Luft- und Raumfahrt, Additive Fertigung, Verzahnungsfräsen, ein neues Frässystem zum Eck-, Plan- und Tauchfräsen, ein T-Nuten-Fräser, Hochglanz- bis Edelstahlbearbeitung. Man mochte es nicht glauben: Aber der Werkzeughersteller Horn macht erst gut ein Drittel des 275-Mio.-Euro-Umsatzes mit Fräswerkzeugen. „Zwei Drittel verdienen wir immer noch zwischen den Flanken. Das Stechdrehen ist nach wie vor unsere Domäne – die Königsdisziplin der Zerspanung – die wir auch weiter ausbauen, wie etwa mit der neuen Stechplatte 64T oder den komplett neu zur letzten AMB aufgelegten Supermini-Drehwerkzeugen, die jetzt auch mit Diamantschneiden verfügbar sind.“ Branchenseitig liegt der Hauptfokus nach wie vor auf der Automobilindustrie, mit der Horn fast zwei Drittel des Umsatzes erzielt. Große Umsatzsprünge erwartet Geschäftsführer Lothar Horn aber schon wegen der immer noch weiter steigenden Einsatzmöglichkeiten vor allem vom Fräsen: „Im Fräsen steckt noch viel Potenzial. Einen deutlichen Schub erwarten wir von der im letzten Herbst geschlossenen Kooperation mit dem österreichischen Hersteller Boehlerit, mit dem wir zusammen einen gut 70 Seiten starken Fräskatalog speziell für den deutschen Markt erarbeitet haben. Dazu kommen natürlich unsere eigenen Werkzeug-Neuentwicklungen.“
VHM-Fräserlinie für Titan verdoppelt Standzeit
Speziell für die derzeit lukrative Luft- und Raumfahrt hat Horn jetzt die neuen VHM-Fräser mit der Schneidstoffsorte TSTK auf den Markt gebracht. Die Entwickler versprechen gute tribologische Eigenschaften, hohe Temperaturbeständigkeit und geringe Wärmeleitung ins Substrat. „Die Beschichtung wirkt wie ein Hitzeschild. Für weichen, ruhigen Schnitt ohne Vibrationen sorgen die unterschiedlichen Drallwinkel und Teilungen der Schaftfräser-Geometrie“, erklärt Verkaufsleiter Andreas Vollmer. Demnach auch im Titan-Programm enthalten ist nun die komplett neue VHM-Fräserlinie mit Durchmessern von 2 bis 20 mm als Vier- und Fünfschneider in den Ausführungen 2xD und 3xD. Als Ergänzung empfiehlt Andreas Vollmer das System der DAH-Hochvorschubfräser für geschmiedete Titanelemente, die als Aufsteckfräser auch in Hastelloy, Inconel oder Astroloy gute Zerspanungswerte erzielen. „Zum Drehen von Titan & Co. empfehlen wir übrigens unsere scharfen und temperaturbeständigen Sorten EG3 oder HP6.“ Beeindruckend, so Lothar Horn, sei aber die neue VHM-Fräserlinie, die eigentlich jeden Bearbeitungswunsch erfüllen kann und im Vergleich ihre Praxistauglichkeit schon vielfach mit doppeltem Spanvolumen in der halben Prozesszeit bewiesen hat. „Mit unserem Titan-Programm rechnen wir uns einiges aus in der Luft- und Raumfahrt, aber auch in der Medizintechnik.“ Zweistelliges Wachstum soll den Umsatzanteil von derzeit noch deutlich unter 10% schon mittelfristig zwischen 10 und 20% anheben.
