
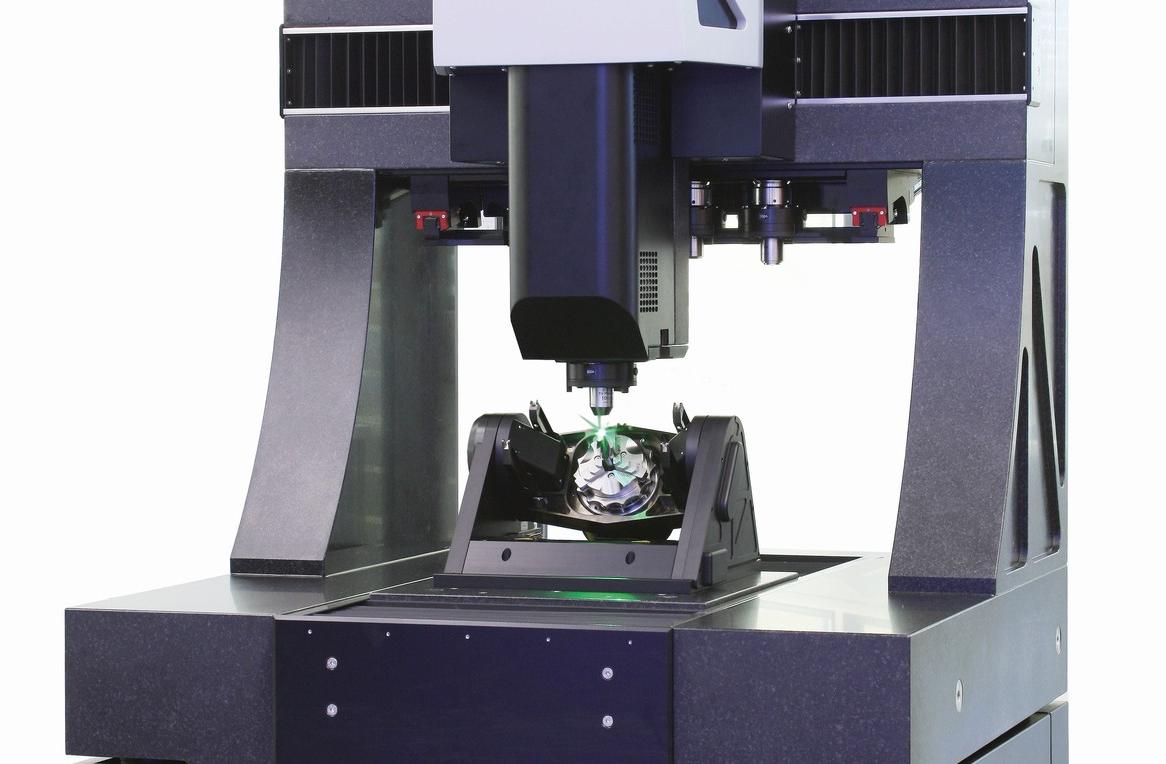
Die Kombination von hochauflösender optischer 3D Messtechnik und kollaborativer Robotik ist für Bruker Alicona kein Neuland. Bereits seit mehreren Jahren sind die „Cobots“ am Markt erhältlich, die zur automatisierten Messung kleinster Bauteilmerkmale in allen Sparten der metallverarbeitenden Industrie eingesetzt werden. Neu ist die Verbindung des optischen Koordinatenmesssystems µCMM mit einem kollaborativen Roboterarm, das als Pick & Place-Lösung auf der EMO gezeigt wird: Das Bauteil, das mit dem Koordinatenmessgerät gemessen wird, ist eine erprobte Kundenanwendung aus der industriellen Qualitätssicherung. Gemeinsam mit Stepper, einem der Technologieführer der Hochleistungsstanztechnik in Deutschland, wird die automatisierte Messung von 3-fach Prägeeinsätzen vorgestellt. Gemessen werden Lage, Form und Rauheit des Werkzeugs mit nur einem optischen Sensor.
