

Nutzt man tatsächlich immer den richtigen Wendeschneidplattenfräser, die passende Schneide? Dazu hatte die Walter AG Ende 2022 drei Online-Workshops im deutschen, amerikanischen und chinesischen Markt veranstaltet. „Die Resonanz der drei Live-Sessions war riesig“, berichten Nicole Howind und Jasmin Kleine Hermelink, die Product Manager Milling Indexable bei der Walter AG in Tübingen. Dort hatten die Expertinnen in der Smart Factory demonstriert, was die aktuellen Wendeschneidplattenfräser heutzutage leisten: „Oft kriegen wir zu hören, dass diese Höchstleistungen unserer Werkzeuge ja quasi unter Laborbedingungen in unserer perfekt ausgestatteten Smart Factory erzeugt wurden. Umso eindrucksvoller waren deshalb die teilweise vollmundigen Schilderungen und Superlativen, mit denen unsere Anwender in den Live-Sessions über die Bearbeitungsergebnisse unserer Wendeschneidplatten-Werkzeuge urteilten.“ Prinzipiell, so Nicole Howind, würden sich die Ergebnisse der Anwender aber mit den Ergebnissen der Praxistests in der Smart Factory sehr präzise decken. „Das ist dann auch die Bestätigung für uns und die Kollegen in der Smart Factory, dass die Praxisrelevanz der erzielten Werte und Erkenntnisse in der Smart Factory sehr hoch ist“, erklärt Nicole Howind.
Im Trend: Fräser für hochdynamische Maschinen
Im Mittelpunkt des Interesses bei den Live-Sessions standen vor allem die mit Wendeschneidplatten bestückten Eckfräser. Das ist, so Jasmin Kleine Hermelink, aber auch kein Wunder: „Unsere Eckfräser sind mit großem Abstand unsere verkaufsstärksten Werkzeugkörper. Fast drei Viertel unserer Wendeschneidplattenfräser werden als Eckfräser verkauft, gefolgt von Planfräsern, Kopierfräsern, Highfeed- und Nutenfräsern.“ Klar im Trend liegen würden die Highfeed-Fräser. Jasmin Kleine Hermelink begründet dies mit den immer dynamischeren Maschinenkonzepten, die Werkzeugmaschinenhersteller entwickeln und für die Highfeed-Fräser dann natürlich wegen ihrer maximal nutzbaren Vorschubwerte eine Idealbesetzung sind.
Highlight 1: Maximal stabile Platten und 34% mehr Auflagefläche
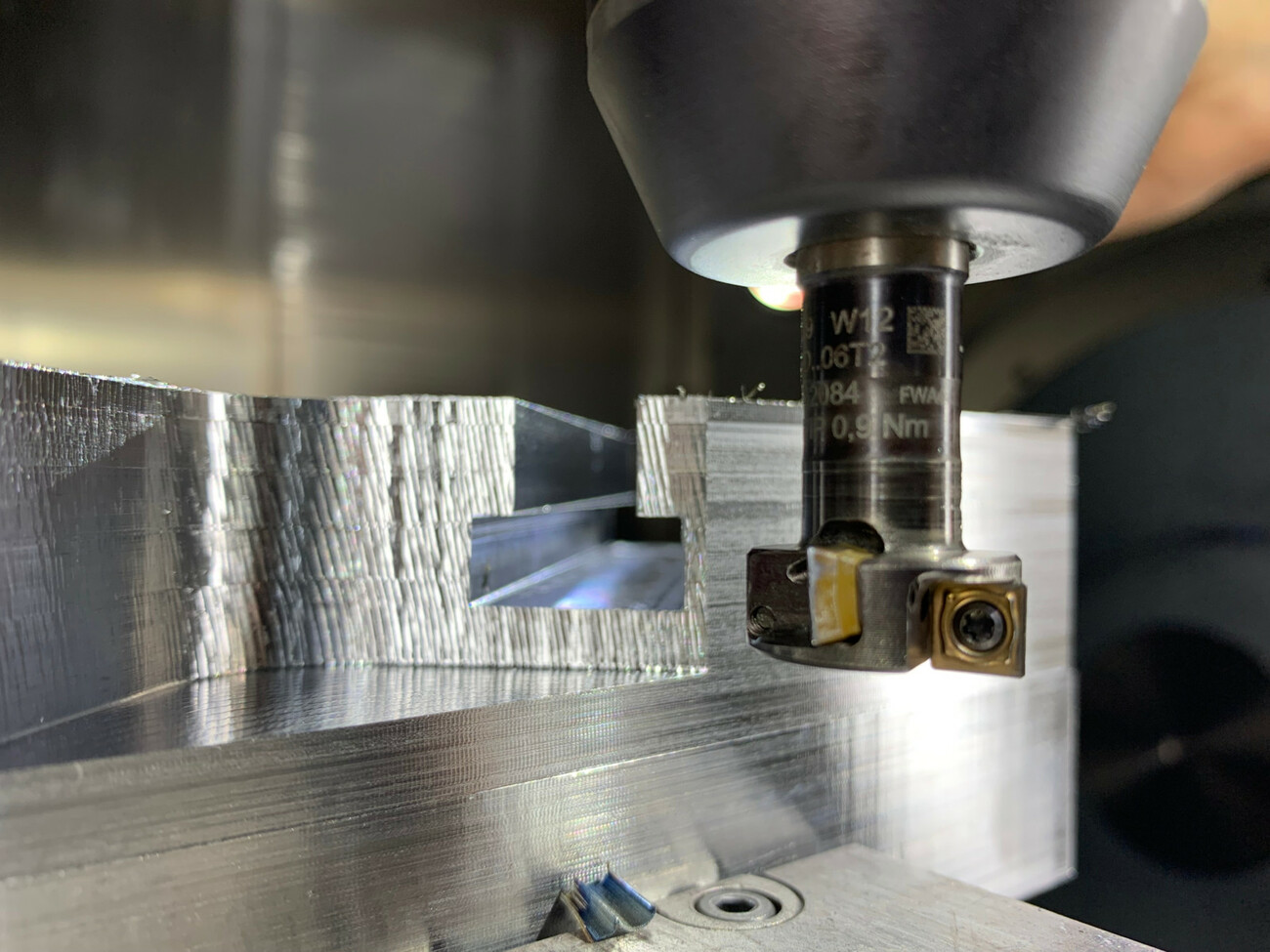
„Letztlich entscheidend ist für den Anwender natürlich das Bearbeitungsergebnis. Mit dem Highfeed-Fräser und ihren teils sehr kleinen Werkzeugkörpern lassen sich dann hohe Zeitspanvolumina und sehr schnell perfekt Oberflächen zaubern, weil mit der radialen Anordnung der Wendeschneidplatten kaum noch Radialkräfte erzeugt werden und damit kaum noch Vibrationen, extrem glatte Oberflächen bei hohen Zeitspanvolumina problemlos erreichbar sind“, erklärt Jasmin Kleine Hermelink die nahezu perfekte Werkzeuganordnung. Prinzipiell sei das ein geometrisch erzeugtes Phänomen, betont Nicole Howind, das man relativ einfach berechnen kann: „Die Formel heißt: je kleiner der Einstellwinkel Kappa, umso kleiner sind die Radialkräfte. Aber auch für den so einstellbaren Freiwinkel an der Schneide gibt es Grenzen, die zu Lasten der Wendeschneidplatten-Aufspannung gehen. Das muss man bei der Dimensionierung der Plattenfixierung beachten – und je nach Plattengröße die ideale Balance finden.“ Zusätzlich zu den HF-Fräsern empfiehlt Nicole Howind gerade für lang auskragende Werkzeuge die schwingungsgedämpften Aufnahmen – und vor allem die passenden Wendeschneidplatten der Xtra-tec-xt-Serie, die unterm Strich noch prozesssicherer und produktiver seien, wie die Vorgängerserie Xtra-tec (ohne xt). „Wir haben an der neuen Xtra-tec-xt-Serie sämtliche Störkonturen eliminiert und die Fixierschraube mit rund 34% mehr Auflage optimal platziert, so dass zum einen keine störenden Spannpratzen mehr nötig sind und die Späne sauber abfließen können“, erklärt Nicole Howind.

