von Peter Springfeld
Seit 1946 am Markt, fertigt das Deggendorfer Unternehmen Rile anspruchsvolle, präzise Zulieferteile sowie Baugrup-pen und Automatisierungsanlagen für einen breiten Anwendungsbereich. Dazu gehören die Automatisierung von Werkzeugmaschinen, Roboterapplikationen, Anbauteile für Maschinen, Getriebe- und Motorenkomponenten, Bau-gruppen für die Medizintechnik sowie Turbinenteile und Laufschienen für die Luftfahrtindustrie. So breit wie das Spektrum der Lohn- und Zulieferfertigung ist auch der Werkstoffbereich: Neben Stahl, Edelstahl, Guss und Buntmetallen wie Aluminium und Magnesium bearbeitet das Unternehmen auch Teile aus Titan und Kunststoff.
„Zur Realisierung dieser anspruchsvollen Fertigungsaufgaben“, hebt der geschäftsführende Gesellschafter Peter Radlsbeck hervor, „stehen uns rund 50 CNC-Werkzeugmaschinen zur Verfügung. Unser Angebot besteht in einer sehr kurzfristigen Fertigung von präzisen einfachen und komplexen Teilen bis zu einem Kubus mit einer Seitenlänge von 2.500 mm, einem Durchmesser von 5.300 mm und 20 t Stückgewicht. Wir fertigen im Toleranzbereich von IT-6 und realisieren Oberflächen im Rauhigkeitsbereich von 0,8 µm.“
Aufträge für Großbauteile erforderten neue Maschine
Mit dem Ausbau der Energieerzeugung durch Windkraftanlagen kamen auch Aufträge für die Präzisionsfertigung von entsprechenden Großteilen ins Deggendorfer Unternehmen. Dazu wurde trotz der schon vorhandenen Ausstattung eine weitere Bearbeitungsmaschine zum Drehen und Fräsen gebraucht. Stefan Zimmer, Vertriebsleiter der Nürnberger Abras Vertriebsgesellschaft, stellte den Kontakt zum italienischen Maschinenbauer Pama her. „Wir hatten bereits gute Erfahrungen mit italienischen Werkzeugmaschinenherstellern und waren deshalb sofort auch für Pama offen“, bekundet Radlsbeck. „Die Chemie zwischen den handelnden Personen stimmte dann von Anfang an. Wir hatten das sichere Gefühl, dass Pama in der Lage ist, aus den bestehenden Baukästen eine entsprechende Maschine zu fertigen. Letzt-endlich haben die recht schnell gefundene finale Konzeption, die abgesprochene Präzisionsarbeit und die zu erwartende Lebensdauer der Maschine den Ausschlag für die Investitionsentscheidung gegeben.“
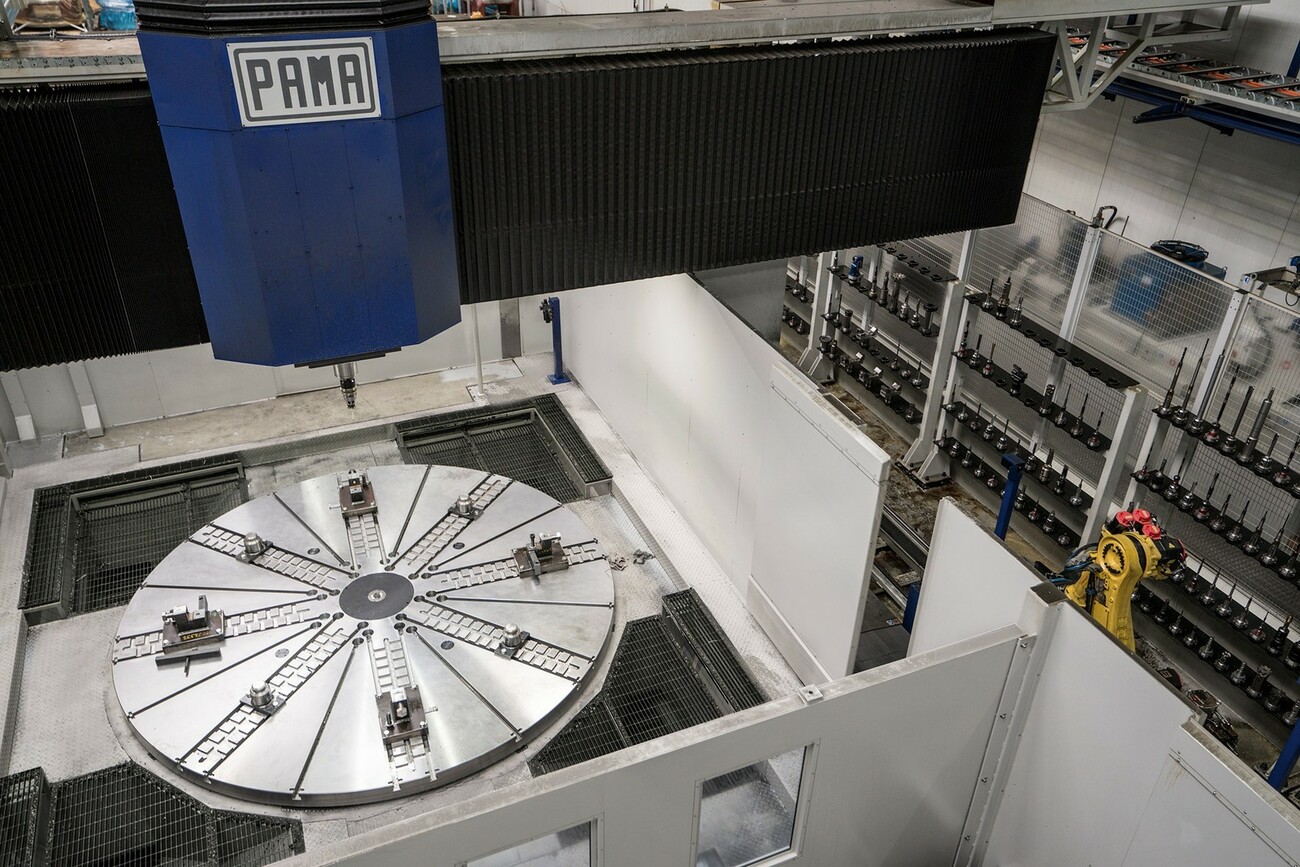
Für Pama neu, entstand eine Dreh- und Fräsmaschine mit einem verfahrbaren Portal für die Vertikalbearbeitung sowie begehbaren X-Achs-Abdeckungen. Zwei hydrostatisch gelagerte Direct-Drive-Drehtische, eine spezielle Späneentsor-gungsanlage sowie eine Einhausung, die nicht nur eine Pendelbearbeitung, sondern auch eine Bearbeitung von langen Bauteilen ermöglicht, runden das Konzept ab.
