

Neue Hochleistungs-Mikrofräser zum Schruppen und Schlichten für schwierigst zu zerspanende Materialien. Mikron Tool zeigte auf der AMB deren neuen Crazymill Cool Micro Z3/Z4 – nach Angaben des Schweizer Werkzeugherstellers der Kleinste mit integrierter Kühlung und der erste mit werkstoffspezifischen Schneidengeometrien – im Durchmesserbereich von 0,2 bis 1,0 mm mit einer Frästiefe bis zu 5 x D. Prädestiniert seien die Fräser für Hochleistungswerkstoffe wie rostfreie Stähle, Titan und Titanlegierungen, hitzebeständige Legierungen wie Inconel und Nilo und CoCr-Legierungen. Dort würden die Fräser durch erhebliche Leistungssteigerung und höchste Prozesssicherheit gegenüber herkömmlichen Standards überzeugen. Vor allem, so der Hersteller, würde der Fräser seine Stärken im Umfang- und Nutenfräsen sowie beim Fräsen mit Spiralinterpolation zeigen.
Neue werkstoffspezifische Schneidengeometrien S und SX
Ein Aspekt, der eine massgebliche Rolle bei der Entwicklung dieses Fräsers spielte, waren die spezifischen Werkstoffeigenschaften und die damit verbundenen sehr unterschiedlichen Zerspanungsverhalten. Es wurden zwei Hauptgruppen von Materialien definiert, für die jeweils eine spezifische genau abgestimmte Schneidengeometrie entwickelt wurde: Geometrie S wurde speziell für rostfreie Stähle, Baustähle, Nichteisenmetalle und Titanlegierungen entwickelt. Sie zeichnet sich durch eine höhere Schnittigkeit für Werkstoffe mit einer spezifischen Schnittkraft kleiner als 2250 N/mm2 aus. Und Geometrie SX eignet sich dank eines speziellen Schneidenschutzes für Werkstoffe mit einer spezifischen Schnittkraft grösser als 2250 N/mm2 wie hitzebeständige Legierungen und CoCr-Legierungen. Das lässt erstmalig Hochleistungsfräsen von schwer und schwierigst zu zerspanenden Werkstoffen in der Mikrofertigung zu, versichert der Hersteller. Demnach bearbeiten die materialspezifischen Geometrien das Material so perfekt, dass eine Gratbildung nahezu vermieden wird.

Werkzeugabdrängung gehört der Vergangenheit an
Bei kleinen Werkzeugdurchmessern stellt die Werkzeugabdrängung bei der Fräsbearbeitung ein erhebliches Problem dar, das sich bei schwer zu zerspanenden Werkstoffen aufgrund der höheren Schnittkräfte nochmals verschärft. Die entwickelten Geometrien verhindern die Werkzeugabdrängung indem sie, je nach Werkstoff, hohe Schnittigkeit mit Robustheit vereinen, was unwillkürlich zu einer hohen Gesamtstabilität des Werkzeuges führt. Das Resultat: wesentlich höhere Abtragsvolumen bei perfekter Formtreue und deutlich längeren Standzeiten, erklärt der Hersteller.
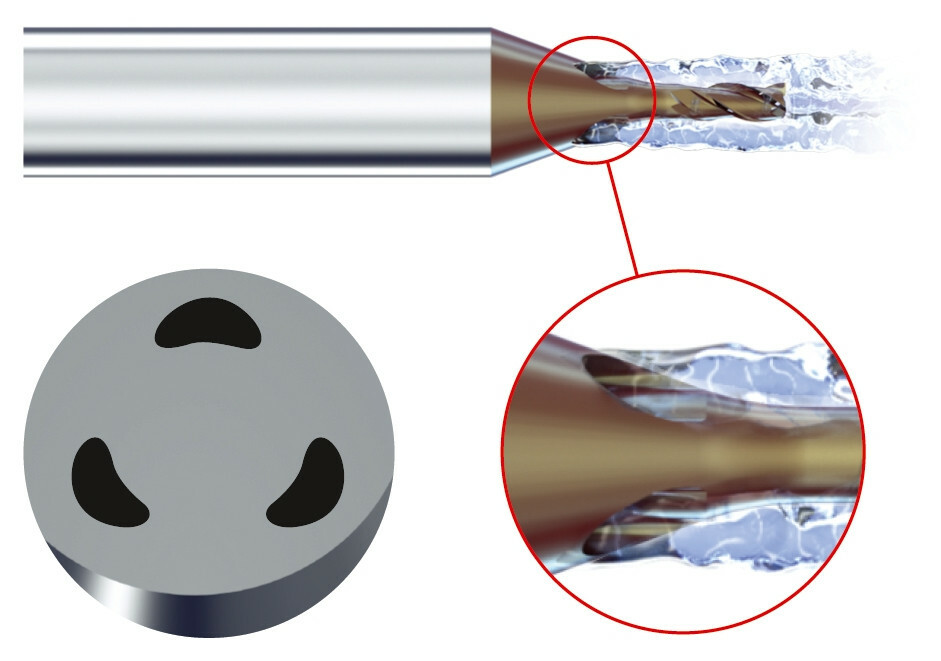
Kühlkonzept für Oberflächen mit Feinschlichtqualität
