
Die Lasertechnologie macht bei Reichle den Unterschied − ohne sie hätte es die rasante Entwicklung der vergangenen Jahre wohl nicht gegeben. „Wir sind ein Unternehmen, das in mehreren Leistungsbereichen auf moderne Lasertechnik zurückgreift und seit einigen Jahren in die Weiterentwicklung dieser investiert“, betont daher Marco Reichle, Geschäftsführer der Reichle Technologiezentrum GmbH. „Ob beim Laserschweißen, der Lasergravur, der Lasertexturierung, dem Laserscannen oder beim 3D-Drucken, überall kommt Licht zum Einsatz.“ Bereits im Jahr 2001 wurde bei Reichle mit dem Laserschweißen begonnen, 2006 ersetzte das Lasergravieren die mechanische Gravur und 2013 folgte der Einstieg in die Lasertexturierung. Überhaupt kann das 1981 von Volker Reichle als Gravieratelier gegründete Unternehmen bereits auf eine wechselvolle Geschichte zurückblicken. Aufgrund der stetigen Erweiterung und Weiterentwicklung des Leistungsspektrums, fanden in den 41 Jahren Unternehmensgeschichte vier Umfirmierungen und vier Gebäudewechsel statt. „Erst seit 2016 heißen wir Technologiezentrum und sind damit neutral aufgestellt“, sagt der Geschäftsführer.
Lasertexturierung ersetzt Ätznarbtechnologie
Zurück zur Lasertexturierung: Die Weiterentwicklung dieses Geschäftsbereichs, der heute rund 50 % des Umsatzes ausmacht, hat Marco Reichle maßgeblich vorangetrieben. „Ich bin offiziell seit Anfang 2013 im Unternehmen, nachdem ich zuvor fünf Jahre in der Automobilindustrie tätig war, und habe dann den Aufbau des neuen Geschäftsbereichs Lasertexturierung übernommen. Die erste Maschine war zu dem Zeitpunkt bereits gekauft.“ Bis dahin hatte das Familienunternehmen die klassische Ätznarbtechnologie für die Oberflächenstrukturierung von Werkzeugen und Formen eingesetzt. Nun wollte man weg von dem nicht mehr zeitgemäßen Verfahren mit ätzender Salpetersäure hin zu den Vorteilen der volldigitalen Laserstrukturierung. Der erste Schritt erfolgte auf der Messe Euromold im Dezember 2012 mit dem Kauf einer Vorführmaschine von GF Machining Solutions. Die fünfachsige Anlage Agie Charmilles Laser P 1000 mit 1 m X-Verfahrweg und Palettenwechsler wurde daraufhin direkt von Frankfurt nach Bissingen gebracht.