Die erfolgreichste Eckfräser-Variante – auch mit universeller Viper
Eingeführt wurden die rombischen Wendeschneidplatten mit dem großen Freiwinkel bereits 2018 zusammen mit der Xtra-tec-xt-Serie, der über neun Werkzeugtypen angehören. „Xtra-tec-xt ist mittlerweile ein komplettes Programm, ein sehr flexibles System, das schruppt und schlichtet und dabei vor allem sehr saubere 90°-Schultern erzeugt.“ Tolle Effekte verspricht Nicole Howind auch mit der Viper-Plattengeometrie, die sich ideal zum Breitschlichten, damit zum Finishen, aber auch Rampen und sogar Bohrzirkularfräsen einsetzen lässt. „Das ist eine unserer absolut universellsten Platten. Mit der Viper lässt sich wirklich fast alles machen. Deshalb haben wir die Viper in den vier Plattengrößen 9, 10, 12 und 16 verfügbar, die somit Zustellungen von fast 8, 9, 11 und 15 mm erlauben“, unterstreicht Nicole Howind die maximal erzielbare Produktivität der Viper-Platten. In Summe führt Walter vom Xtra-tec-xt-Face-Milling-Cutter je nach zu zerspanendem Material fünf Varianten D27, F27, F57, F67, K88 samt entsprechenden Beschichtungen. „Sie müssen natürlich je nach Material und Maschine entscheiden, wie schnittig die Schneide sein soll und wie viele Schneiden Ihre Maschine verkraftet. Sie wählen also die Beschichtung der Platte sowie den Werkzeugkörper samt passendem Freiwinkel und der Anzahl der nutzbaren Platten – und damit einen nieder-, mittel- oder hochzähnigen Körper. Beachten müssen Sie dabei vor allem, wie leistungsfähig Spindel und Maschine sind“, erklärt Nicole Howind die Vorgehensweise und Auswahl aus 15 Plattenvarianten. „Streng genommen fehlt in unserem Xtra-tec-xt-System damit nur ein Scheibenfräser, den wir aber über unsere Sonderwerkzeuge mit unseren Nutenfräsern anbieten können.“
Highlight 2: Immer eine exakte 90°-Schulter fräsen
„Gute Startwerte für jeden Fräser lassen sich übrigens ganz leicht online aus unserem Walter-GPS herauslesen“, betont Jasmin Kleine Hermelink. Dort müssten nur Material und gewünschte Bauteilgeometrie eingegeben werden, um sehr gute Werkzeug-Startwerte für den Prozess zu erhalten. Gelten würde das auch für die ebenfalls sehr erfolgreiche Eckfräser-Serie Blaxx F5241, die mit den drei Plattengrößen 9, 13 und 16 nach der Faustregel für die maximale Zustellung rund 8, 12 oder 15 mm Material abtragen können. „Die Fräser mit Blaxx-Platten sind die ultimativen Eckfräser, weil sie immer eine absolut exakte 90°-Schulter fräsen.“ Das liegt vor allem an den tangential wirkenden Blaxx-Platten, so Jasmin Kleine Hermelink, die immer eine außerordentlich kraftvolle Performance liefern – in sämtlichen drei Platten-Qualitäten von gesintert bis umfangsgeschliffen. „Das Geheimnis steckt in der Schnittkraftrichtung der Platten, die tangential ausgerichtet und damit maximale Stabilität bringen.“ Der Trick ist: Walter nutzt dabei nicht die Dicke, sondern die Breite der Platte, die im Blaxx-Fall fast dreimal so breit ist wie stark.
Highlight 3: gleicher Plattensitz – sogar mit Wellengeometrie für sanften Eintritt
Das am meisten nachgefragte Wendeschneidplatten-Frässystem bei Walter ist M4000, weil es nach Angaben von Jasmin Kleine Hermelink besonders flexibel ist. „Sie können verschiedenste Werkzeugkörper vom Eck-, Plan-, Highfeed- bis zum Igel-Fräser mit ein und derselben Wendeschneidplatte bestücken.“ Das spart nach Erfahrung von Jasmin Kleine Hermelink besonders KMUs viel Geld und Lagerkapazität, weil sämtliche acht verfügbaren Körpervarianten den gleichen Plattensitz haben und auch Spezialplatten wie Breitschlicht-, Highfeed- oder sogar die neueste Platte mit spezieller Wellengeometrie problemlos aufnehmen können. Denn gerade das Wellendesign würde für sanften Eintritt sorgen, was besonders in problematischen Materialen die Standzeiten deutlich erhöht. Was machbar ist mit der flexiblen M4000-Serie, demonstriert Walter am liebsten an einem hochlegierten, rostfreien X5CrN18-Block: „Im Video zeigen wir mit zwei verschiedenen Planfrässtrategien, dass sich mit dem richtigen Werkzeuge und der werkzeugschonenden und ständig im Eingriff befindlichen Strategie richtig viel Zeit sparen lässt“, erklärt Jasmin Kleine Hermelink. Statt 109 s mit der normal zeilenden Umkehrstrategie, brauchte der M4000-Planfräser nur 75 s. „Wir sparen gut 30% Zeit, wenn der Fräser nach dem ‚Roll-in-entry‘ mit maximaler Schnittbreite umlaufend immer die äußerste Bahn wegfräst, so die kürzeste Bahn nimmt und ständig im Eingriff ist. Einfach, werkzeugschonend und sehr effektiv“, fasst Jasmin Kleine Hermelink zusammen.