Im Vollschnitt verzahnen bis Modul 30
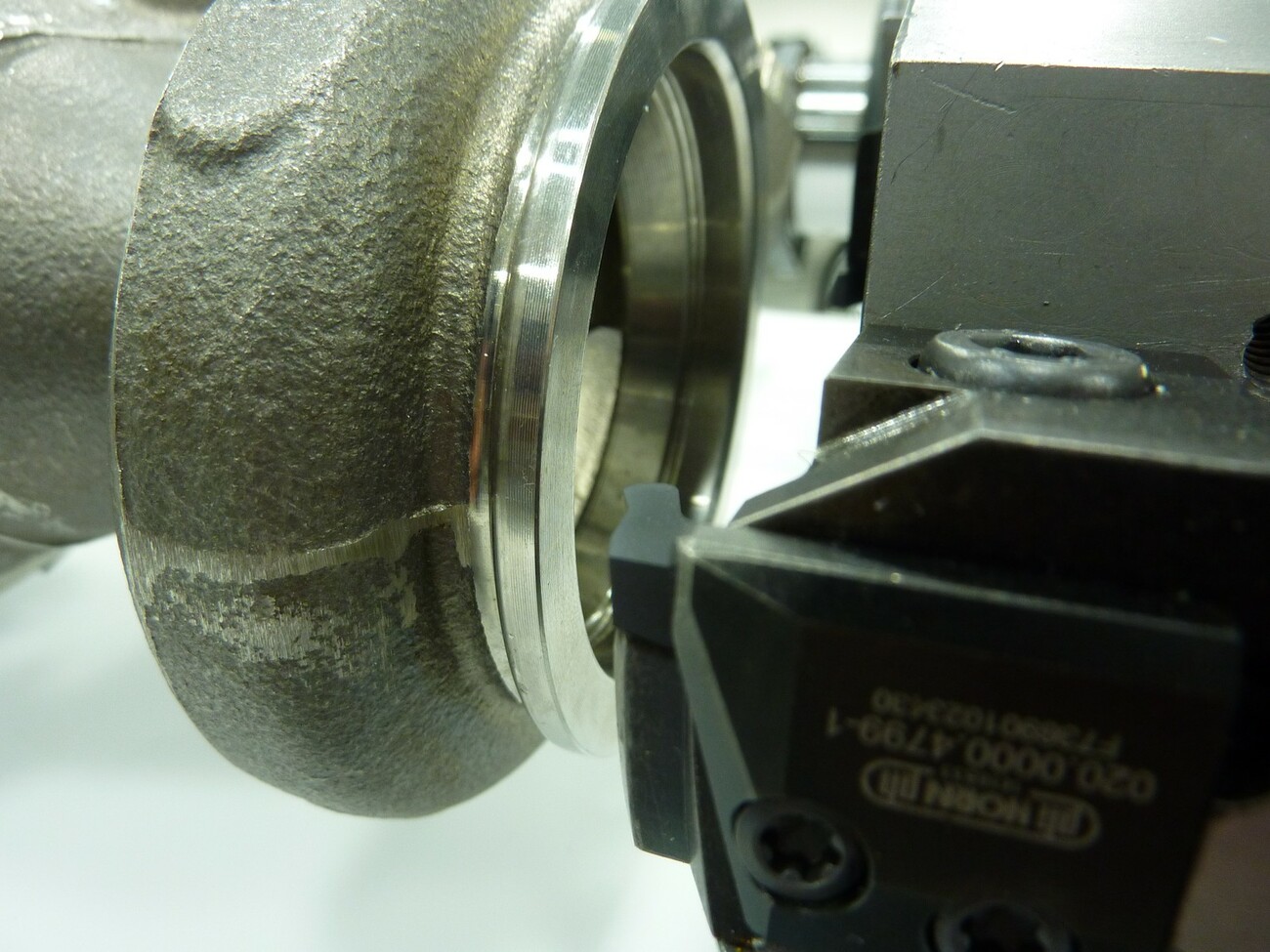
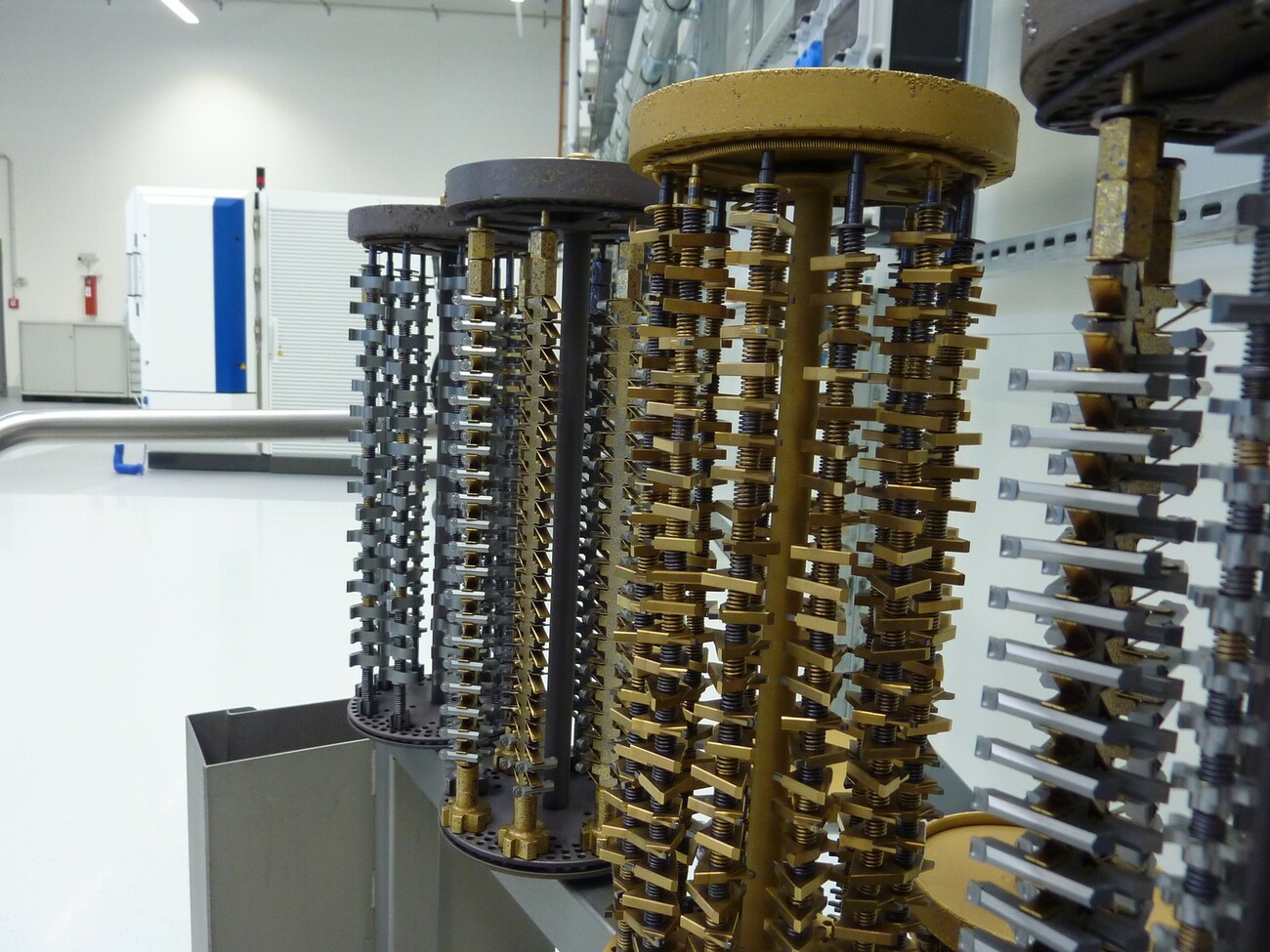
Mindestens so viel Potenzial wie in den Titanfräsern sieht Lothar Horn aber auch in den neuen Verzahnungsfräsern. System M279 soll für Zerspaner extrem hohe Schnitttiefen realisieren können und so im Zusammenspiel mit gearMill von DMG Mori nicht nur hohe Produktivitätsfortschritte realisieren. „M279 ist wirklich mal ein innovatives Frässystem, das durch Überlagerung der einzelnen Schneidkanten vor allem auch die Herstellung von konkaven und konvexen Zahnflanken im 5-Achs-Simultanbetrieb möglich macht. Sie können damit Zyklo-Palloid-Verzahnungen nach Klingelnberg herstellen. Auf jeden Fall sehr tief, einmalig