Doch dann zeigte sich, dass aller Anfang schwer ist. Reichle blickt zurück: „Damals gab es noch keinen Markt für die Oberflächenstrukturierung mit dem Laser, auch weil die neuen Möglichkeiten noch nicht erkannt wurden. Wir haben im ersten Jahr keine 10.000 Euro Umsatz mit der Lasermaschine gemacht und weil die Entscheidung feststand, alle Ätzbäder zu verschließen, hatten wir innerhalb kurzer Zeit 40 % der Kunden verloren. Daher blieb uns nur die Chance, die Technik des Laserstrukturierens zu verstehen und die Kunden mit Innovationen zu überzeugen. Wir mussten sowohl Ätznarbungen mit dem Laser nachbilden als auch wirtschaftlich mithalten können und gleichzeitig neue Designmöglichkeiten aufzeigen. Es war anfangs viel Aufklärungsarbeit und nicht immer nur Wachstum.“
Eigene Designabteilung als Alleinstellungsmerkmal
So tastete man sich bei Reichle nach und nach an Qualität und Präzision heran und erkannte so beispielsweise den Bedarf in weitere Messtechnik und Bildverarbeitung investieren zu müssen. Vor allem aber kam der große Part Design dazu und die Erkenntnis, dass es ohne eigene Designer nicht geht. „Das ist heute unser Alleinstellungsmerkmal“, urteilt Reichle und auch Bernd Martiné, technischer Vertrieb Advanced Manufacturing Technologies bei der GF Machining Solutions GmbH, bestätigt: „Dadurch Zugang zu Designern der Automobilindustrie zu finden und ihnen die neuen Möglichkeiten der Lasertexturierung aufzuzeigen, war für Reichle der Schlüssel zum Erfolg.“ Hier hat sich auch die Beharrlichkeit des Firmenchefs ausgezahlt, der durch aufwändige Freigabeprozesse gegangen ist, weil er das Potenzial dieser innovativen Branche erkannte. Und die Bemühungen haben sich ausgezahlt. „Im Strukturierungsbereich liegt der Automobilanteil heute bei 60 bis 65 %. Der Rest entfällt auf Medizintechnik, Pharmaindustrie, Kosmetik, Elektrogeräte, Verpackungs- und Lebensmittelindustrie.“
Rund 3.000 Spritzgusswerkzeuge werden pro Jahr gelasert