Y-Verfahrweg von 5.815 mm
Entsprechend der zu bearbeitenden Großteile haben die Ständer des Portals einen Abstand von 5.600 mm. Das Portal trägt am Querbalken die Traghülse und bietet ihr einen Verfahrweg in Y-Richtung von 5.815 mm. Dieser Verfahrweg ist nicht nur für das Bearbeiten der Werkstücke auf den beiden 4 m großen Drehtischen notwendig, er dient darüber hinaus zum automatischen Einwechseln der Dreh- und Fräswerkzeuge sowie zum automatischen Wechseln von Fräsköpfen für die 5-Seiten-Bearbeitung. Die Z-Achse (RAM) verfährt 1.600 mm. Der maximale Abstand zwischen den Tischoberkanten und der Traghülsen-Stirnseite beträgt 2.565 mm. Die hydrostatische Bohrspindel der Portalfräsmaschine Vertiram 2000 GT hat einen Axialverfahrweg von 800 mm.
Zwei Bereiche für die Pendelbearbeitung
„Dem Kundenwunsch entsprechend lieferte Pama die komplette Maschineneinhausung“, erläutert Sales Manager Frank Seifert. „Sie ist so gestaltet, dass sie zur Pendelbearbeitung zwei flexible Bearbeitungsbereiche schafft. Zum Bearbeiten von sehr langen Werkstücken wird die Trennwand zur Seite geschoben, damit man das lange Teil auf beiden Drehtischen aufspannen kann. Dazu bewegt sich das Portal entlang einer 14 m langen X-Achse.“
Auch bei dieser neuen Maschine bildet ein aus Gusskomponenten gefertigter Maschinenrahmen das Fundament. Die zu bearbeitenden Großteile werden mit Hilfe von Vorrichtungen, die Rile selbst baut, schwingungsarm gespannt. Zur Präzisionszerspanung trägt des Weiteren die kräftige Traghülse mit einem Querschnitt von 500 mm × 500 mm bei. Sie wird an allen vier Seiten im Spindelkasten hydrostatisch geführt. Zurückgekühltes Hydrauliköl sorgt für den Wärmeabfluss.
Wärmekompensation wurde weiterentwickelt
Die Wärmekompensation der Traghülse wurde bei der Portal-Dreh- und Fräsmaschine weiterentwickelt und hat jetzt ein System, welches die Längenausdehnung von RAM und Bohrspindel überwacht und die Ergebnisse in Echtzeit an die Steuerung weiterleitet. „Insgesamt bieten Pama-Maschinen ihren Nutzern Fertigungstoleranzen, wie wir sie von Lehrenbohrwerken kennen“, sagt Seifert. Die beiden hydrostatisch gelagerten Karusselldrehtische TTH 60 der Portal-maschine tragen jeweils Lasten bis 60 t bei maximal 150 min-1. Zur Wärmestabilisierung durchläuft auch dieses Hyd-rauliköl ein entsprechendes Kühlaggregat.
