht einer bestimmten Wellenlänge aussendet, einem Empfänger mit Bildsensor und einer Auswerteeinheit. Die Kontur von Bauteilen kann durch den geworfenen Schatten der Bauteile gemessen werden. Das System ermöglicht die simultane Messung aller oben genannten Parameter. Es können Trapezgewinde von 8 bis zu 250 mm Nenndurchmesser erfasst werden. Um die Nutzbarkeit des Systems für die Anwendung zu überprüfen, wurde zunächst die Standardabweichung des Messsystems in Abhängigkeit des zu messenden Formelements untersucht. Die Ergebnisse der Untersuchung sind in Abbildung 3 dargestellt. Es ist eindeutig zu erkennen, dass alle Formelemente mit einer Messunsicherheit von deutlich weniger als 15 µm erfasst werden können und sich das System daher für die Messung eignet.
Die nächsten Schritte im Forschungsprojekt Quali-Wirb
Aktuell wird sowohl das System zur Messung der Makrogeometrie als auch das System zur Messung der Mikrogeometrie hinsichtlich Genauigkeit und möglicher Störeinflüsse untersucht. Auf Basis der Ergebnisse werden die Systeme durch konstruktive und softwaretechnische Änderungen für die prozessparallele Anwendung vorbereitet. Anschließend folgt die Anbindung an die Maschine sowie die Entwicklung eines Qualitätsüberwachungsalgorithmus zur online Bewertung der Qualität auf Basis der Messdaten. Mithilfe des ermittelten Qualitätszustandes werden Handlungsempfehlungen für den Bediener entwickelt und nach Möglichkeit direkt in den Prozess eingegriffen.
Das Forschungsprojekt ‚Online-Qualitätsüberwachung beim Gewindewirbeln – Quali-Wirb‘ wird mit Mitteln des Bundesministeriums für Wirtschaft und Energie (BMWi) im Rahmen des Zentralen Innovationsprogramms Mittelstand (ZIM) gefördert und von der Arbeitsgemeinschaft industrieller Forschungsvereinigungen ‚Otto von Guericke‘ (AiF) betreut. Das IFW und der Kooperationspartner Bornemann Gewindetechnik bedanken sich für die finanzielle Unterstützung in diesem Projekt.