tief fräsen“, betont Lothar Horn. Zudem soll die Schnittaufteilung des 12-schneidigen Werkzeugs ein hohes Spanvolumen bei geringem Schnittdruck erlauben. Unterm Strich sollen Zeitoptimierungen von mindestens 20% gegenüber bestehenden Verfahren mit VHM-Werkzeugen noch viel Spielraum für bessere Zerspanraten lassen. Mit dem M279 erweitert Horn sein Portfolio zur Herstellung von Verzahnungen im Modulbereich von 0,5 bis 30. „Testläufe bei DMG Mori in Pfronten haben gezeigt, was möglich ist, wie die konkave und konvexe Zerspanung im 5-Achs-Simultanbetrieb läuft.“ Nach Angaben von Lothar Horn kann dabei der Spiralwinkel zwischen 0 und 90° liegen, der Modul kann kontinuierlich gewählt werden und im Tellerrand des Versuchswerkstücks aus 17CrNiMo6 konnte mit Modul 7,6 eine Zyklo-Palloid-Verzahnung im Vollschnitt bei 250 m/min vc, 650 mm/min vf gefertigt werden. Die Zahnflanken wurden mit 2.000 mm/min vf bearbeitet.
Bis zum Spiegelglanz ohne Polieren
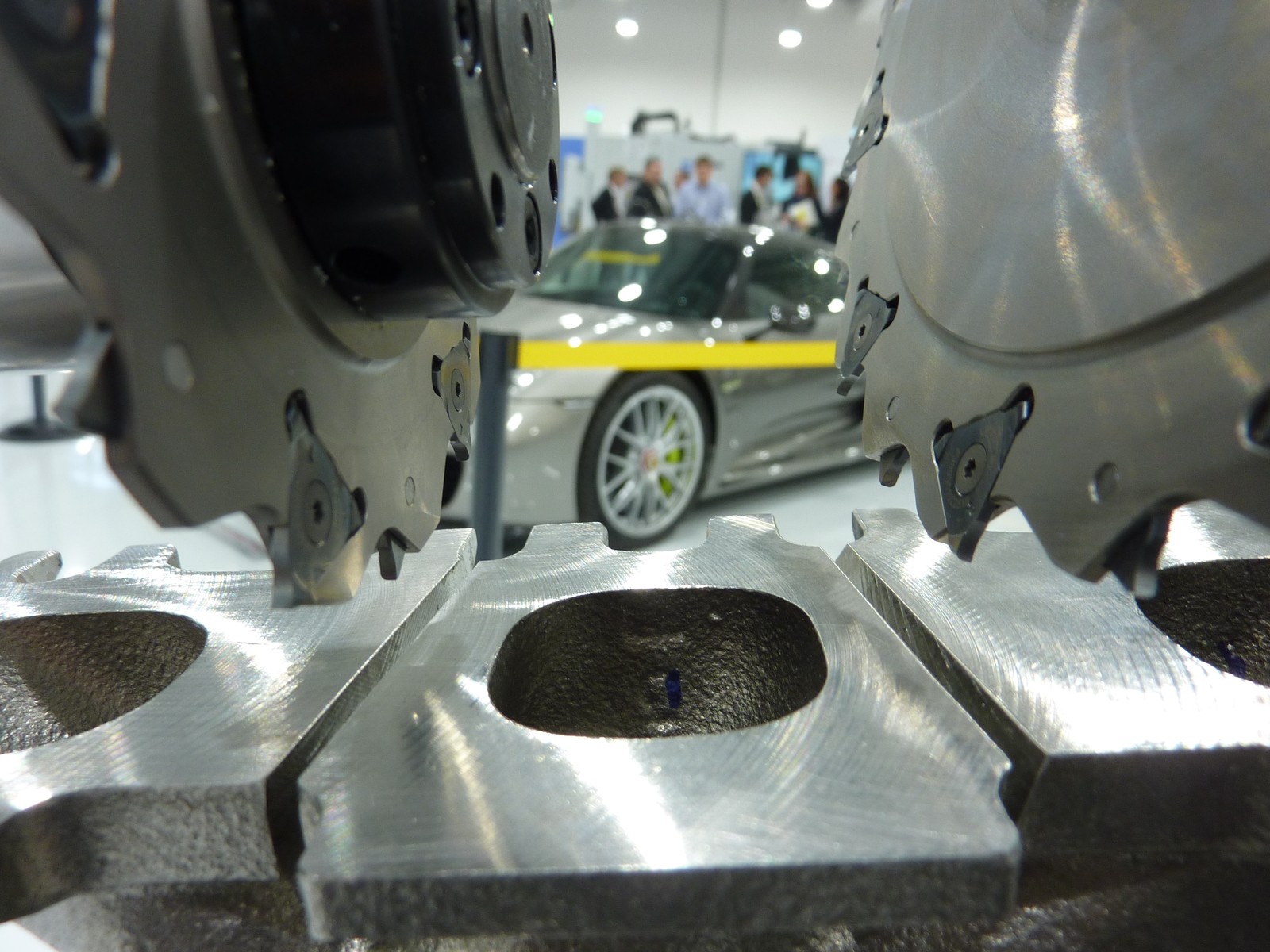
Natürlich war das Zyklo-Palloid-Versuchswerkstück auf den Technologietagen zu sehen. Neben dem M279 konnten die gut 3.000 Besucher noch weitere neue Frässysteme begutachten: etwa das DA62, das Horn zum Eck-, Plan- und Tauchfräsen mit 6-schneidigen und beidseitig verwendbaren Wendeschneidplatten ausgestattet hat. Beim Schruppen und Schlichten in Stahl, Guss bis Aluminium können so sehr gute Oberflächen vergleichsweise günstig erzeugt werden. Ergänzt hat Horn das patentierte Tangential-Fräsprogramm, so dass die Systeme 406 und 409 nun zum T-Nutfräsen in Schnitttiefen von 11 bis 22 mm in Abhängigkeit des Schneidkreisdurchmessers von 25 bis 50 mm realisieren.
Wem diese Oberflächen nicht reichten, dem zeigte Horn seine Fräswerkzeuge zur Erzeugung von Hochglanz-Oberflächen, wie man es unlängst mit dem Maschinenhersteller DMG Mori anhand dem Demo-Werkstück Hochglanz-Sinuskurve aus Aluminium demonstriert hatte. Ziel war dabei, die hohe Oberflächengüte bei thermischer Langzeitgenauigkeit mit den Diamantfräsern von Horn zu zeigen. Nach drei Wochen Vorbereitung gelang das Projekt auf einer HSC 70 linear. In 7,5 h Prozesszeit kamen die Kugel-, Plan- und Umfangsfräser von Horn zum Einsatz.