Werkzeugspeicher mit 210 Plätzen
„Vor jedem Fertigungsauftrag“, erläutert Sebastian Huber, Maschinenbediener bei Rile, „prüfen wir, ob die benötigten Werkzeuge im Speicher sind beziehungsweise komplettieren sie. Der Werkzeugspeicher bietet 210 Plätze. Die Fräswerkzeuge spannen wir in HSK-A-100-Werkzeugkegel ein und die Drehwerkzeuge in KM-63-Werkzeughalter. Die HSK-A-100-Kegel besitzen Chips, auf denen sämtliche Daten der Werkzeuge gespeichert sind. Vor dem Einschleusen in den Speicher erfolgt ein Scannen durch ein Balluff-Werkzeugidentifikationssystem, das die Daten ins Steuerungssystem leitet. Über eine Drehschleuse bringt der schienengeführte Werkzeugroboter das Werkzeug an seinen zuge-ordneten Platz“.
Jeder Drehtisch steht für einen eigenen Arbeitsbereich
Ein Brückenkran setzt die Werkstücke auf einen der beiden Drehtische ab. Jeder Drehtisch steht für einen eigenen, abgetrennten Arbeitsbereich, der aufgehoben wird, wenn sehr lange Werkstücke zu bearbeiten sind. Nach dem Aufspannen holt sich die Spindel das benötigte Werkzeug aus dem Speicher. Dazu besitzt jeder der beiden Arbeitsbereiche eine Schleusentür, durch die die Traghülse in den Werkzeugspeicher einfährt. Der dortige Roboter entnimmt der Spindel das auszutauschende Werkzeug und spannt das neue ein. Zur horizontalen Bearbeitung ersetzt der Roboter zunächst das Werkzeug durch einen NC-Fräskopf. Den entnimmt er dem Shuttle-Pick-up, das sich auf den Schienen des Werkzeugroboters bewegt. Anschließend spannt er das benötigte Werkzeug in den Fräskopf ein. Zum Lieferumfang gehören zwei von Pama selbst gefertigte Ausdrehköpfe und ein NC-Fräskopf.
Sichere Späneabführung
Bei der Pendelbearbeitung erfolgt das Auf- und Abspannen des Werkstücks hauptzeitparallel. Der Direct-Drive-Spindelmotor liefert ein Drehmoment von 2.600 Nm und es sind Eilganggeschwindigkeiten von 30 m/min in den X-, Y-, Z- und V-Achsen möglich. Die Maschine besitzt ein Kühlaggregat für die Thermostabilisierung des Hydrostatiköls und des 93-kW-Spindelmotors, der die Werkzeuge mit einer maximalen Spindeldrehzahl von 4.000 min-1 antreibt. Je nach Fertigungsaufgabe werden auch die Werkzeuge über eine weitere Kühlmittelanlage von innen und außen gekühlt.
„Für eine sichere Späneabführung während der Zerspanung, die spürbar zur Reduzierung von Stillstandszeiten beiträgt, haben wir intensiv nach Lösungen gesucht und auch gefunden“, schildert Seifert. „Im Kern haben wir Fliehkräfte genutzt, um die Späne aus dem unmittelbaren Bearbeitungsbereich zu entfernen. Sie fallen am Rand in Schächte, die direkt auf die beiden unter der Maschine laufenden Späneförderer fallen. Diese führen die Späne zu einem Querför-derer, der sie direkt in den Spänebehälter transportiert.“
Zwei Kameras am Portal
Gesteuert von einer Siemens-Steuerung Sinumerik 840D sI, erfolgt die Überwachung des Fertigungsprozesses durch unterschiedliche Messeinrichtungen. Dazu gehören absolute Längenmessgeräte für die Linearachsen, der absolute Drehgeber für die Spindelumdrehung sowie ein magnetisches Längenmesssystem für die V-Achse. Die Bedienkabine wird vom Portal getragen, so dass der Bediener den Zerspanprozess gut beobachten kann. Zusätzlich ist am Querbalken des Portals, links und rechts von der Traghülse, jeweils eine Videokamera installiert. „So kann ich den Fertigungsprozess auch von der Rückseite direkt vom Fahrerstand aus beobachten“, erklärt Huber. „Der Touchscreen bietet sogar die Möglichkeit, die Kamera so zu zoomen, dass man die Werkzeugschneiden ganz nah sehen kann. Sollte man dabei Funken erkennen, ist das ein Zeichen, dass die Schneide stumpf wird. So kann man rechtzeitig einen Werkzeugtausch einleiten, bevor andere Überwachungssysteme ansprechen.“
Zur komfortablen Bedienung gehört auch die wunschgemäße Abdeckung der X-Achsen. Über die begeh- und aufrollbare 1,55 m breite Abdeckung lässt sich der Arbeitsraum auf kürzestem Wege betreten. Die Rollen, die die flexible Abdeckung beim Verfahren des Portals aufnehmen, befinden sich vor und hinter der Bedienerkabine.
rk