Spezielle Platten bei hoher Zähigkeit und zum Kopierschlichtfräsen
Generell empfehlenswert sei zudem das Trockenfräsen, ergänzt Nicole Howind, schon wegen der vermeidbaren Thermoschocks und der dadurch erheblich höheren Standzeiten. „Wir empfehlen eigentlich durchgängig, permanent mit der Druckluft die Späne durch das IKZ-System wegzublasen und damit gleichzeitig etwas zu kühlen“, erklärt Nicole Howind die Strategie gegen die Kammrisse. Nur bei Aluminium, Titan und rostfreien Stählen sei Kühlung anzuraten und gegebenenfalls zu Spezialplatten zu greifen. „Gerade in schlecht wärmeleitfähigen und zähen Materialen wie die ISO-P und ISO-S performen übrigens unsere WSP45G-Platten (Red.: 45 ist der ‚Walter-Wert‘ für maximale Zähigkeit; minimal ist 15) mit einmaliger Effizienz.“ Ähnlich stark, nur aber auf die Bedürfnisse für den Werkzeug- und Formenbau abgestimmt, so Nicole Howind, seien besonders die neuen WHH15X-Wendeschneidplatten designt, die als Radius- oder Kopierschlichtfräser gegenüber dem Vorgängermodell WHH15 (ohne X) bei gleichen Vorschubwerten (125 m/min vc, 0,08 mm fz, 0,3 mm ap) nicht mal leicht ratterten, sondern nur sehr sauber statt 13,6 m einen fast dreifachen Standweg von 30,6 m frästen. „Und das Schöne ist, dass unsere Kunden die alten WHH15-Platten einfach durch die neuen WHH15X-Platten ersetzen können und damit sofort 20 m mehr Standweg zur Verfügung haben“, unterstreicht Jasim Kleine Hermelink den generell großen Vorteil der Wendeschneidplattenwerkzeuge – „der zumindest bei den Walter-Werkzeugen stets mit sehr kleinem Invest zu realisieren ist.“
Drei weitere Hidden Champions
Weitere neue Werkzeuge und echte Hidden Champions sind nach Einschätzung von Nicole Howind vor allem die Rundplattenfräser in der Xtra-tec-xt-Serie mit den M5468-Platten. „Schon bei den Live-Sessions war das Interesse an diesen Werkzeugen mit der runden, also der stabilsten Schneide sehr hoch – vor allem, weil man die M5468 