von Klaus Vollrath
„Unsere HSC-Fräsbearbeitungszentren für den Formenbau sind dafür ausgelegt, selbst höchste Ansprüche an die Bearbeitungsgenauigkeit zu erfüllen“, weiß Karl-Heinz Glunk, Bereichsleiter Anwendungstechnik HSC bei der Exeron GmbH in Oberndorf. Das mittelständische Traditionsunternehmen mit 125 Mitarbeitern entwickelte zunächst hochwertige Senkerodiermaschinen und ergänzte diese ab 2005 um eine komplette Baureihe von 3- und 5-achsigen HSC-Bearbeitungszentren. Anwender sind vor allem Formen- und Werkzeugbauer für die Einsatzbereiche Metall-Druckguss sowie Kunststoff-Spritzguss. Darüber hinaus kommen die Anlagen auch in anderen Industriebereichen wie Medizin- und Dentaltechnik, Uhrenherstellung, Automobilproduktion sowie Turbinenfertigung zum Einsatz. Die Baureihe umfasst eine HSC-Line sowie eine HSC-MP-Linie (MP=Micro Precision) in 3- und 5-Achs-Ausführung mit verschiedenen Optionen und Automatisierungsvarianten. Unter dem Motto „Besser beides. Beides besser“ gibt es bei exeron auch eine EDM-Linie.
Toleranzvorgaben im µm-Bereich müssen erfüllt werden
„In so gut wie allen industriellen Bereichen werden die Anforderungen an die Bauteilgenauigkeit immer weiter nach oben geschraubt“, ergänzt Karl-Heinz Glunk. Dies betreffe so gut wie alle Produkte vom einfachen Blechstanzteil bis zum anspruchsvollen Spritzguss- oder Druckgussteil. Treiber hierfür seien immer höhere Anforderungen an Qualität, Zuverlässigkeit und Lebensdauer. Die rasche Ausbreitung von Null-Fehler-Philosophien habe zur Folge, dass die Toleranzvorgaben immer weiter eingeengt wurden und werden. Wo früher Zehntelmillimeter einzuhalten waren, werden heute oft Hundertstel erwartet. Für den Formen- und Werkzeugbau bedeutet dies naturgemäß, dass die für die Produktion benötigten Formen und Werkzeuge nochmals um rund eine Größenordnung genauer gefertigt werden müssen. Toleranzvorgaben im µm-Bereich sind heute daher gängige Praxis. Entsprechend streng sind auch die Genauigkeitsanforderungen an die zur Werkzeugherstellung verwendeten Fräsbearbeitungsmaschinen.
Genauigkeit ist die Summe vieler Details…
„Erreichbar ist dies nur, wenn die gesamte Prozesskette der Zerspanung gesamtheitlich durchoptimiert wird“, verrät Karl-Heinz Glunk. Einbezogen sind alle wesentlichen Komponenten der Anlage vom Grundgestell über die Steuerung, die Achsantriebe und die Spindel bis zu den Fräswerkzeugen. Das beginne schon beim Maschinenbett, das aus Mineralguss besteht, weil dieses Material thermisch sehr träge reagiert und die bei der Bearbeitung auftretenden hochfrequenten Schwingungen bis zu 10fach besser dämpft als Stahl. Zweites Augenmerk gilt der thermischen Stabilität der gesamten Maschine. Sowohl das Maschinenbett als auch wichtige Achskomponenten werden über innenliegende Kühlkanäle mit sehr hoher Genauigkeit temperiert. Die Kalibrierung der Maschine wird in definierten Abständen mithilfe von Sensor und Messkugel überprüft, und ein Laser kontrolliert das Fräswerkzeug bezüglich Abnutzung und eventuellen Bruch.
…wozu auch das richtige Werkzeug gehört
Sämtliche Antriebskomponenten von den Glasmessstäben über die Antriebe bis zur Steuerung werden von Heidenhain aus einer Hand bezogen. Eine spezielle ASQ-Software (Advanced Surface Quality Control) überwacht die Z-Längung der Spindel (u.a. aufgrund des Wärmeschwalleffekts) und begrenzt diese deutlich enger als bisher möglich. Dies verbessert die Oberflächengüte erheblich, so dass häufig auf eine Nachbearbeitung durch Polieren verzichtet werden kann.
