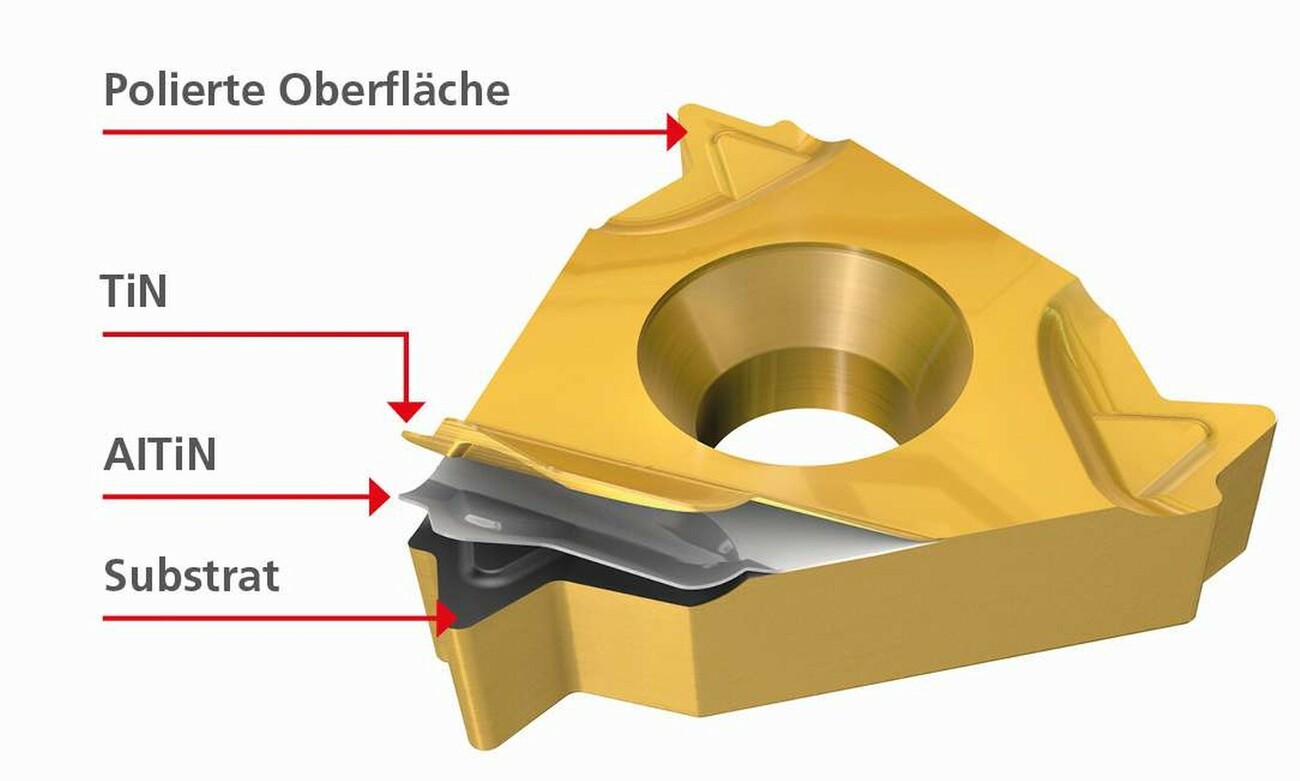
Der Werkzeughersteller Iscar empfiehlt die neuen Schneidstoffe zum Gewindedrehen: Im Detail eignet sich IC1007 besonders für die Bearbeitung von legiertem und rostbeständigem Stahl. Die Variante IC806 spielt ihre Stärken beim Zerspanen von hoch hitzebeständigen Legierungen aus. DieWendeschneidplatten Iscarthread stehen demnach nun auch in der PVD-beschichteten Schneidstoffsorte IC1007 zur Verfügung. Dabei handelt es sich nach Angaben des Werkzeugherstellers um ein zähes Feinstkorn, das nach der Beschichtung mit Titanaluminiumnitrid (TiAlNi) und Titannitrid (TiN) speziell nachbehandelt wird. Dies reduziert Schneidkantenausbrüche und Abplatzungen während des Drehens. In der Schnittzone erreicht IC1007 eine für die Bearbeitung ideale Temperatur. Die Oberflächen der Wendeschneidplatten sind poliert. Dadurch bilden sich keine Aufbauschneiden. Die Platten erzeugen einen optimalen Spanfluss, der störende Spänenester vermeidet und dadurch für stabile Bearbeitungsprozesse sorgt.