sowohl zum Fräsen von Taschen, zum Rampen, Tauchen und Bohrzirkularfräsen einsetzen kann“, betont Nicole Howind das vielversprechende Potenzial. Nicht ohne Grund hat Walter bis dato schon 108 Platten kreiert mit vier Aufnahmen, fünf Geometrien und 10 Schichten. „Der Xtra-tec-xt-M5468 ist absolut universell einsetzbar und samt Gewindeschnittstelle auch sehr schnell auswechselbar und sehr attraktiv für kleinere Maschinen.“ Ganz anders dagegen der zweite Hidden Champion Blaxx M3255, der als vielzahniger Igelfräser speziell für die Flugzeugindustrie entwickelt wurde, erklärt Nicole Howind. Neu sei die wellenförmige Geometrie der Platten, die weniger Radialkräfte und damit weniger Vibrationen verursacht. „Der Blaxx M3255 ist das perfekte Werkzeug für Titan. Das geht schon beim Einfahren ins Material los, weil dort zuerst die sehr massiven Wellenberge des Profils radial eingreifen, bevor das gesamte Profil für sehr hohes Zeitzerspanvolumen sorgt“, erklärt Jasmin Kleine Hermelink. Die ausführlichen Tests hatten schon gezeigt, dass gegenüber vergleichbaren Konzepten jetzt schon mit 71 min fast 130% Standzeitplus erreichbar ist.

Auf einer Platte: negative Schwalbenschwanzgeometrie und hochpositive Schneiden
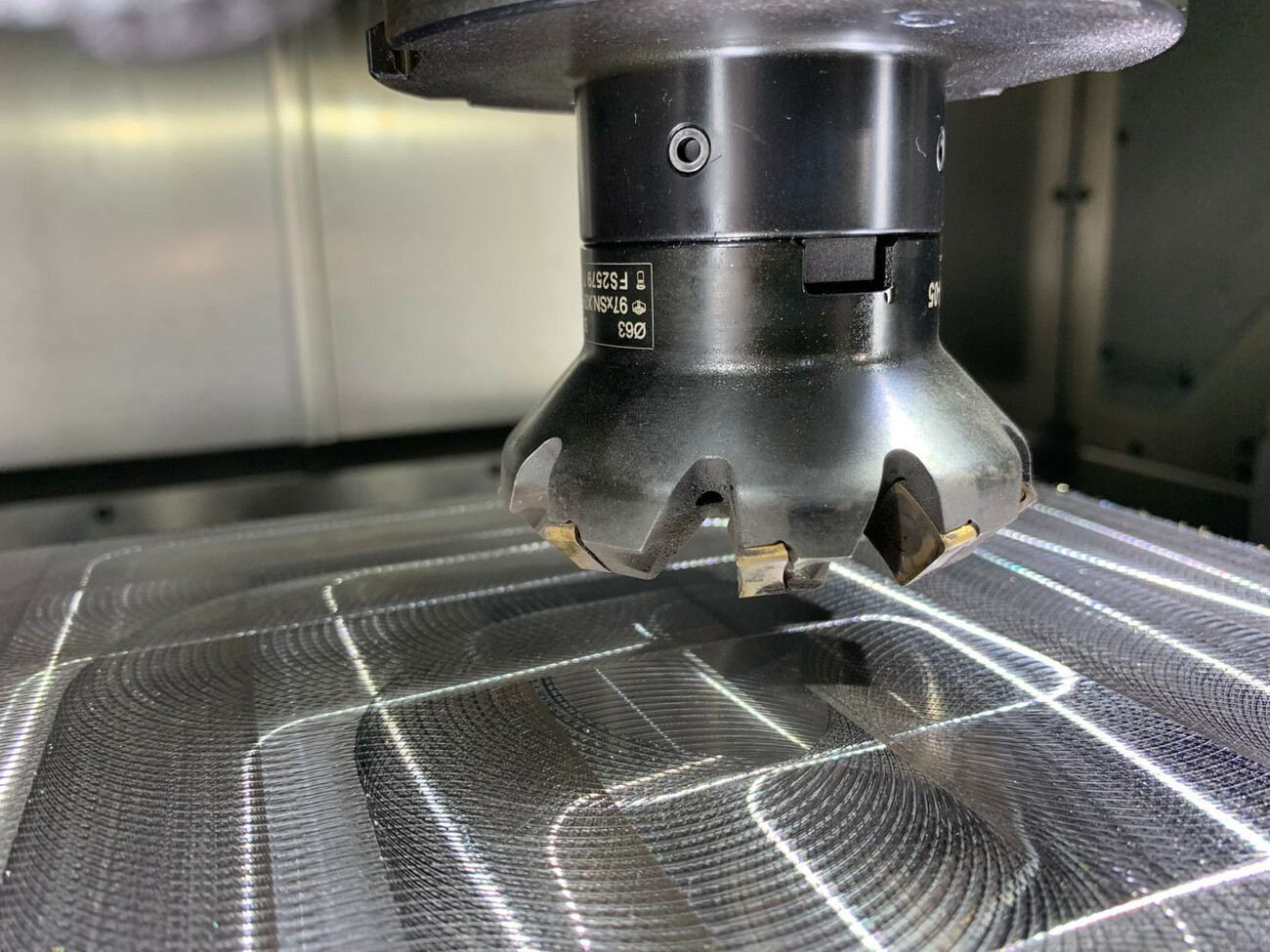
Ein völlig neues, weil erstmals negatives Wendeschneidplatten-Konzept bringt Walter indes mit der Platte M5137 auf den Markt, die auf Eckfräsern aus dem Xtra-tec-xt-System mit maximalen ap- und ae-Werten von 8 und 5 mm ideal zum Schruppen aber auch Rampen und Eintauchen eingesetzt werden kann. „Das ist tatsächlich eine sehr spezielle Platte, die zwar aus vergleichsweise wenig Material nur präzisionsgesintert wird, trotzdem aber sechs Schneiden bietet und eben absolut universell einsetzbar ist – was natürlich an den zwei designten Geometrien G27 und G57 liegt, der doppelseitigen Grundform und vor allem der hochpositiven Schneidengeometrie. Die Tests aber auch das Feedback gerade