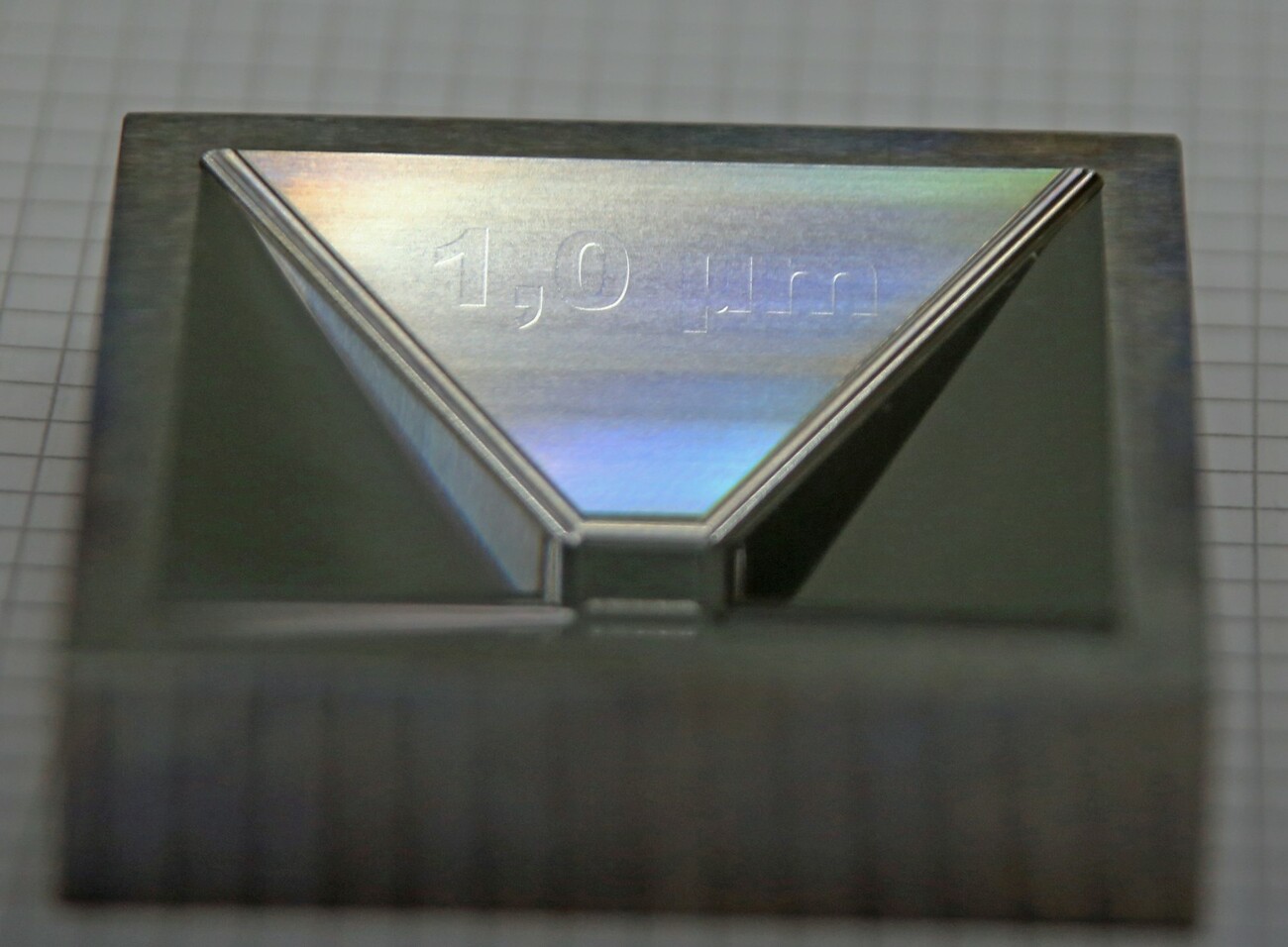
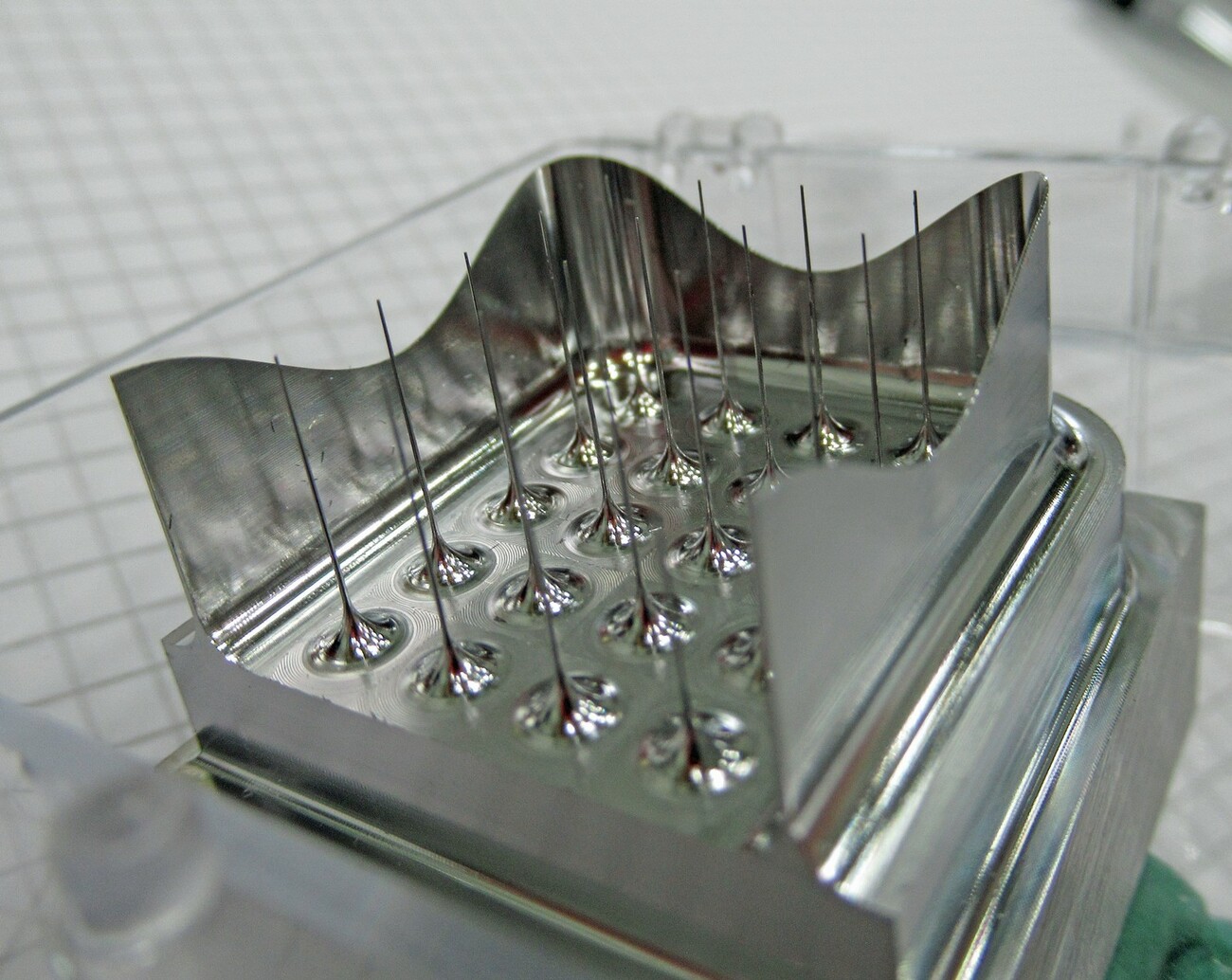
„Bei unserer Zusammenarbeit mit Exeron steht das Thema Oberflächengüte weit obenan“, sagt Wolfgang Würtz, Geschäftsführer des Werkzeugherstellers Dixi Polytool GmbH in Birkenfeld. Das Unternehmen ist Hersteller von Zerspanungswerkzeugen aus Hartmetallen oder Diamantwerkstoffen mit besonderem Schwerpunkt im Bereich Spezialanfertigungen für besonders diffizile Anwendungen. Im Laufe der Zeit seien die Anforderungen insbesondere bezüglich qualitativ höchstwertiger Oberflächen mit Spiegelglanz immer weiter angestiegen. Solche Anforderungen kommen beispielsweise aus der Kunststoffverarbeitung, darunter Formen für PET-Flaschen oder für die Herstellung optischer Linsen für Brillen, Kontaktlinsen, Kameras oder Mobiltelefone. Weitere Anwendungen betreffen Reflektoren für Lampen oder LED-Scheinwerfer. In den allermeisten Fällen handelt es sich um dreidimensionale Freiformflächen, was eine 5-achsige Bearbeitung erfordert. Die entsprechenden Formen bestehen in der Regel aus Aluminium. Fallweise müssen aber auch Kupfer oder andere NE-Metalle bearbeitet werden. Auch die direkte Bearbeitung von Kunststoff gewinnt stark an Bedeutung, so etwa bei Kontaktlinsen oder bei medizintechnischen Ausrüstungen.