Schnittgeschwindigkeiten von 110 m/min bei 1,5 mm Vorschub pro Umdrehung
Das von Iscar verwendete Substrat ist gegen plastische Verformungen resistent. Die hitzebeständige Schneidstoffsorte reduziert den Freiflächenverschleiß deutlich. Die Leistungsfähigkeit von IC1007 beim Gewindedrehen von Vergütungsstahl konnte in Tests nachgewiesen werden. Iscar-Experten fuhren Schnittgeschwindigkeiten von 110 m/min bei einem Vorschub von 1,5 mm/U. Im Vergleich zur früheren Sorte erzielte IC1007 eine dreifach längere Standzeit. Nahezu doppelt so hoch war die Standzeit bei der Bearbeitung eines besonders harten Stahls mit Schnittgeschwindigkeit 120 m/min und Vorschub 1,0 mm/U.
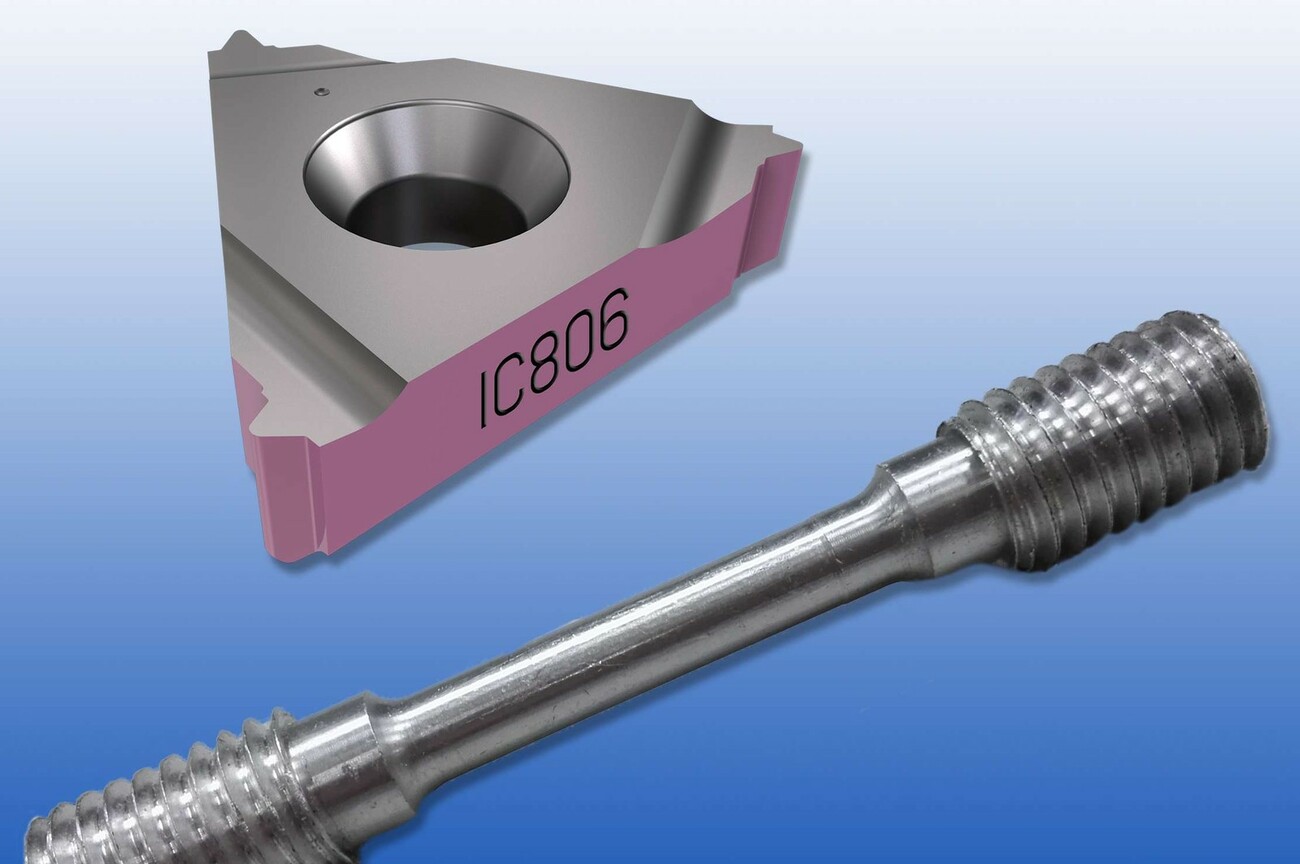
IC806 für hoch hitzebeständige Legierungen
Für die Außen- und Innenbearbeitung von Gewinden in hoch hitzebeständigen Legierungen hat Iscar die Schneidstoffsorte IC806 entwickelt. Sie überzeugt besonders beim Bearbeiten von Inconel 718. Diese Nickelbasislegierung kommt zum Einsatz, wenn hohe Hitze- und Korrosionsbeständigkeit gefordert ist, wie beispielsweise in der Luft- und Raumfahrt für Triebwerke mit hoher thermischer Belastung und auch in der Ölindustrie. Inconel 718 besteht aus einer austenitischen Struktur und besitzt eine hohe Biegebruchfestigkeit. Die große Herausforderung bei der Bearbeitung ist die geringe Wärmeleitfähigkeit des Werkstoffs. In der Schnittzone entsteht starke Hitze, die nicht über die Späne oder das Bauteil abtransportiert werden kann. Deswegen hat Iscar IC806 mit sehr hoher Temperatur- und Verschleißbeständigkeit entwickelt.