aus den kürzlich veranstalteten Live-Sessions hat gezeigt, dass wir mit dieser Werkzeugtechnologie voll ins Schwarze getroffen haben“, woran aber nach Erfahrung von Jasmin Kleine Hermelink vor allem mal wieder die selbst entwickelte und damit einmalig effektive PVD-Beschichtung einen großen Anteil hat. So konnten gegenüber einer Wettbewerbsplatte mit der WKP35G-Schicht bei 158 m/min vc, 0,053 fz, 0,3 ap und 38 bis 60 mm ae (Stand so in der ppt, scheint mir etwas hoch zu sein) in Summe mit einem 63er Fräser 40 statt 30 Teile gefräst werden, was einer Standwegverlängerung von rund 33% entspricht und die Bauteilkosten eines Vakuumpumpenrotors aus GGG-NiSiCr35 5 2 auf einer Makino L2-APC um 63% senkte – „und das ist doch sehr bemerkenswert“, betont Jasmin Kleine Hermelink. Alle Bilder vom Praxistest und das Video finden Sie auf NCFertigung.de.


Die 10 Wendeschneiplatten-Werkzeuge im Praxistest
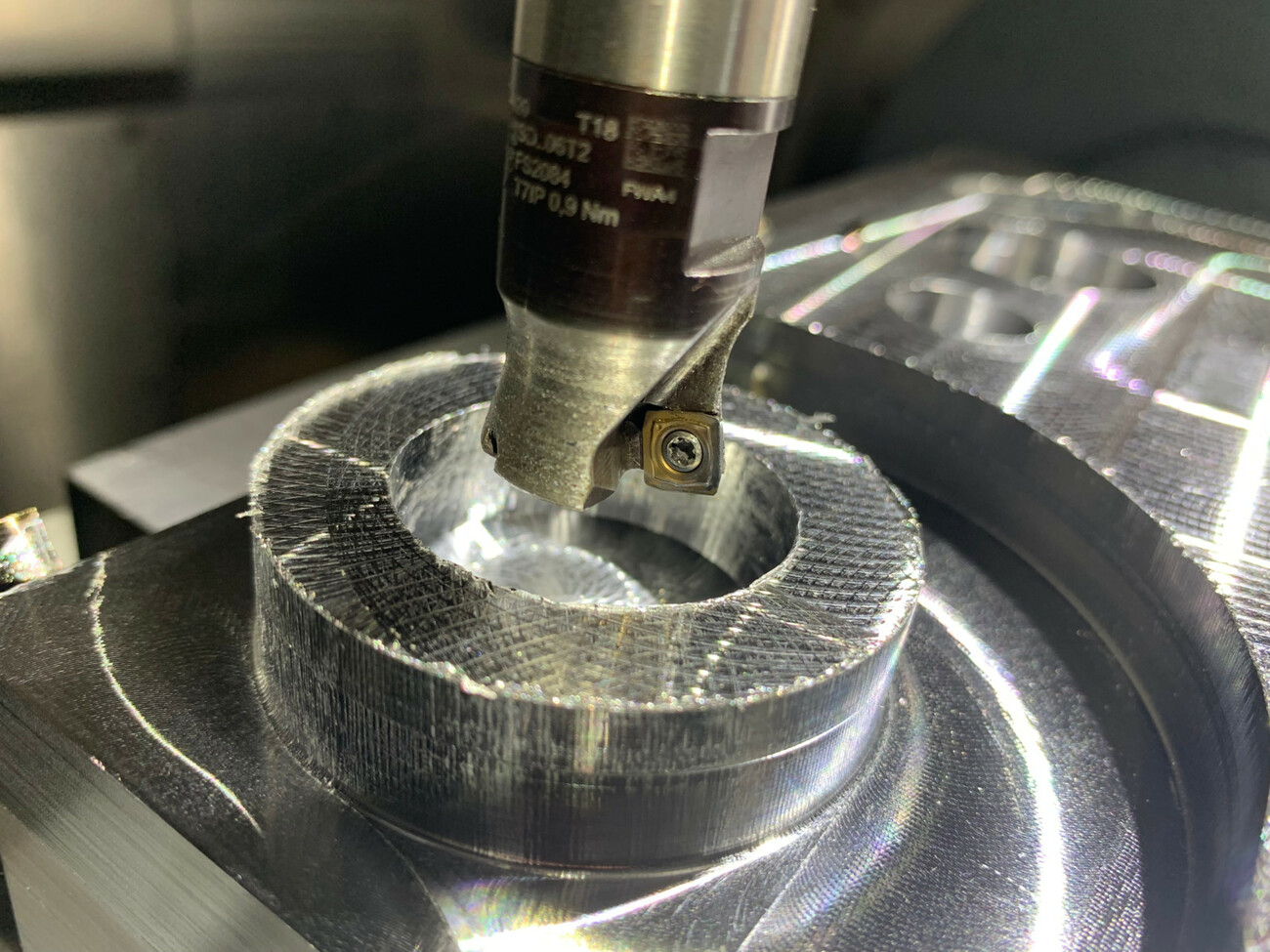
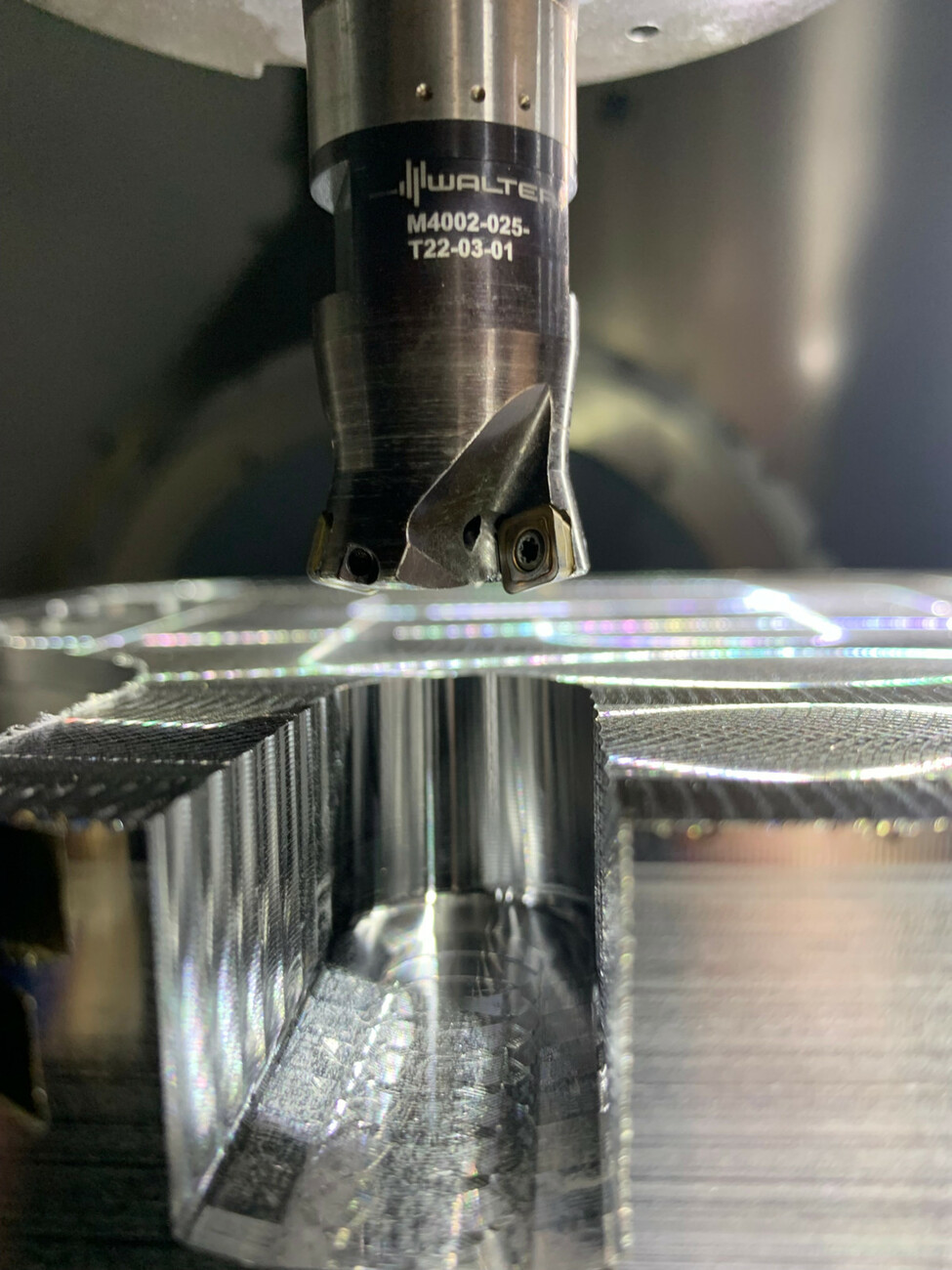
Vor allem zur Produktion kleiner Losgrößen empfehlen die Wendeschneidplatten-Fräswerkzeug-Expertinnen Nicole Howind und Jasmin Kleine Hermelink das Wendeschneidplattensystem M4000, also Milling4000. „Diese Systemfräser sind vor allem sehr flexibel. Je nach Anwendung können Sie problemlos verschiedene Wendeschneidplatten in den gleichen Werkzeugkörper einwechseln – und so viele verschiedene Prozesse und Geometrien erzeugen.“ Bestes Beispiel dafür ist nach Angaben von Jasmin Kleine Hermelink der M4000-Eckfräser, dessen identischer Körper sowohl zum Tauchen, Rampen, Zirkularfräsen, aber auch zum Highfeed-Fräsen, Bohrnutenfräsen oder zum „brutalen Vollnutenschruppen“ eingesetzt werden kann. „Grundsätzlich bessere Ergebnisse erzielen Sie, wenn Sie für die entsprechenden Prozesse auch die von uns speziell entwickelten Wendeschneidplatten einsetzen. Was damit möglich ist, demonstrieren wir erstmals an dem 42CrMo4-Klotz“, betont Jasmin Kleine Hermelink.
