Nach Angaben des Herstellers Bruker Alicona ist die µCMM das erste rein optische Koordinatenmessgerät, mit dem Anwender Maß, Form, Lage und Rauheit von engsten Toleranzen berührungslos und mit nur einem Sensor messen können. Die jüngste Erweiterung des Koordinatenmesssystems ermöglicht nun auch das seitliche Antasten von Bauteilen.
Löcher, Bohrungen, Referenzflächen ...
Bauteilmerkmale wie Löcher, Bohrungen, Referenzflächen, Konturen, Längen sind damit in hoher Genauigkeit, hoher Auflösung und kurzer Messzeit optisch messbar. Das Durchmesser-Tiefen Verhältnis von Löchern reicht von 1:3 bis 1:10, der messbare Durchmesser beträgt 0,1 bis 2 mm. Anwender messen Parameter wie Außen- und Innendurchmesser sowie Öffnungswinkel. In Kombination mit einer automatischen Dreh- und Schwenkachse µCMM Real3D, die aus dem 3-Achs-KMG ein 5-Achs-System macht, werden auch mehrere Löcher inklusive ihrer Orientierung zueinander gemessen. Eine Anwendung hierzu ist nach Angaben von Alicona die Messung von Einspritzdüsen inklusive Durchmesser, K-Faktor, Einspritzwinkel und Seitenwinkel.
Neues Verfahren Vertical Focus Probing
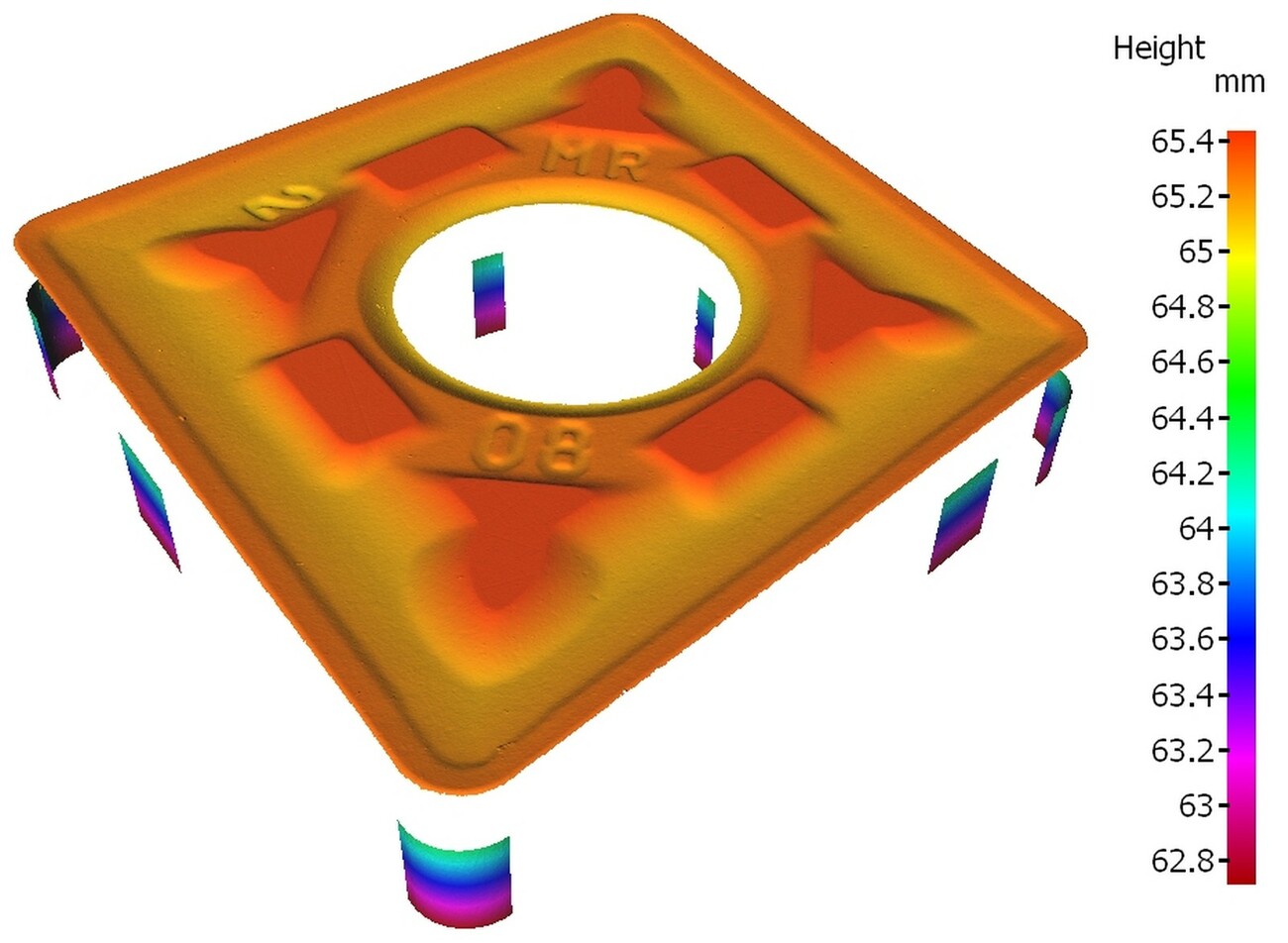
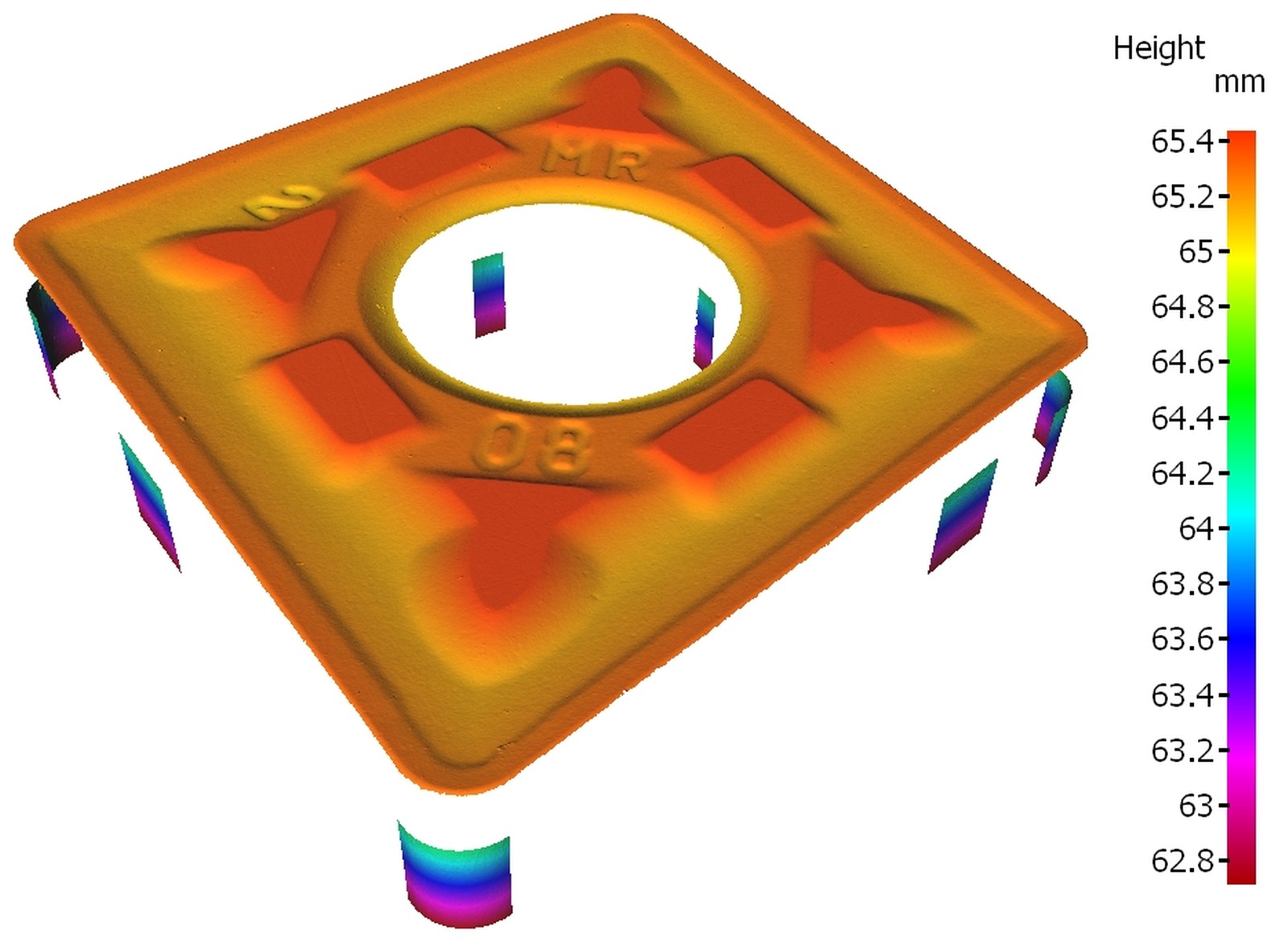
