
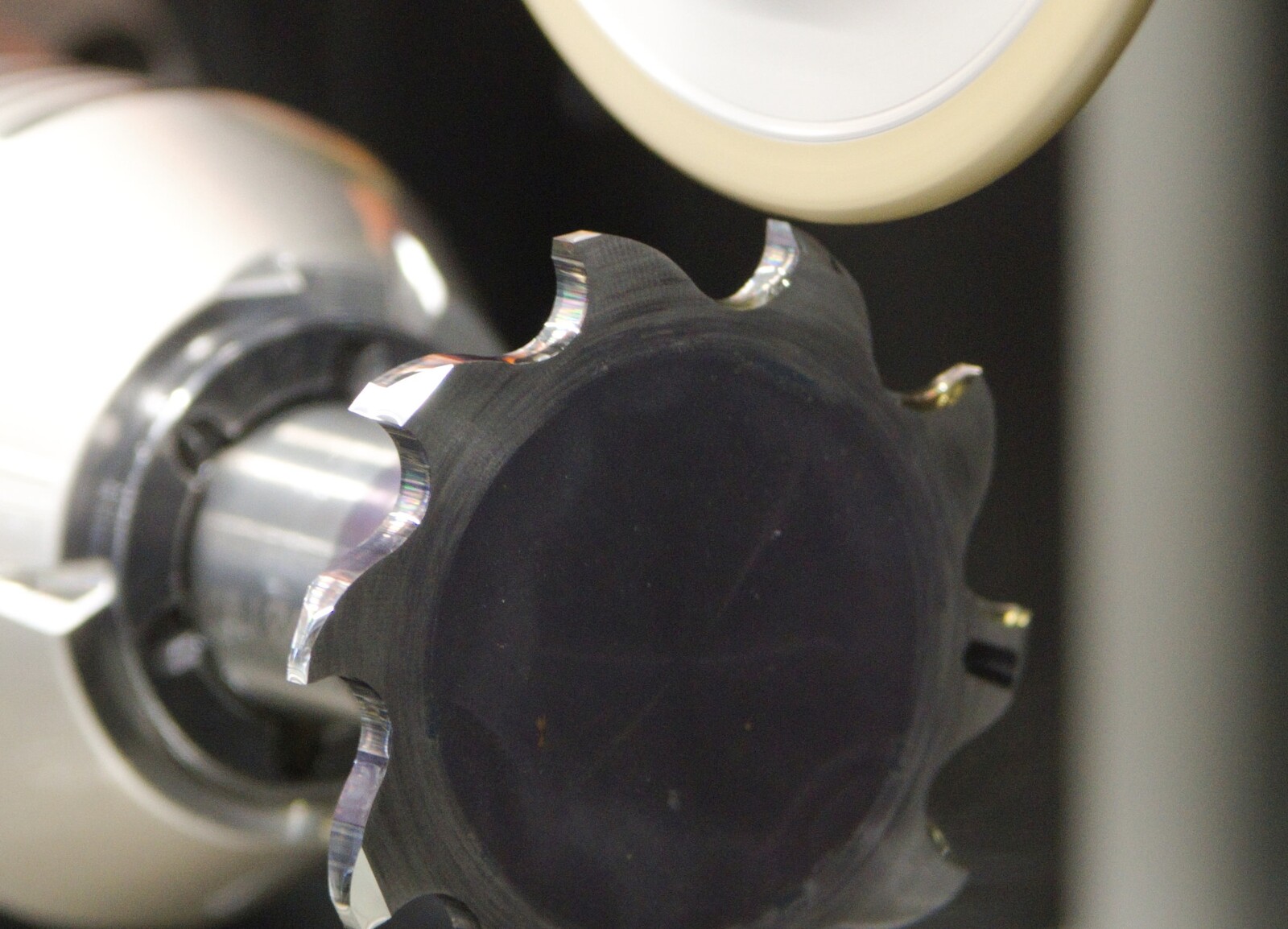
Wie sich schmale, tiefe Nuten mit Monoblock-Schlitzfräsern deutlich wirtschaftlicher und zuverlässiger als mit Schaftfräsern bearbeiten lassen, zeigt Neuberger, Werkzeugspezialist in VS-Villingen, der aus Vollhartmetall-Rohlingen Schlitzfräser mit Bogenzahn schleift. So werden die Späne aus den schmalen tiefen Nuten noch besser abgeführt. Beim Nutfräsen verwirklichen Monoblock-Schlitzfräser eine deutlich höhere Prozesssicherheit und verkürzen erheblich die Bearbeitungszeiten im Vergleich zum Fräsen mit Schaftfräsern. Schmale und tiefe Nuten lassen sich mit Schlitzfräsern besonders effizient fertigen. Als VHM-Monoblockwerkzeuge ausgeführt eignen sich die Werkzeuge besonders zum Fertigen von Nuten mit grossen Tiefen-Breiten-Verhältnis. Durch das günstige Verhältnis von kleinem Schaft- zu großem Aussendurchmesser kann man sehr große Nuttiefen erreichen. Es gibt keine Störkonturen durch Spannelemente wie bei modularen Werkzeugen. Zudem besteht keine Gefahr für Werkzeugbruch wie bei gelöteten Werkzeugen. Im Vergleich zu Schaftfräsern ist bei Schlitzfräsern eine optimale Späneabfuhr gewährleistet. Insbesondere bei zähharten und langspanenden Werkstoffen wie korrosionsbeständigen Stählen, Titan oder auch Kupferlegierungen werden die Späne durch die spezielle Spangeometrie sicher aus der Kontaktzone befördert. Die Bogenzahngeometrie, ähnlich der bekannten Zahngeometrie von Metallkreissägen, erzeugt kurze, gerollte Späne, die nicht in der Spannut verklemmen.