300 Schleifzentren, 100 Fräs- und Drehzentren – Werkzeuge in einer Woche
Als großes Plus, nicht nur für die Werkzeugversorgung der Horn-Kunden, erachtet Lothar Horn natürlich die Fertigstellung des im letzten Dezember eingeweihten Werk II. „In Summe haben wir rund 70 Mio. Euro in das neue Werk II mit 20.000 m2 Gesamtfläche und 12.000 m2 neuer Fertigungsfläche investiert, inklusive dem neuen Verwaltungsbau mit 4.500 m2. Natürlich hatten wir auch Anlaufschwierigkeiten. Die sind aber längst behoben – und die nächsten 50 Werkzeugmaschinen zur Ergänzung unserer Schleifkapazitäten sind bestellt.“ Damit verfügt Horn künftig über rund 300 Schleifzentren sowie fast 100 Fräs- und Drehzentren. Lothar Horn begründet die Expansion durch die derzeit starke Nachfrage und das bis dato zweistellige Wachstum in 2017. „Wir haben wohl mit der massiven Verstärkung unseres Außendienstes allein in Deutschland auf gut 67 vor-Ort-Berater einiges richtig gemacht. Weitere, entscheidende Kaufkriterien für unsere Kunden sind unser großes Lieferprogramm mit heute über 20.000 Präzisionswerkzeugen und 120.000 Anwendungslösungen in Kombination mit der extrem schnellen Lieferfähigkeit, die bei Standardwerkzeug mittlerweile standardmäßig in einem Tag, also 24 h erfolgt.“
Jährlich 9 Millionen Schneidplatten