Optimierte Sumo-Tech-PVD-TiAlN-Beschichtung
IC806 besteht aus einem besonders harten Feinstkornsubstrat mit einer optimierten Sumo-Tech-PVD-TiAlN-Beschichtung. Neben Inconel 718 eignet sich IC806 auch für die Bearbeitung von austenitischem, rostbeständigem Stahl. Anwender erreichen damit lange Standzeiten und reproduzierbare Ergebnisse. Ausführliche Tests haben ergeben, dass die neue Schneidstoffsorte gegenüber früheren, aber auch im Vergleich zu Wettbewerbs-Produkten wesentlich bessere Bearbeitungsergebnisse und zuverlässigere Prozesse erzielt. Um wirtschaftliche Resultate bei der Bearbeitung von Inconel 718 zu erhalten, sollten Anwender speziell beim Drehen mit der Schneidstoffsorte mittlere bis hohe Schnittgeschwindigkeiten fahren.
Als Einsatzgebiete empfiehlt Iscar die Bearbeitung von legiertem und rostbeständigem Stahl; in der Luft- und Raumfahrt; bei der Bearbeitung von hoch hitzebeständigen Legierungen wie Inconel 718 sowie zum Gewindedrehen. Als Vorteile nennt der Werkzeughersteller vor allem polierte Oberflächen, keine Bildung von Aufbauschneiden, optimalen Spanfluss, hoch hitzebeständig und damit hohe Temperatur- und Verschleißbeständigkeit sowie keine Schneidkantenausbrüche und ein hartes Substrat gegen plastische Verformungen.
kb