Hohe Temperaturen und Temperaturwechsel im Schneidenbereich sind bei allen Hochleistungswerkstoffen bei Fräsoperationen extrem kritische Punkte, vor allem in der Mikrofertigung. Hier profitiert Mikron Tool von seiner Vorreiterrolle bei Fräsern mit integrierter Kühlung. Das laut Mikron Tool revolutionäre und super bewährte, patentierte Kühlkonzept der Crazymill-Cool-Fräserserie wurde auf den neuen Mikrofräser übertragen – auch bei den kleinsten Durchmessern – und führt zu hervorragenden Ergebnissen, so der Hersteller. Das Herzstück des Kühlkonzeptes seien die im Werkzeug integrierten Kühlkanäle. Dank ihrer Sonderform befördern sie deutlich mehr Kühlschmierstoff in die Fräszone mit dem Effekt, dass die Schneiden konstant und effizienter gekühlt werden. Dadurch können höchste Schnittwerte gefahren und wesentlich mehr Material abgetragen werden – im Vergleich zu handelsüblichen Mikrofräsern, sagt Mikron Tool. Zudem werden durch den massiven Kühlstrahl die Späne aus dem Bearbeitungsbereich weggespült, ein wiederholtes Zerstückeln findet nicht statt. Das Resultat sind hervorragende Standzeiten und eine Oberfläche in Feinschlichtqualität.
Vermeidung von Kantenverschleiß im µm-Bereich
Um filigrane Geometrien und hochfeine Schneiden zu erzeugen, muss man auch beim Hartmetall die richtige Wahl treffen. Mikron Tool setzt auf modernste Ultrafeinsorten mit hoher Verschleißfestigkeit bei gleichzeitiger hoher Bruchzähigkeit. Die Korngröße liegt hier unter 0.5 µm. Um den hohen Ansprüchen der Miniaturisierung gerecht zu werden, bedient sich Mikron Tool modernster Beschichtungstechnik. Die neue revolutionäre Exedur-SNP-Beschichtung bietet selbst bei extremen Einsatztemperaturen eine hervorragende Verschleißfestigkeit. Die hohe Schichtglätte und die präzis-homogene Schichtdicke schützen alle Konturen gleichmäßig, ohne die Schnittigkeit zu beeinträchtigen. Dank dieser Beschichtung erhöht sich die Standzeit wesentlich, eine hohe Prozesssicherheit ist das Resultat. Da die Beschichtung chromfrei ist, kann eine Kreuzkontamination bei Medizinteilen ausgeschlossen werden.
Erste Erfahrungswerte aus der Medizintechnik
Die erste Kleinserie des neuen Crazymill Cool Micro lief bereits vom Band und ist bei einem mittelgroßem Medizintechnik-Hersteller in der Testphase. Das Unternehmen stellt auf sechs Dreh-und Fräs-Zentren Komponenten für Operationsinstrumente her. Der Produzent suchte nach einer Mikrozerspanungs-Lösung für martensitischen Chrom-Stahl. Er war mit dem Leistungsumfang der bisher eingesetzten Mikrofräser nicht zufrieden und suchte nach Alternativen. Für das Fräsen von martensitischen Chrom-Stahl empfahl Mikron Tool die Geometrie S einzusetzen. Fräsqualität, Standzeit und Gratbildung haben den Kunden derart überzeugt, dass er heute sogar mannlose Schichten fährt. Soweit der erste Erfahrungsbericht der jüngsten Hochleistungs-Mikrofräserserie von Mikron Tool aus der medizintechnischen Fertigung. „Die Praxis zeigt, dass Mikron Tool mit dieser Entwicklung erneut einen Volltreffer gelandet hat. Dass es sich bei dem Winzling um ein Hochleistungswerkzeug handelt, zeigt sich auch bei einer Schrupp-Anwendung in Chrom-Stahl, die wir in unserem Technology Center durchführten: Fräser mit 0,6 mm Durchmesser bei 30.000 min-1, 0,5 mm ap, 0,08 mm ae; die Vorschubgeschwindigkeit des Fräsers liegt bei 540 mm/min. Für einen 0,6er-Vollhartmetallfräser sind das Spitzenwerte, die neue Benchmarks setzen“, so Geschäftsführer Markus Schnyder.