Reduktion der Messzeiten mit kollaborativer Robtik
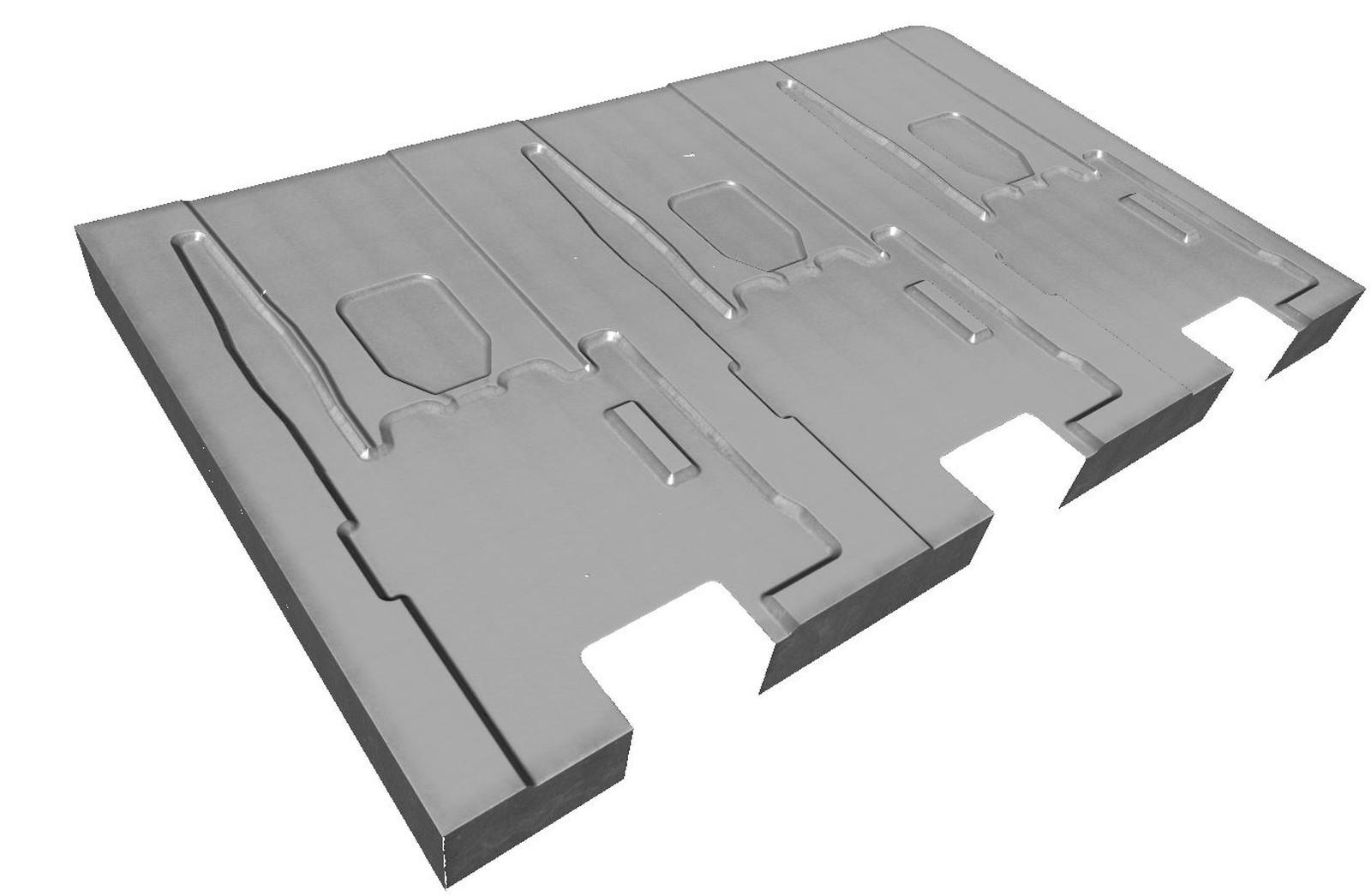
Der Prägeeinsatz ist eine Bauteilkomponente von Stanzwerkzeugen, die auch zur Fertigung von Automobilkontakten eingesetzt werden. Pro Minute fertigt Stepper bis zu 2.550 Kontakte, innerhalb weniger Jahre wurden so bereits drei Milliarden Teile produziert. „Bei den Prägeeinsätzen kommt es vor allem auf Formtreue, Oberflächengüte und die Lage der Prägeform zur Außenkontur an“, erklärt Marcel Heisler, Leitung Laser Ablation und High-Speed Cutting bei Stepper. „Mit Bruker Alicona decke ich das alles mit nur einem optischen Sensor ab.“
Das optische Koordinatenmesssystem µCMM liefert hohe Genauigkeit auch bei Formen mit Toleranzen im einstelligen µm-Bereich. Außerdem ist die Benutzerführung auf die Nutzung von mehreren Bedienern ausgelegt. Entscheidend ist, dass nicht das gesamte Bauteil gescannt werden muss. „Wir messen nur die Teilbereiche der Außenkontur, die wir wirklich brauchen,“ bestätigt Heisler. „Das reduziert Messzeiten um mehr als zwei Drittel.“
Bauteile mit mehr als 90 messen
Weiterer Vorteil: Auch vertikale Flächen können ohne Umspannen des Bauteils dank Vertical-Focus-Probing optisch angetastet werden. Bruker Alicona hat mit diesem im Frühjahr 2019 gelaunchten Verfahren seine Kerntechnologie, die Fokus-Variation, erweitert und eröffnet der Industrie damit eine Reihe von neuen Anwendungen. Das gilt auch für Stepper.
