
Nahtlos gewalzte Ringe von 200 mm bis 7 m Durchmesser mit bis zu 1 m Höhe und Stückgewichten bis 14.000 kg fertigt das Familienunternehmen Kollmeder in Ergolding bei Landshut. Bearbeitet werden die Ringe auf CNC-gesteuerten Karusselldrehmaschinen mit bis zu 8,5 m Durchmesser und 5 m Höhe. Gefräst wird auf Fahrständer-Fräsmaschinen mit bis zu 16 m Länge und 3,5 m Höhe. 5-Achs-Simultan fertigt Kollmeder Bauteile bis 6 m Länge, 2,8 m Breite und 3 m Höhe auf der erst im April 2018 in Betrieb genommenen Taurus-30-Fräsmaschine des Herstellers Waldrich Coburg. Die gefertigten Bauteile werden in den unterschiedlichsten Bereich, wie z. B. Chemieindustrie, Verfahrens- und Verpackungstechnik, aber auch im Windkraftsektor, Maschinen- und Apparatebau, sowie in Drehverbindungen eingesetzt.
Ringe für außergewöhnliche Aufgaben
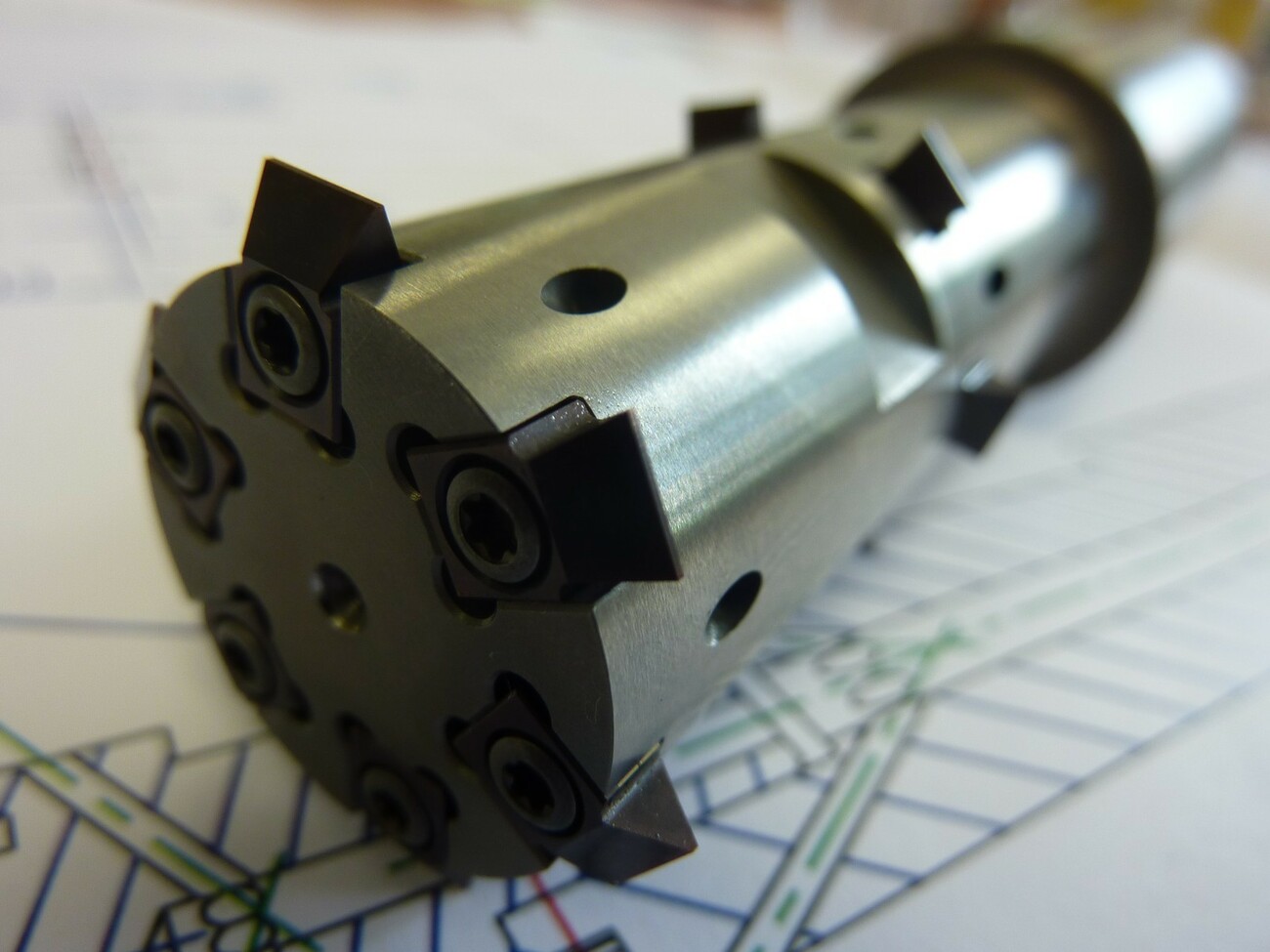
Einige der Kollmeder-Ringe sind auch schon ins Weltall geflogen, andere ‚Riesen-Ringe‘ werden dringend gebraucht, um große Getränkeabfüllanlagen präzise laufen zu lassen. Ähnlich spektakulär ist nach Angaben von Johann Kollmeder auch der Einsatzort der gut 500 Hohlräder, die jährlich Ergolding verlassen. Deren Einsatzort befindet sich oft bis zu 200 m über der Erde in den Getrieben von Windkrafträdern. „Wie bei jedem unserer Ringe steht auch bei den Hohlrädern die Funktionalität im Mittelpunkt. Schwachstellen sind verboten und wären in dieser Höhe ziemlich teuer.“ Deshalb will Johann Kollmeder sämtliche Risiken minimieren, schon am Boden und in der eigenen Fertigung. Vor zwei Jahren stand demnach das finale Gewindebohren im Visier der Prozessoptimierer. „Die Stärke von Kollmeder ist die Geschwindigkeit. Mit knapp vier Wochen Durchlaufzeit fertigen wir auch die größten Stahlringe. Das finale Gewindeschneiden darf da natürlich nicht zum Stolperstein werden, sondern muss zügig und vor allem prozesssicher ablaufen“, betont Stefan Kollmeder. Das Abreißen eines Gewindebohrers wäre eine Katastrophe. Deshalb hatte sich Fertigungsleiter Eugen Dino mit Reime Noris-Außendienstmitarbeiter Wolfgang Oed zusammengesetzt. „Ziel war es zuerst, den hohen zusätzlichen Schmier- und Schneidölanteil zu vermeiden, der den sonst verwendeten Kühlschmierstoff belastete und regelmäßige KSS-Pflege nötig machte. Herr Oed hat uns daraufhin das Gewindefräsen vorgeschlagen – im ersten Ansatz mit den einreihigen Werkzeugen wegen des von uns oft verwendeten Vergütungsstahls“, erinnert sich Johann Kollmeder...
Die ganze Geschichte lesen Sie hier:

So schneiden Sie gefahrlos M36