Als Beschleuniger der Standardwerkzeuge nutzt Horn im Werk II seit Januar das voll einsatzfähige Logistikzentrum samt ultraschnellem Shuttlemagazin. Eilige Sonderwerkzeuge, die derzeit rund 50% des Produktionsprogramms ausmachen, verspricht Horn mit dem hauseigenen Produktions-Konzept Green-Line je nach Komplexität und Material innerhalb von 5 bis 10 Werktagen durch die Fertigung schleusen und liefern zu können. Derzeit produziert Horn jährlich etwa 9 Mio. Schneidplatten in durchschnittlichen Losgrößen von 100 Stück mit einem Automatisierungsgrad von bis zu 97%.
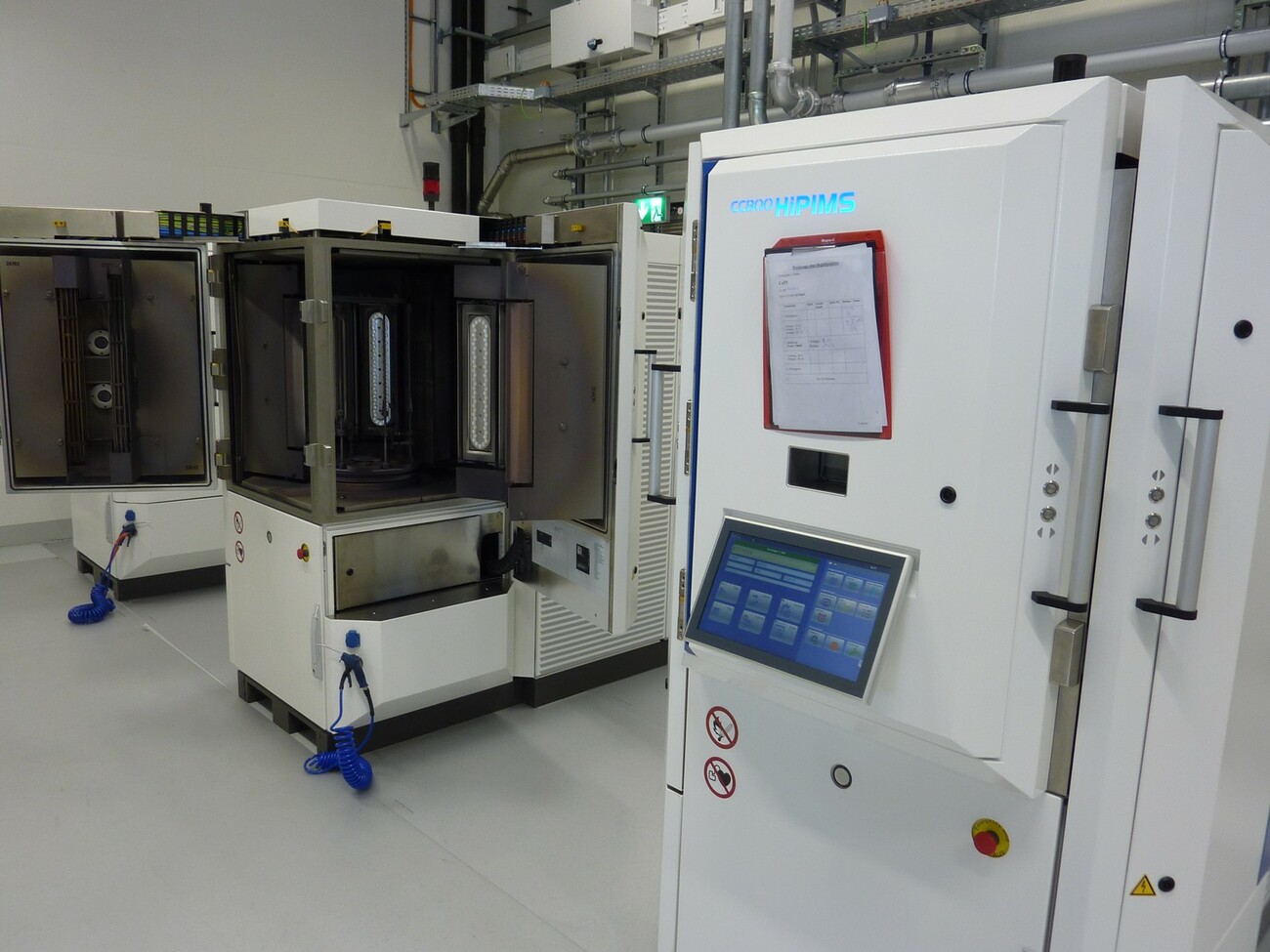
Superschicht bringt Faktor 4 mehr Standzeit
Zu deren Beschichtung setzt Horn neben acht bestehenden auf drei brandneue Anlagen von Cemecon, die auf der HiPIMS-Technologie basieren. Cemecon hatte die Technologie auf der AMB 2016 vorgestellt. Gründer und Vorstand Dr. Toni Leyendecker sprach von „der nächsten bahnbrechenden Innovation für die Welt der Beschichtung. Diese neue Schichtklasse ist unübertroffen an Glätte, Härte, Zähigkeit, Dichte und Haftung“. Horn indes rundet sein Portfolio der verschiedensten Beschichtungstypen ab: „Mit der gemeinsamen Entwicklung dieser Super-PVD-Schicht können wir beispielsweise unsere Wendeschneidplatten deutlich besser vor Verschleiß schützen als etwa mit einer herkömmlichen AlTiN. Wir sprechen da von Faktor 3 bis 4. Das sind Welten – die wir natürlich in Form von Werkzeugstandzeit direkt an unsere Kunden weitergeben werden.“ Anwendungen finden sich bereits beim Supermini-Drehwerkzeug-Programm und den Wendeschneidplatten des Fräsers M313 und M274, berichtet Lothar Horn.