Individuelle Bogenzahngeometrie
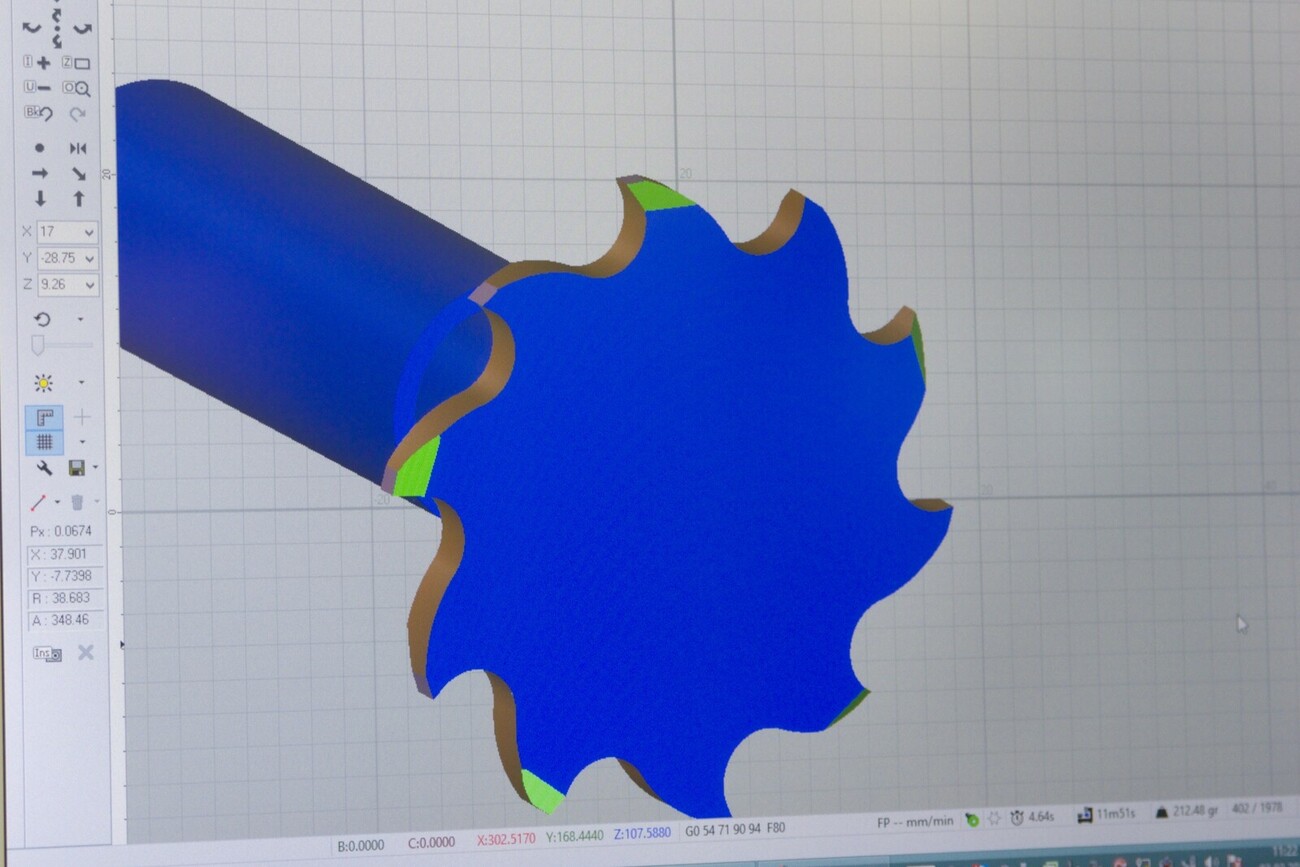
Künftig können Fertigungsbetriebe in der Medizintechnik und im Bereich der Elektromobilität von den Vorteilen der Schlitzfräser profitieren. 0,3 bis 6 mm breite Werkzeuge mit 5 bis 60 mm Durchmesser lassen sich problemlos herstellen. Gefertigt werden sie aus Standard- oder speziell gepressten Sinterrohlingen. Dank einer CAM-Software und einer 5-Achs-Werkzeugschleifmaschine kann Neuberger in VS-Villingen jede erforderliche Schneidengeometrie verwirklichen. Die Schlitzfräser werden mit unterschiedlichen Zähnezahlen und individuellen Zahngeometrien speziel für die jeweilige Anwendung geschliffen. So können sie scharfkantig, mit wechselseitiger Fase oder mit Spanteilergeometrien ausgeführt werden. Mit diesen speziell ausgelegten Schlitzfräsern ist es gelungen, bei einem Hersteller für chirurgische Instrumente die Produktionszeit für eine 2 mm schmale Nut für das Gewerbe medizinischer Zangen um etwa 75 % zu verkürzen. Mehrere hundert Nuten können prozesssicher ohne Werkzeugwechsel und ohne die bisher dafür bei Schaftfräsern erforderlichen Wechsel- und Stillstandszeiten gefertigt werden. So kann der Medizintechnikhersteller inzwischen den gesamten Fertigungsablauf der Bauteile aus Chrom-Nickelstahl auf einem Dreh-Fräszentrum unbeaufsichtigt, mannlos ablaufen lassen.
Bearbeitungsprozesse mit Monoblock-Schlitzfräsern optimieren
„Die mit Bogenzahn versehenen Monoblock-Schlitzfräser bieten weitere herausragende Vorteile gegenüber den üblichen am Markt verwendeten gerade- oder kreuzverzahnten Ausführungen. Sie sorgen für höchste Prozesssicherheit bei einigen weiteren, bisher kritischen Bearbeitungen“, berichtet Jürgen Heilborn, Verkaufsleiter und Produktspezialist Sonderwerkzeuge bei Neuberger in VS-Villingen. Dazu gehört zum Beispiel das Abstechen bei zähen, langspanenden Werkstoffen auf Drehmaschinen mit Stechplatten. Statt abzustechen und dadurch lange, problematische Späne zu erhalten trennt man