Für die Automobilindustrie werden in erster Linie Spritzgusswerkzeuge für Instrumententafeln, Türinnenverkleidungen, Säulenblenden oder Front- und Heckspoiler oberflächenbearbeitet. Ein weiterer Fokus liegt auf dem Thema Licht mit Frontscheinwerfern, Heckleuchten oder Lichtleitern im Innenraum. „Etwa 50 bis 60 % aller Lichtleiter für die Ambientebeleuchtung im Fahrzeug-Innenraum in Europa werden hier laserstrukturiert. Ohne unser eigenes Design- und Entwicklungscenter wäre das nicht möglich gewesen“, erklärt Reichle. Im Rückblick auf die schwierige Anfangszeit meint er daher: „Heute können wir darüber schmunzeln und stolz auf das Erreichte sein. Wir sind in Bissingen der größte Standort für Lasertexturierung in Europa, lasern hier im Jahr durchschnittlich 3.000 Spritzgusswerkzeuge und verfügen über ein globales Netzwerk.“
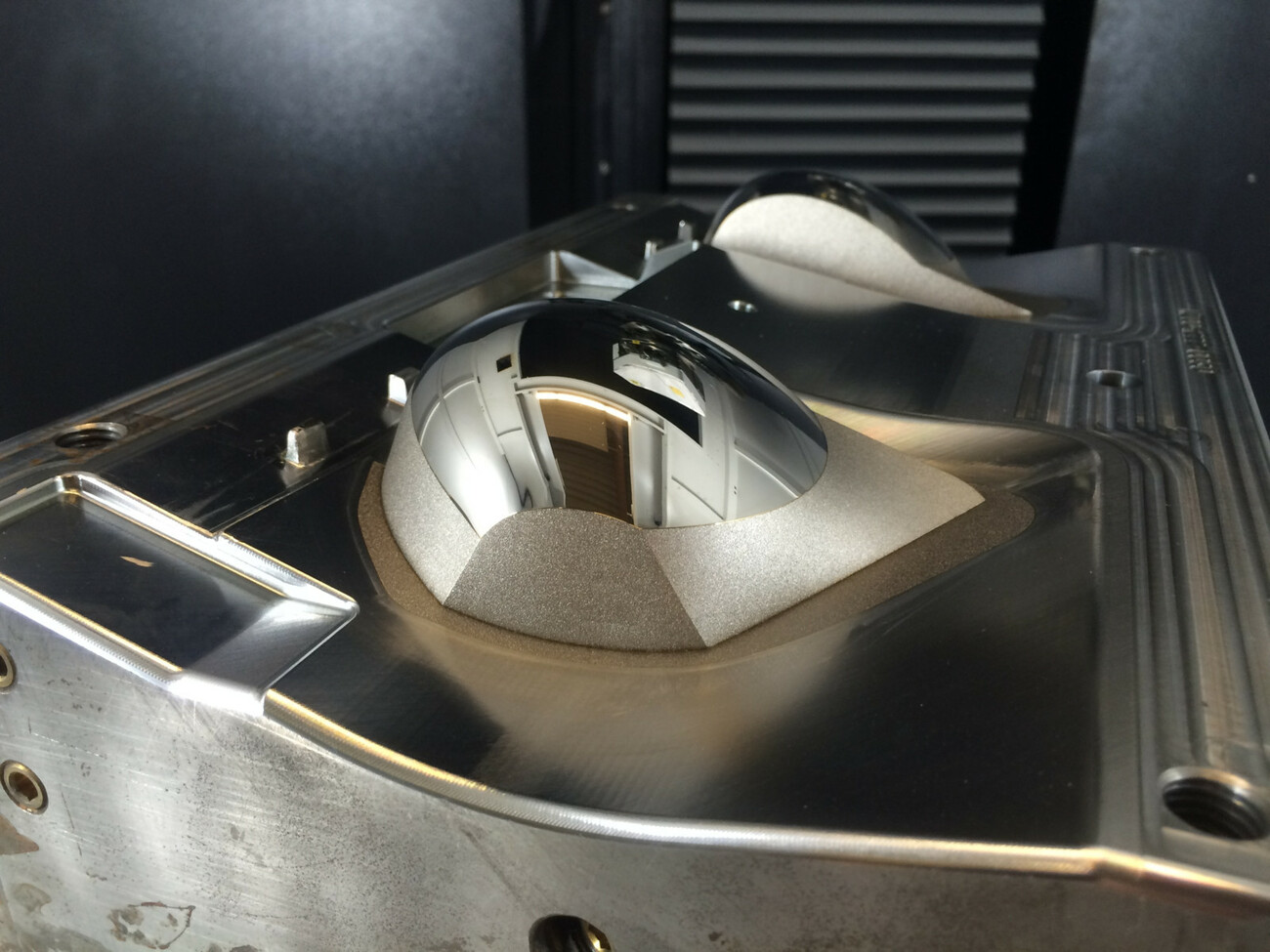
Auf dem Weg zu dieser Größe war GF Machining Solutions auf der Maschinenseite ein zuverlässiger Begleiter für Reichle. Ein Jahr nach der Erstanschaffung kam die Agie Charmilles Laser P 1200 U dazu. Für die größer werdenden Bauteile folgte dann das Modell P 4000 U. „Anschließend ging es durch das schnelle Wachstum Schlag auf Schlag und heute haben wir in Bissingen 14 Lasertexturierungsmaschinen von GF Machining Solutions“, berichtet der CEO. Ein wichtiger Schritt war aus seiner Sicht die Einführung der S-Baureihe im Jahr 2018, an der Reichle durch die geschlossene Entwicklungspartnerschaft mit GF Machining Solutions mitwirken konnte. „Wir sind dadurch im regelmäßigen Austausch mit einem breit aufgestellten Anwender, um dann neue Maschinen in die richtige Richtung zu entwickeln“, erläutert Martiné. Und Reichle bestätigt: „Unser Bedarf nach schnelleren Maschinen floss so in die S-Baureihe ein und die Wirtschaftlichkeit wurde deutlich verbessert. Bei unserem Benchmarkbauteil, einer Motorabdeckung, konnten wir die Laufzeit von elf Tagen auf der P-Maschine auf unter drei Tagen auf der Agie Charmilles Laser S 2500 U reduzieren.“
Neue Lasermaschine bringt deutliche Effizienzsteigerung
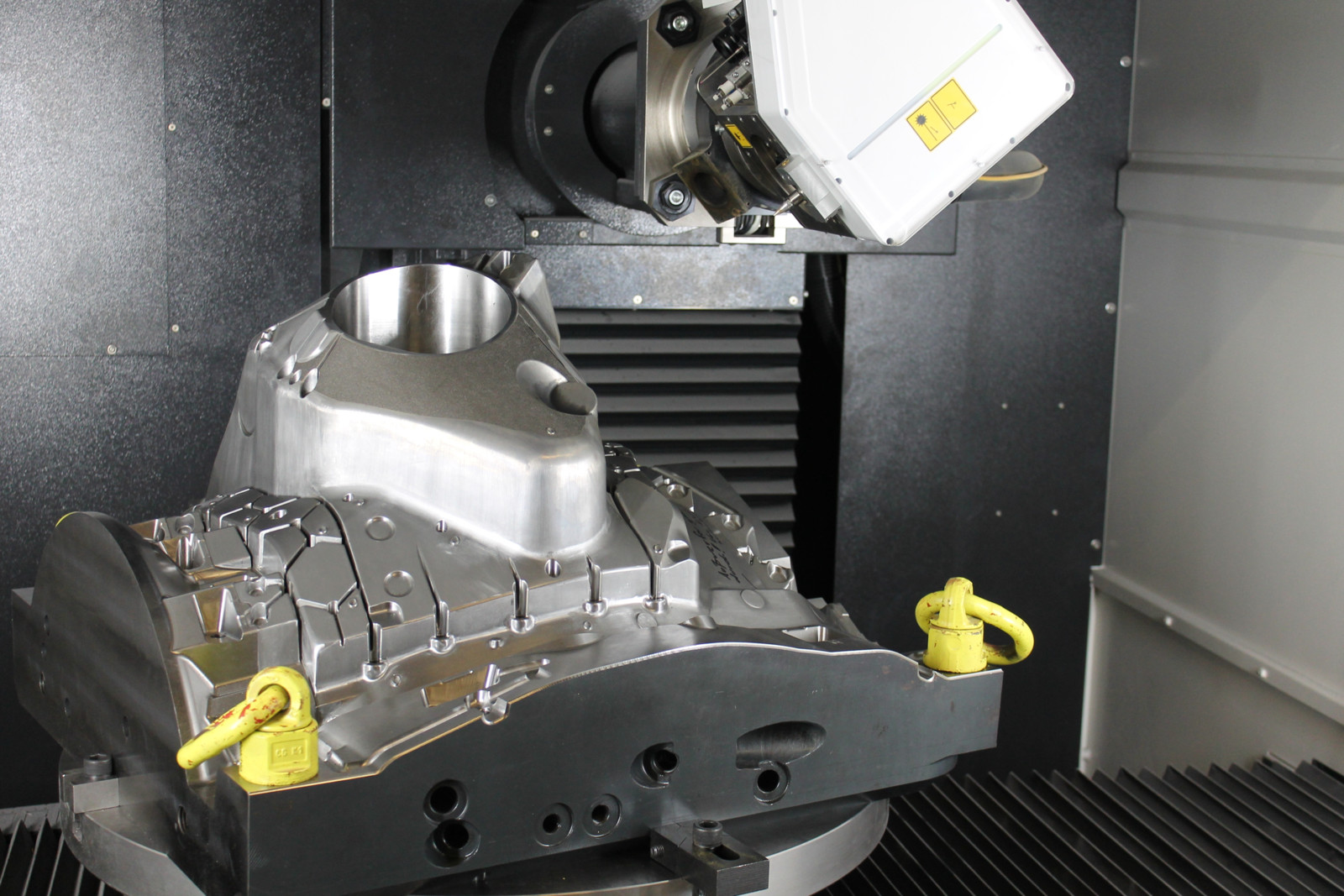