Ein völlig neues Teilespektrum
Dazu Heisler: „Die Möglichkeit, Bauteile mit mehr als 90 Grad zu messen, eröffnet für uns ein völlig neues Teilespektrum. Bis jetzt haben wir hauptsächlich Präge- und Biegeteile gemessen. Jetzt können wir auch zylindrische, durchgehende Konturen wie Schnittstempel und Schnitteinsätze messen.“
Daneben sind Formtreue und Oberflächengüte der Prägeeinsätze weitere essentielle Kriterien, die gemessen werden. Da Stepper bei seinem Stanzprozess mit jedem Hub drei Teile gleichzeitig produziert, gilt es zum einen, die Einhaltung von Formtoleranzen im Vergleich zum CAD Datensatz zu prüfen. Zum anderen wird sichergestellt, dass alle drei Formen exakt übereinstimmen. Die Verifizierung der Oberflächengüte erfolgt durch die Messung der Oberflächenrauheit. Je nach Bedarf kann man zwischen profilbasierter und flächenhafter Messung wählen. Werkzeugspezialist Stepper nutzt in vielen Fällen die flächenbasierte Oberflächenmessung, da damit gewonnenen Rauheitsparameter Sa/Sq/Sz detailliertere Informationen über die Bauteiloberfläche ermöglichen als eine Profilmessung.
Das Koordinatenmesssystem µCMM zeigte Bruker Alicona bereits auf der diesjährigen Control.
Automatisierung mit „Pick & Place“
Das Bruker Alicona µCMM ist ein rein optisches Mikrokoordinatenmesssystem, das Vorteile aus der taktilen Koordinatenmesstechnik und der optischen Oberflächenmesstechnik verbindet. Mit nur einem Sensor werden Maß, Lage, Form und Rauheit von Bauteilen hochgenau gemessen. Das Spektrum messbarer Oberflächen umfasst sämtliche industrieüblichen Materialien und Verbundstoffe wie Kunststoff, PKD, CFK, Keramik, Chrom, Silizium usw. Matte bis hochpolierte Bauteile werden genau, rückführbar und in hoher Wiederholgenauigkeit gemessen.
In Produktion und Fertigungsmesstechnik einsetzbar
Das optische Koordinatenmesssystem kann auch in der Produktion oder der Fertigungsmesstechnik eingesetzt werden. Standardmäßig verfügt jedes System über luftgelagerte Achsen mit Linearantrieb, die die verschleißfreie Nutzung und eine genaue, schnelle Messung ermöglichen. In Kombination mit einem speziellen Software-Interface Automation-Manager lassen sich Messreihen zur Prüfung von GD&T- und Rauheitsparametern auch automatisieren. Dieses Automatisierungsinterface bietet darüber hinaus Anwendungen wie digitale Messplanung, erweitertes Datenbankmanagement oder die Anbindung an QM- und ERP-Systeme. Neu ist die Option, das KMG als Pick & Place-Lösung mit einem kollaborativen Roboterarm zu kombinieren, womit in einem Messprozess automatisch bestückt, gemessen und in i.O./n.i.O, sortiert werden kann. Diese Erweiterung basiert auf dem Zusammenspiel zwischen einem Administrator, der entsprechende Messreihen vordefiniert (teach-in), einem Roboter für die Manipulation und Bestückung von Bauteilen und dem optischen 3D-Messsensor. Das Einlernen von Messreihen erfolgt in drei Schritten – ohne Programmierkenntnisse. Der Roboter übernimmt die Bestückung von der Palette mit den zu messenden Bauteilen, die Positionierung am Messsystem und die weitere Sortierung in i.O./n.i.O. Paletten.
cd