Verlangt wird Hochglanz ohne Polieren
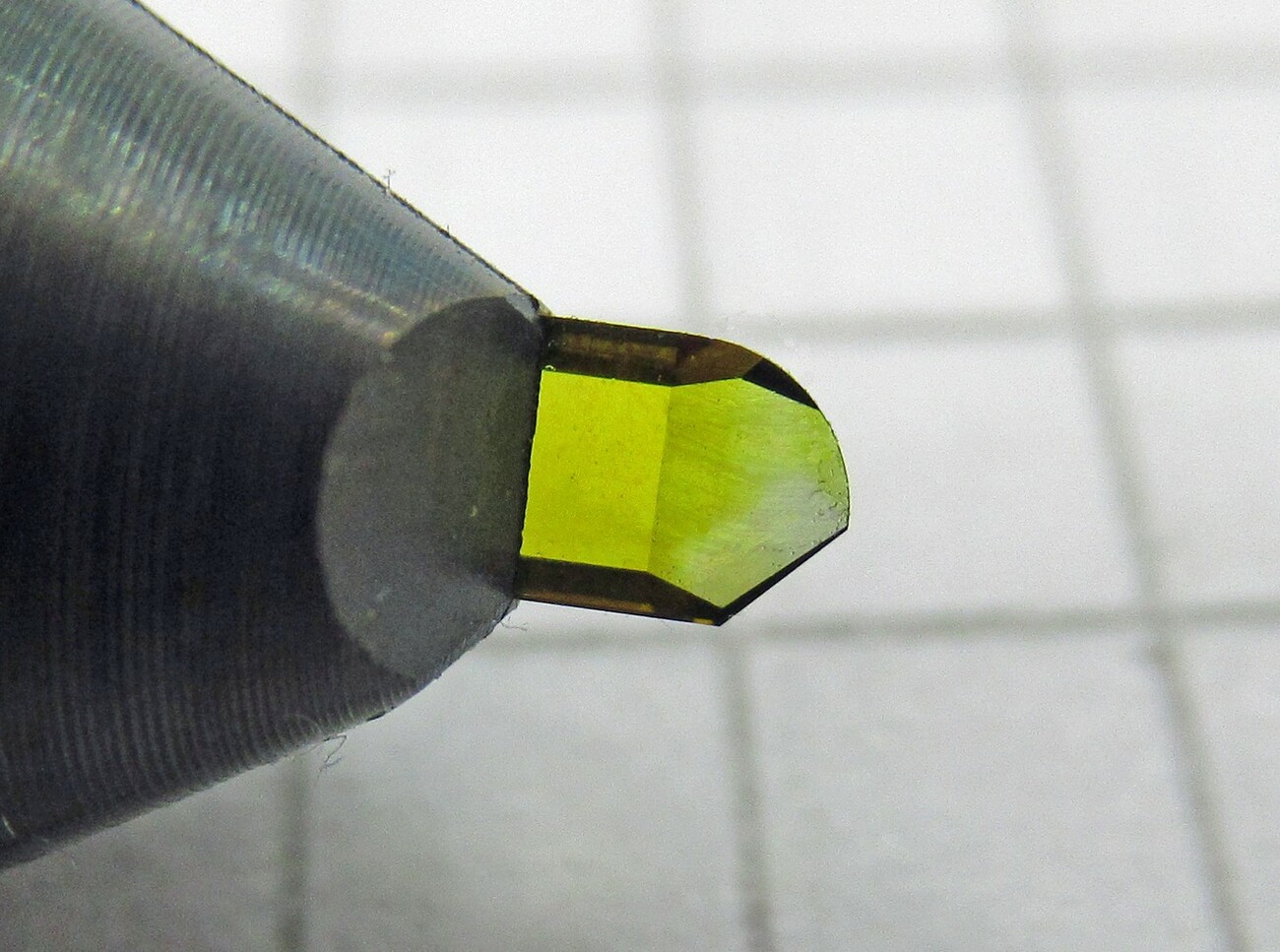
„Früher wurde Hochglanz durch eine abschließende Polierbearbeitung erzeugt“, erinnert sich Wolfgang Würtz. Das sei heute oft nicht mehr statthaft, da schon der geringfügige Materialabtrag beim Polieren die Geometrie in unzulässiger Weise verändert. Dadurch komme es beispielsweise bei planen Oberflächen oder bei Vielflächnern zu balligen Abweichungen. Diese sind auf spiegelnden Oberflächen sofort in Form von Welligkeiten oder Verzerrungen optisch sichtbar. Bei Linsen wiederum kommt es durch diese Geometrieveränderungen zu Abweichungen im Strahlengang und damit zu Beeinträchtigungen der optischen Qualität. Deshalb werden solche Oberflächen heute möglichst direkt durch Fräsbearbeitung erzeugt. Voraussetzung hierfür sind auf der einen Seite Bearbeitungszentren wie die von Exeron, welche die erforderliche Präzision auch bei fünfachsiger Bearbeitung gewährleisten können. Beim Werkzeug kommt es dabei auf eine besonders hohe Qualität der Schneide an. Dies betrifft einerseits die Geometrie, also die Präzision des Schliffs. Ebenso wichtig sind darüber hinaus auch noch Schärfe und Schneidhaltigkeit, denn die optische Qualität der erzeugten Oberfläche lässt bei Hartmetallwerkzeugen mit zunehmender Abnutzung schnell nach. Solche Anwendungen sind daher eine Domäne von Diamantenwerkzeugen. Im Vordergrund stehen hierbei monokristalline Diamanten (MKD), die sorgfältig ausgewählt