Das zum Patent angemeldete Verfahren vom ‚Vertical Focus Probing‘ zur Lochmessung ist eine Erweiterung der Fokus-Variation und basiert auf der Nutzung eines partiellen Lichtkegels. Einzelne, von vertikalen Flächen diffus reflektierte Lichtstrahlen werden vom Objektiv erfasst. Flanken mit mehr als 90° sind hochauflösend, rückführbar und wiederholgenau messbar. So gemessene vertikale Flanken können zum Beispiel für das Einpassen eines Werkstück-Koordinatensystems verwendet werden.
Erstes rein optisches KMG
Das nach Angaben von Alicona erste rein optische Koordinatenmesssystem µCMM ermöglicht die hochgenaue Messung kleinster Toleranzen auch auf großen Bauteilen. Die einzelnen Bauteilmerkmale werden flächenhaft mit großer Messpunktdichte erfasst, was zusätzlich zur Messung dimensionaler Parameter auch die Messung der Rauheit nach EN ISO 4287/88 (Ra, Rq, Rz…) und 25178 (Sa, Sq, Sz…) ermöglicht. Durch die hohe Genauigkeit der Achsen werden die Einzelmessungen präzise zueinander in Relation gesetzt. Anwender verifizieren auf diese Weise auch die Position ihrer Bauteile. Somit ist es nicht länger notwendig, das gesamte Bauteil optisch zu messen. Es reicht die Messung jener Bereiche, die relevant sind. Für den Anwender bedeutet das nicht zuletzt eine signifikante Reduktion der Messzeit.
cd