das Werkstück mit dem Schlitzfräser. Dieser arbeitet bei unterbrochenem Schnitt und erzeugt kurze Späne. Die bogenförmigen Zähne der Schlitzfräser gewährleisten eine zuverlässige Abfuhr der Späne. Zusätzlich kann die Schneidengeometrie wie bei einer Stechplatte angepasst werden, um beim Trennen des Werkstücks einen Butzen zu vermeiden. „Eingebaut in eine angetriebene Werkzeugstation ist das Trennen von Werkstücken somit problemlos realisierbar“, betont Jürgen Heilborn. Ähnliche Vorteile ergeben sich auch beim Trennen und Nuten auf Fräsmaschinen und Bearbeitungszentren. Ohne Umspannen können die in Prägebacken gespannten Bauteile durch Aussen-Zirkularfräsen in einem zügigen Ablauf auf zeichnungsgerechte Abmessungen genau von den Spannvorrichtungen getrennt werden. Damit entfällt eine zweite Aufspannung der bearbeiteten Bauteile. Das verkürzt deutlich die Bearbeitungs- und Durchlaufzeiten.
Dank Nachschleifen noch wirtschaftlicher
„Als besonderen Vorteil bieten unsere Monoblock-Schlitzfräser den Vorteil, dass wir sie auf die ursprüngliche Original-Zahngeometrie nachschleifen können“, berichtet Jürgen Heilborn. Somit können die Werkzeuge sehr lange Zeiträume und somit besonders wirtschaftlich eingesetzt werden. Darüber hinaus kann der Schleifbetrieb in VS-Villingen verschlissene Scheibenfräser umarbeiten, beispielsweise auf kleinere Schneidenkreis-Durchmesser und andere Zahnteilungen. So werden die wertvollen Hartmetall-Monoblöcke weiterhin genutzt. Anwender der Schlitzfräser profitieren von hoher Wirtschaftlichkeit. Darüber hinaus stehen die bei Neuberger geschliffenen Schlitzfräser innerhalb kürzester Zeit, meist innerhalb weniger Tage, zur Verfügung. Das sorgt für höchste Flexibilität. Selbstverständlich beraten die Werkzeugexperten kompetent bei der Wahl der jeweils individuell optimalen Werkzeuggeometrien. In Verbindung mit Spezialisten in der Region verwirklichen sie auch hochwertige, sorgfältig abgestimmte Werkzeugbeschichtungen bei sehr kurzen Lieferzeiten.

ak