Brutaler Igelfräser: zum Vollnutenfräsen und Pendeln mit 25 mm ap
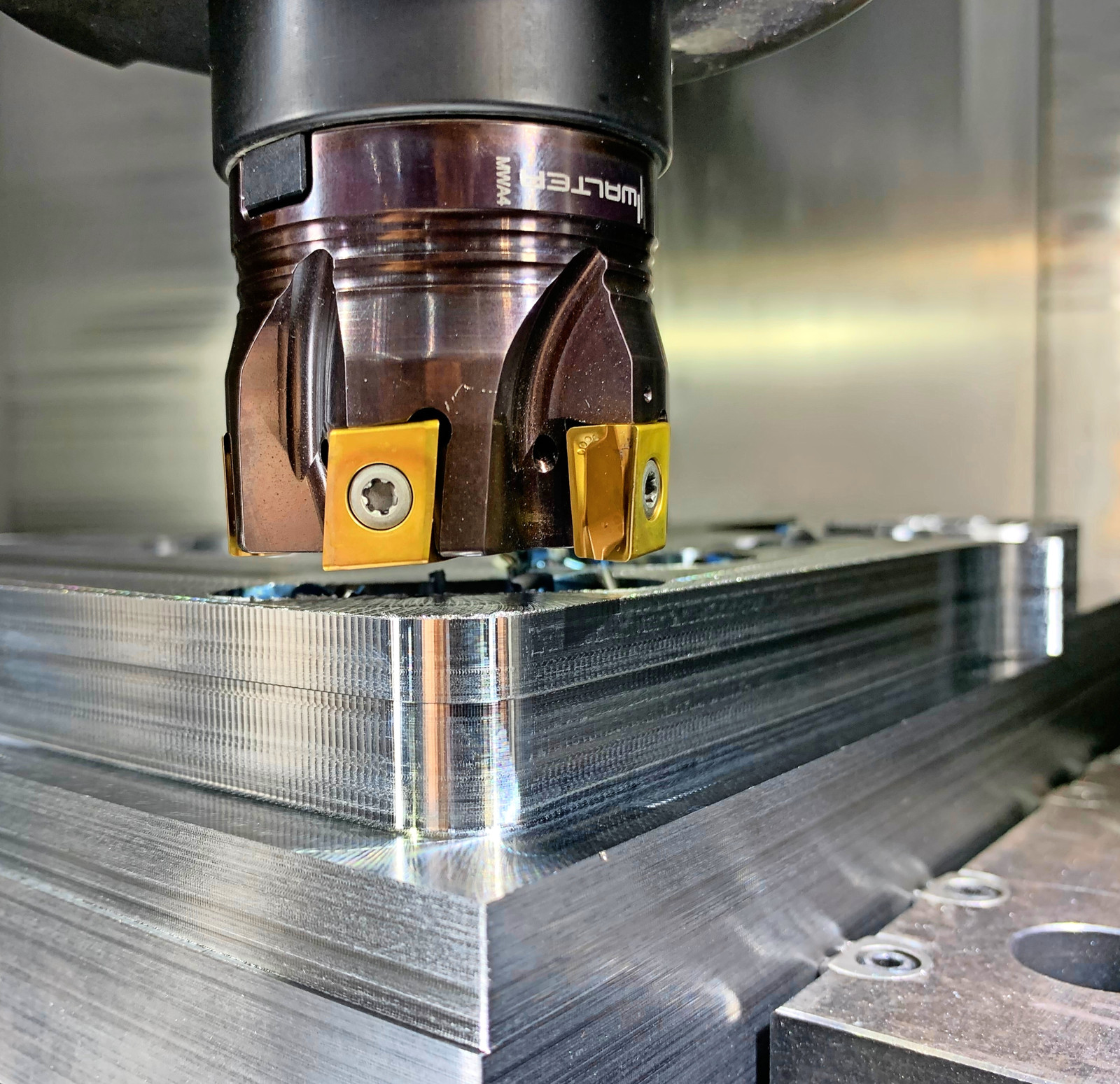
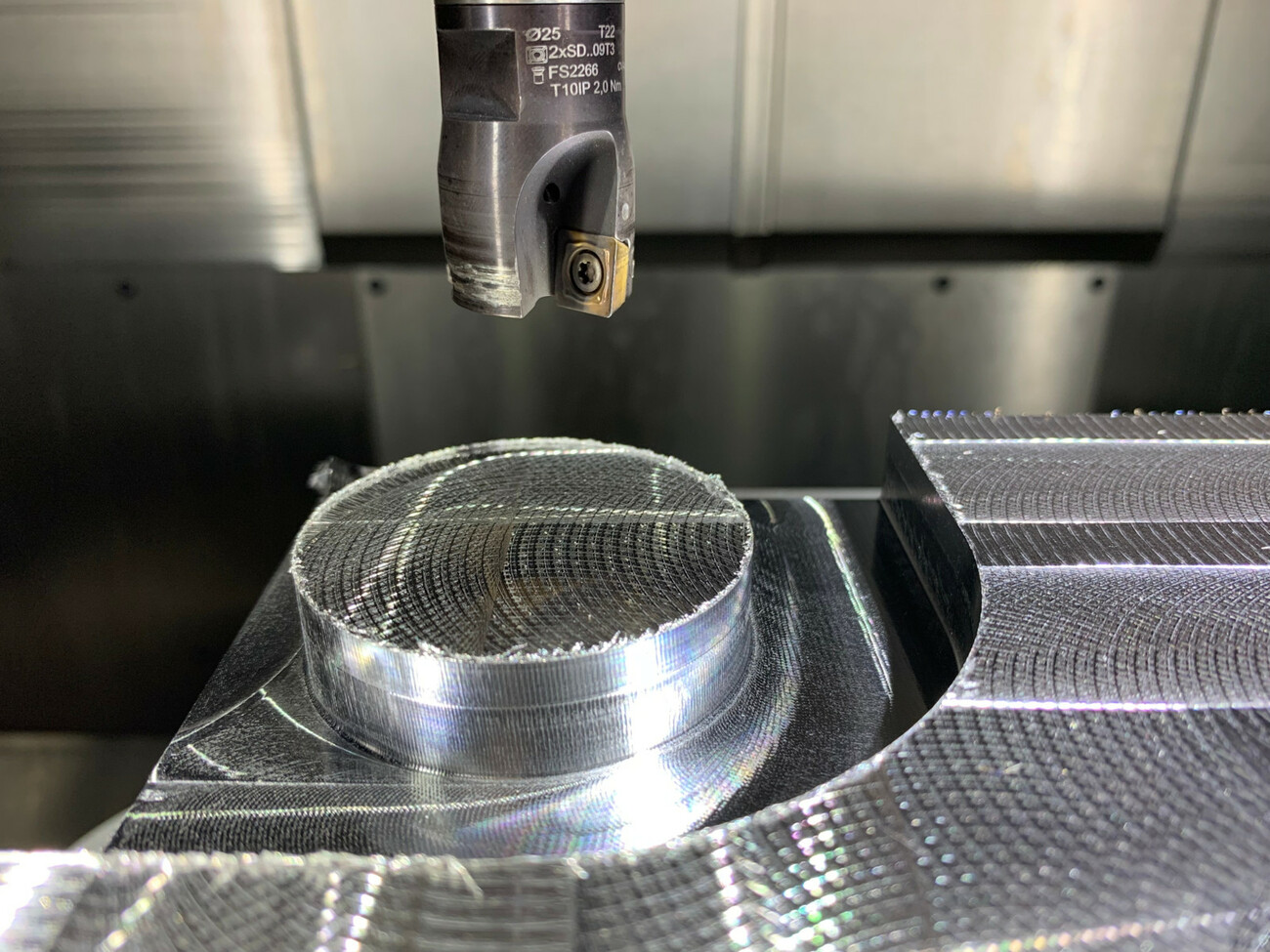
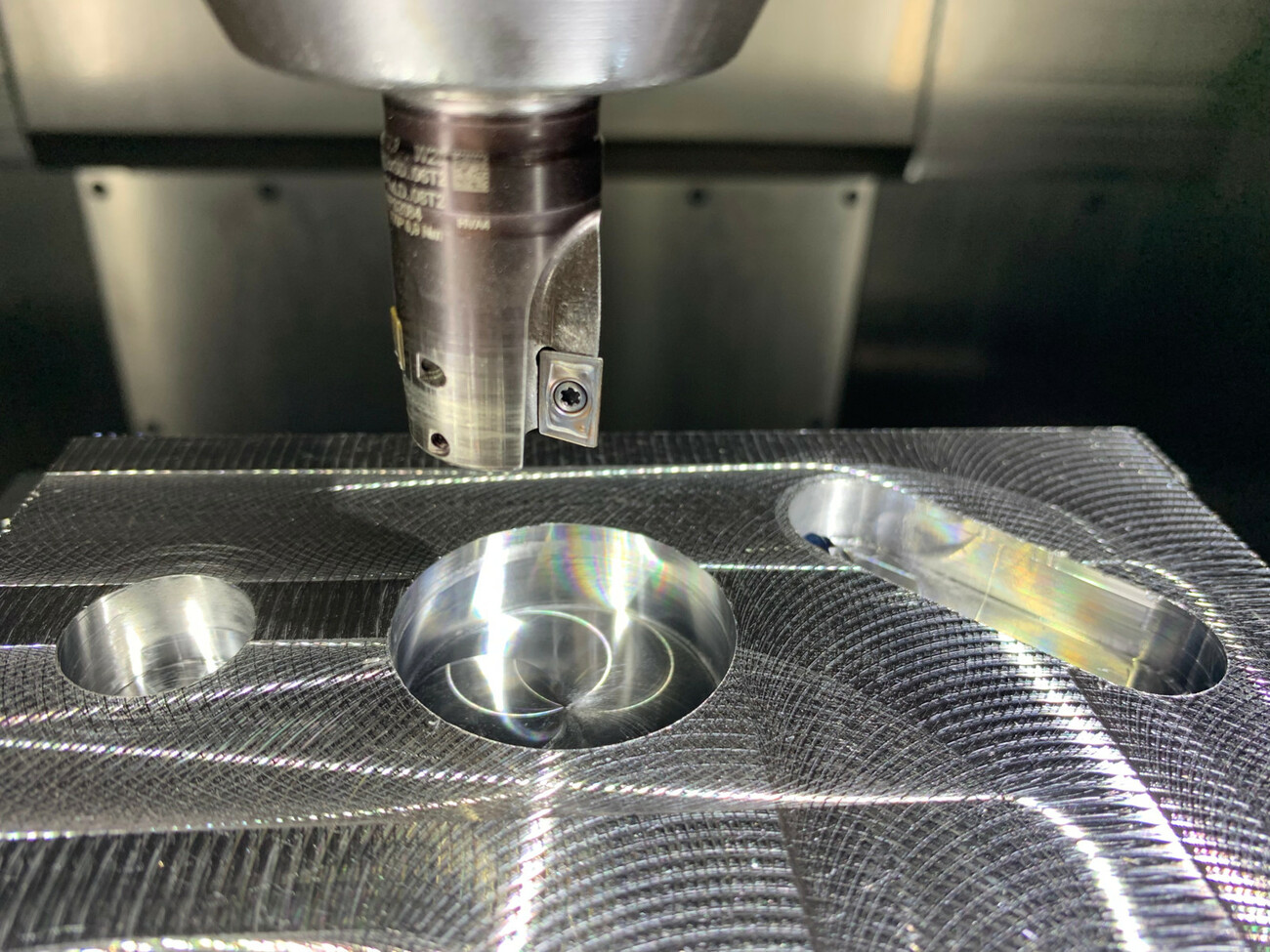
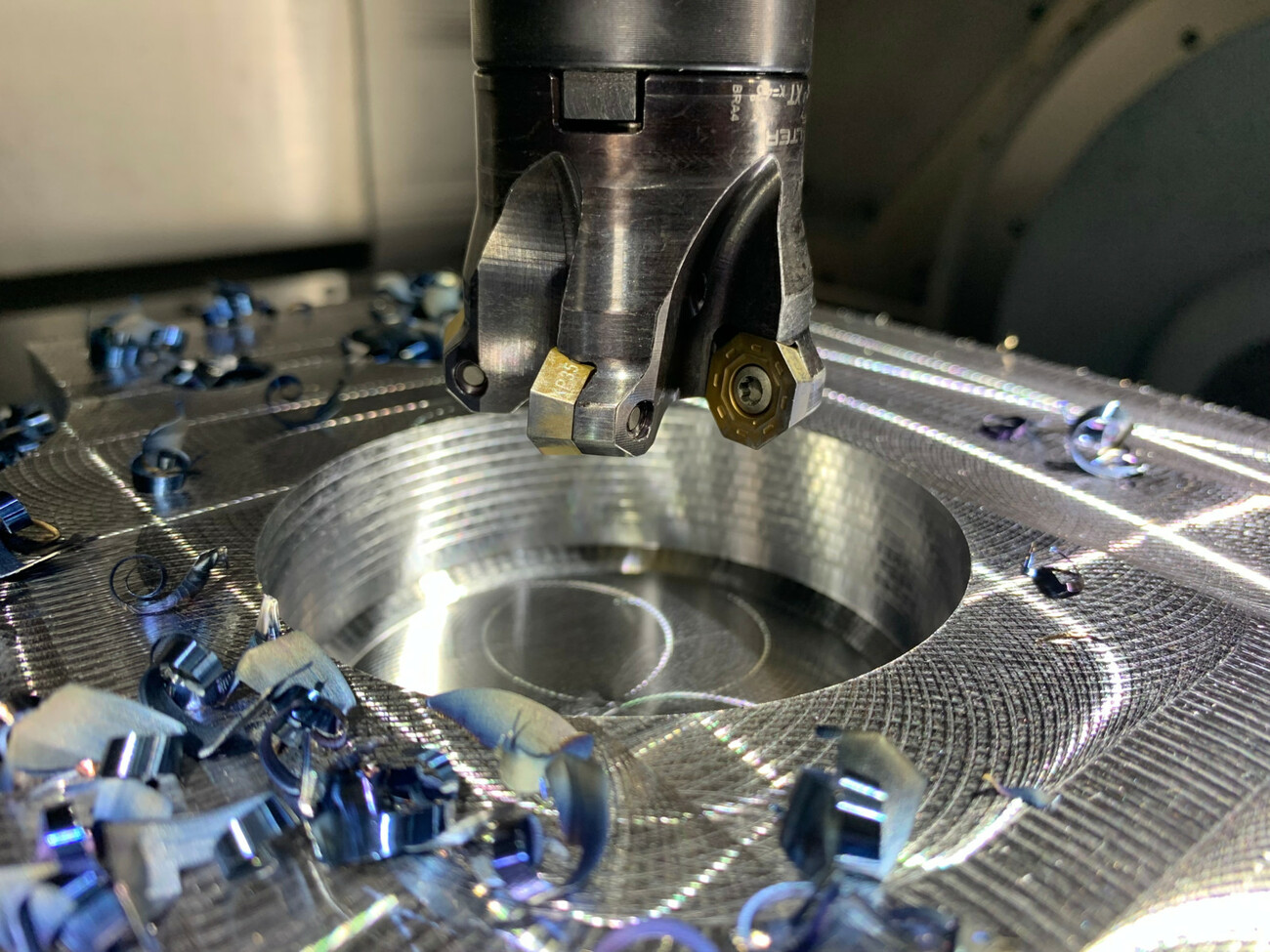
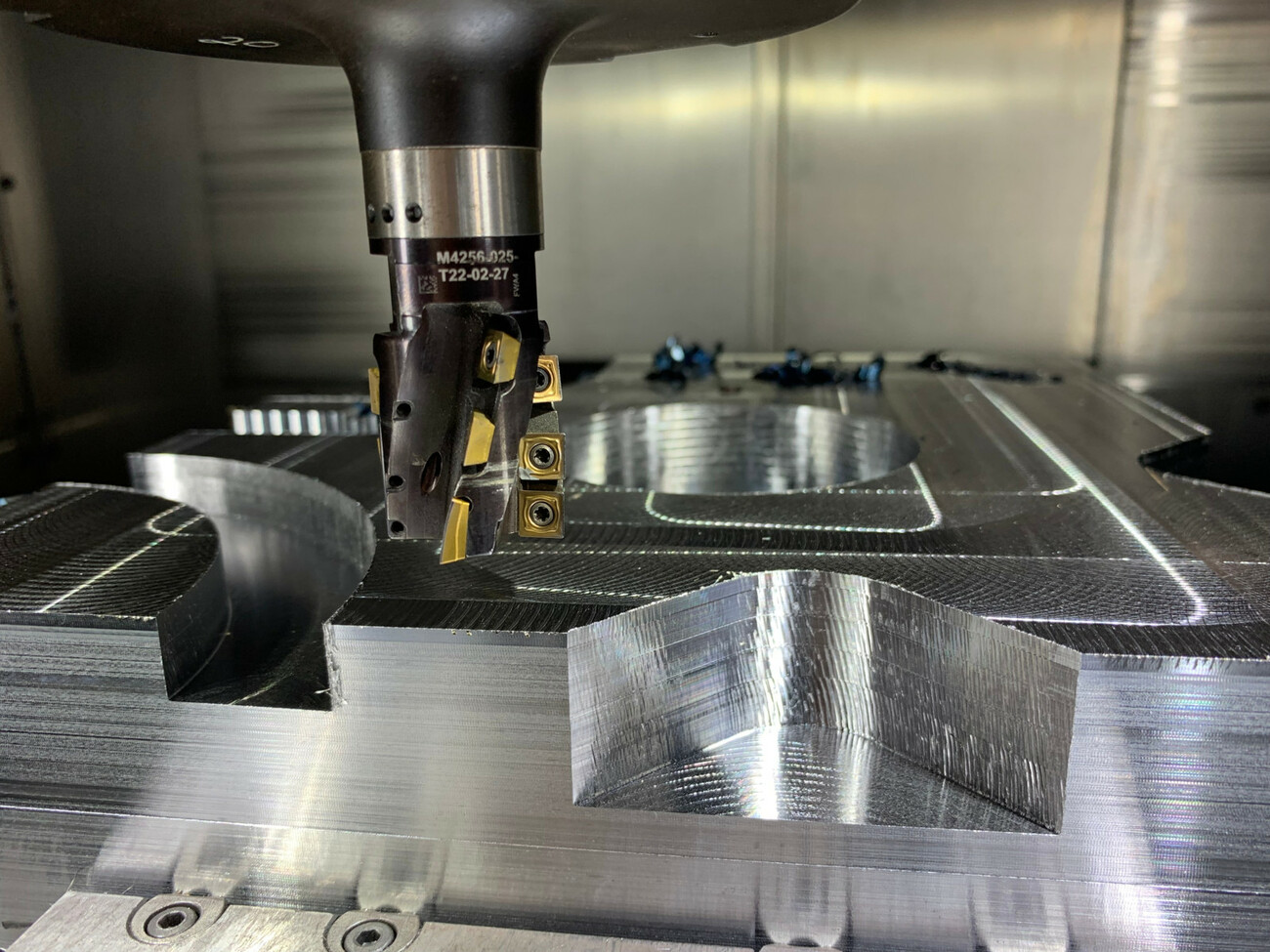
Gestartet hat der Praxistest mit dem Planfräsen des Werkzeugstahl-Blocks, den ein Xtra-tec-xt M5009 in weniger als einer Minute überfräste. Danach folgte der erste Eckfräser aus der M4000-Serie mit zwei viereckigen Platten. In einem Zug wurde damit eine Nut und ein Zylinderstutzen herausgefräst. Werkzeug 3, der Bohrnutenfräser mit den rechteckigen Platten aus dem M4000-System, rampte und tauchte eine Nut und zwei Bohrungen heraus, bevor der M4000-Highfeed-Fräser mit