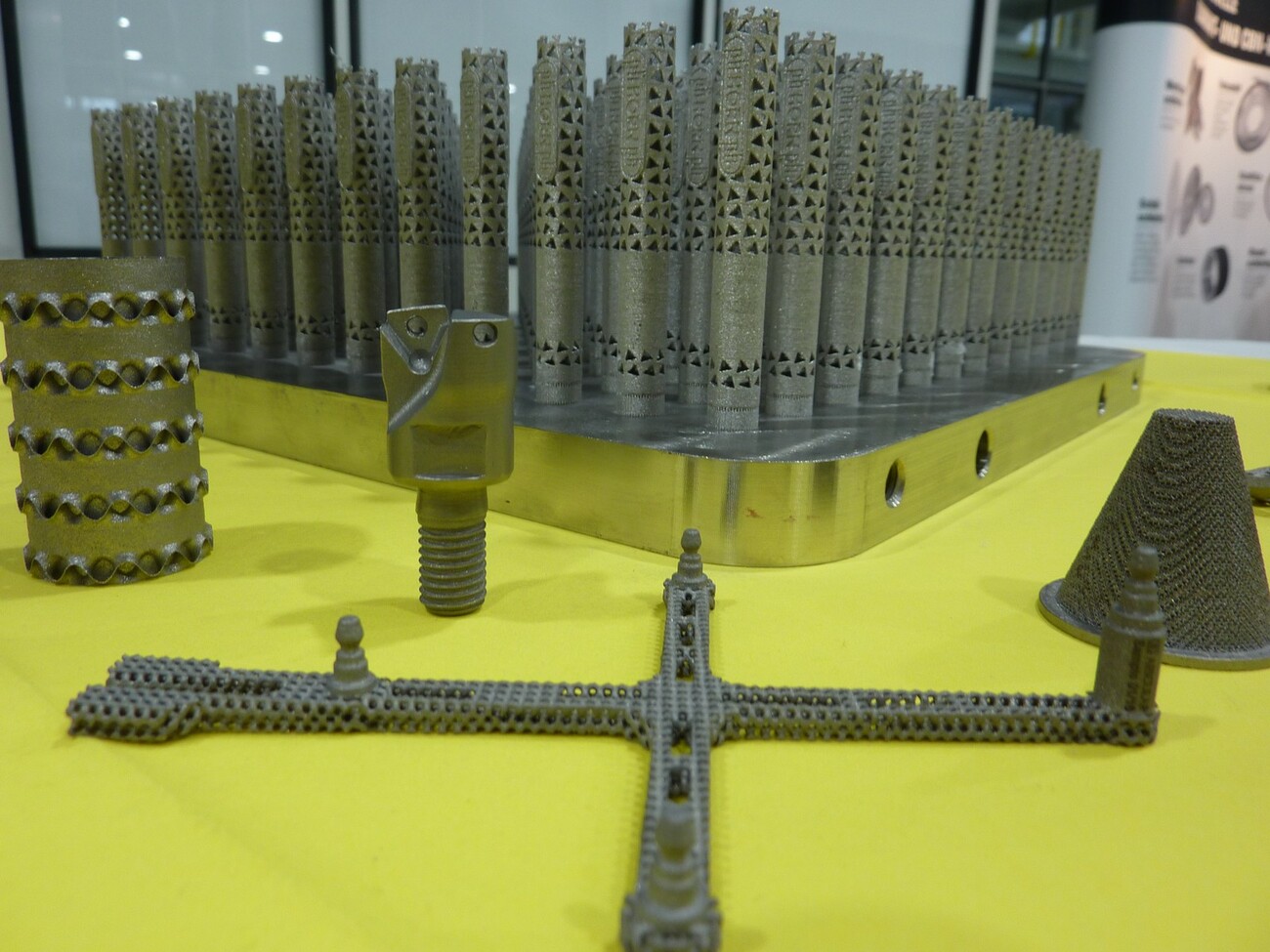
Was von Horn künftig in punkto Additiv zu erwarten ist, deutete unterdessen Pressesprecher Christian Thiele auf dem Rundgang durch die Hausmesse an: „Wir befassen uns intensiv mit dem additiven Prozess. Mit der von uns kürzlich angeschafften Lasertec 30 SLM lassen sich schon sehr feine Strukturen und Geometrien erzeugen, leider aber keine fertig einsetzbaren Werkzeuge. Erste Ansatzpunkte sehen wir auf absehbare Zeit beim Werkzeughalter, der sich sehr filigran gestalten lässt.“