und in besonders geeigneter Orientierung zu den Kristallachsen geschnitten und geschliffen werden. Solche MKD-Werkzeuge sind den anderen Diamanttypen hinsichtlich der erzielbaren Oberflächengüte nochmals deutlich überlegen, und ihre Schneiden erreichen bis zu 20 Mal höhere Standzeiten.
Gemeinsame Entwicklung
„Für uns ist Dixi Polytool aufgrund seiner Kompetenz im Bereich Diamantwerkzeuge ein wichtiger Partner für die Abteilung Anwendungstechnik“, ergänzt Karl-Heinz Glunk. Hier führe man unter anderem Probebearbeitungen durch, mit denen geklärt wird, ob und wie bestimmte Aufgabenstellungen bestehender oder potenzieller Kunden durchgeführt werden können. Gerade bei besonders anspruchsvollen Aufgabenstellungen kommt es auf die richtige Paarung von Maschine und Werkzeug an, wobei es sich gerade bei Diamantwerkzeugen oft um Sonderanfertigungen mit speziell auf die Besonderheiten des Einsatzes hin ausgelegten Eigenschaften handele. Gerade bei hohen Ansprüchen an die Optik kommen hier oft einschneidige Werkzeuge zum Einsatz. Bei mehrschneidigen Werkzeugen können sich schon kleinste Abweichungen der Schneidengeometrie nachteilig auf die optische Qualität auswirken. Für den Anwender habe diese Zusammenarbeit beider Firmen den Vorteil, dass er gleich die beiden wesentlichen Partner für seine Wertschöpfungskette – die Maschine und das passende Spezialwerkzeug – nach Praxisprüfung und einsatzfertiger Optimierung quasi wie aus einer Hand beziehen kann.