quadratischen Platten binnen Sekunden die Bohrung in den Zylinderstutzen fräste und anschließend seine Belastbarkeit beim vertikalen Eintauchen und Fräsen einer Längsnut demonstrierte. Wie perfektes Helixfräsen funktioniert, zeigte Fräser Nummer 6, der Xtra-tec-xt M5004, der in der Mitte des Klotzes mit Oktagonplatten einen Kreis in acht Umläufen heraustauchte. Was heutzutage schruppen bedeutet, demonstrierte Walter anschließend mit dem „brutalsten Werkzeug“, dem M4000-Igelfräser mit viereckigen Platten, der beim Vollnutenfräsen erst mit 12,5 mm Tiefe eine Nut in Form eines Viertelkreises in einem Zug herausarbeitete und dann mit 25 mm ap, etwa 5 mm ae und circa 15 Pendelbewegungen ein V in den Klotz formte.
Leistungsfähiger T-Nutenfräser
Dass das M4000-System auch einen leistungsfähigen T-Nutenfräser hat, belegte Walter mit Werkzeug Nummer 8, der in einem Zug die circa 20 mm breite T-Nut erstellte. Nummer 9 war wieder der M4000-Eckfräser, der mit rechteckigen Platten in drei Zügen schöne Nuten mit sauberen, glatten Schultern erzeugte, bevor zum Abschluss der Blaxx F5141 mit der tangentialen Platte im Highfeed-Modus außen am Klotz zwei schöne Schultern fräste, an deren Spuren aber der zu hohe Vorschub oder die zu niedrige Drehzahl abzulesen war. Die ganze Bandbreite der Walter-Wendeschneidplatten-Werkzeugsysteme finden Sie bereits online auf der Website des Tübinger Werkzeugherstellers.
Das Video zeigt in gut 13 min den gesamten Praxistest mit 10 Werkzeugen.