Die wesentlichen Neuerungen und Verbesserungen bei der im Jahr 2021 auf den Markt gebrachten Lasermaschine beschreibt der Vertriebsmanager: „Beim Texturierungsprozess wird zuerst der Laserkopf über die fünf Maschinenachsen in die Bearbeitungsposition zum Bauteil gebracht. Im Scanner lenken dann Spiegel den Laserstrahl für das eigentliche Strukturieren in sehr hoher Geschwindigkeit auf die Oberfläche. Dies kann nur im Fokusfeld erfolgen. In der Agie Charmilles S 2500 ist zusätzlich noch eine dritte Achse in der Optik verbaut, die es erlaubt, den Laserstrahl in der Z-Achse zu verstellen und so den Fokuspunkt zu führen. Dadurch lassen sich die Positionierbewegungen der Hauptachsen verringern und man kann größere Bereiche aus einer Position abarbeiten. Unterstützt wird dies noch durch die beiden Softwarefunktionen Smartpatch und Smartscan. In Summe bringen diese Maßnahmen eine Effizienzsteigerung von 30 bis 40 % ̶- in Fällen mit komplexen Geometrien und aufwändigen Oberflächenstrukturen auch mehr. Zudem ist die Anlage durch einen flüssigkeitsgekühlten Laserkopf temperaturstabilisiert, was bei langen Laufzeiten einen Präzisionsvorteil bringt.“
Femtolaser eröffnen neue Möglichkeiten
In den bisherigen Lasermaschinen von GF Machining Solutions sind gepulste Faserlaser mit Leistungen bis 150 W verbaut, die sich von ihrer Wellenlänge hauptsächlich für metallische Werkstoffe eignen. Zukünftig wird auch die Femto-Technologie (Ultrakurzpulslaser) bei der Texturierung eine immer größere Rolle spielen, durch deren kurze Pulse das Material an der Oberfläche direkt verdampft, ohne dass ein Grat entsteht. „Damit lassen sich beispielsweise Kunststoffe direkt bearbeiten und es sind deutlich bessere Oberflächengüten bis Ra 0,1 möglich“, nennt Martiné die Vorzüge. Mit der Agie Charmilles Laser P 400 U bietet das Schweizer Unternehmen bereits eine kleine Maschine mit Femtolaser für die Teileproduktion in der Uhren-, Schmuck- oder Kosmetikindustrie an. Im Rahmen der Entwicklungspartnerschaft zählt Reichle auch bei einer größeren Femtolaser-Anlage auf GF Machining Solutions, denn in einem ist sich der Firmenchef sicher: „Der Femtolaser ist meiner Meinung nach eine Allzweckwaffe für die Zukunft, weil er unvorstellbare Möglichkeiten eröffnet. Die Präzision ist mit 1 bis 2 µm höher als es manche Datenmodelle heute abbilden können und es lassen sich mit wasserabweisenden oder verschleißresistenten Oberflächen ganz neue Märkte erschließen.“