Die Familie der Index-Dreh-Fräszentren hat Zuwachs bekommen: Mit dem Modell G220 rundet das Unternehmen seine G-Baureihe nach unten ab. Am Anlass für die Entwicklung dieser komplett neu konstruierten Dreh-Fräszentren hat sich seit der Markteinführung der Index G420 im Jahr 2018 nichts geändert. Komplettbearbeitung liegt weiter im Trend und ist für viele Metallbearbeiter das Mittel der Wahl, um einer höheren Variantenzahl, größerer Leistungsdichte bei kleineren Abmaßen und gestiegenen Qualitätsanforderungen wirtschaftlich zu begegnen. Dem ersten Modell folgte 2019 die größere, leistungsstärkere Variante Index G520. Im Jahr 2021 kam dann die etwas kleinere G320 auf den Markt.
Verfahren der Verzahnungstechnik können integriert werden
„Es ist uns gelungen, zahlreiche Neukunden mit der G-Baureihe zu gewinnen“, berichtet Jan Hroch, Leiter technischer Vertrieb Einspindeldrehmaschinen bei der Index-Werke GmbH & Co. KG. „Dadurch konnten wir auch unseren Marktanteil entsprechend vergrößern. Erfreulicherweise haben wir von allen Kunden ein positives Feedback zur Leistungsfähigkeit der Maschinen erhalten. Damit einhergehend hat sich auch Anteil der Dreh-Fräszentren an unserem Gesamtumsatz vergrößert.“ Das Spektrum der Abnehmerbranchen reicht dabei vom allgemeinen Maschinenbau über die Bau- und Landmaschinen, die Luft- und Raumfahrt bis hin zur Medizintechnik. „Die G-Baureihe bietet im Hinblick auf die Integration verschiedenster Fertigungsverfahren der Verzahnungstechnik einen enormen Mehrwert“, hebt Hroch hervor. „Besonders erwähnenswert sind das Kegelradverzahnen sowie das Wälzschälen. Letztlich steht die Komplettbearbeitung von Werkstücken bei kürzest möglichen Rüstzeiten für unsere Kunden im Vordergrund.“
Variable Anordnung der Werkzeugträger
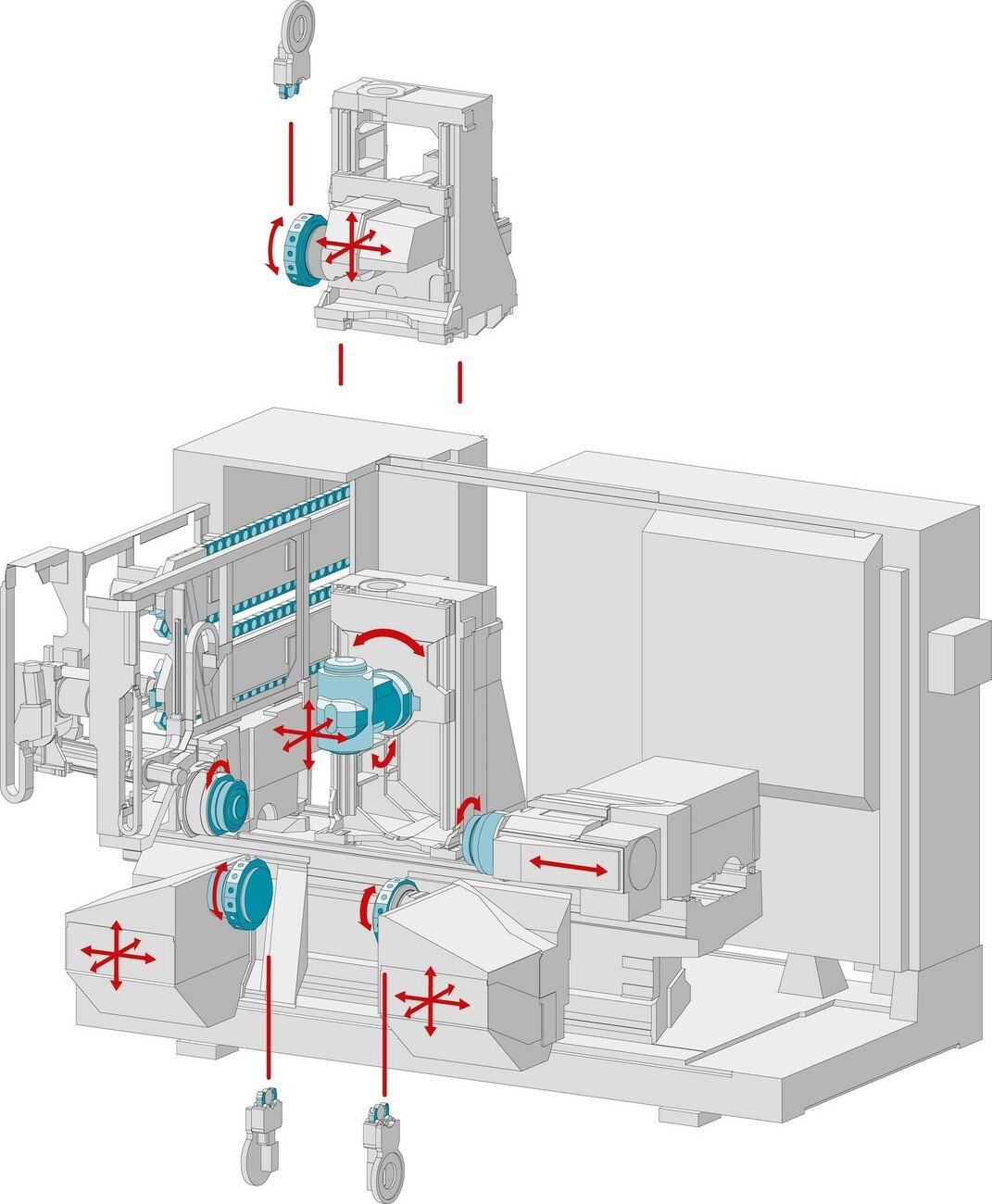
Beim Open House 2022 Ende April in Reichenbach wurde jetzt mit der Index G220 die kleinste Ausführung dieser Dreh-Fräszentren den zahlreichen Besuchern präsentiert. Das erfolgreiche Maschinenkonzept blieb dabei unverändert. Dazu der technische Vertriebsleiter: „Unser Konzept, mit drei voneinander unabhängigen Werkzeugträgern in einem Dreh-Fräszentrum arbeiten zu können, ist weltweit einmalig. Der Vorteil des Maschinenkonzeptes liegt an der flexiblen und variablen Anordnung der Werkzeugträger. Diese Anordnung ermöglicht eine bis dahin unerreichte Flexibilität bei der Auslegung der Bearbeitungsprozesse.“ Besonders hervorzuheben sei die Möglichkeit, die Werkzeugträger inaktiv zu setzen und aus dem Kollisionsbereich der Maschine zu bewegen. Diese Eigenschaft biete neben der erwähnten Flexibilität gleichzeitig auch die bestmögliche Unterstützung bei der Prozessauslegung im Hinblick auf Produktivität.
Auf Basis eines steifen und schwingungsdämpfenden Maschinenbetts in Mineralguss-Blockbauweise und großzügig dimensionierter Linearführungen in den X- und Z-Achsen bietet die neue G220 laut Angaben von Index beste Stabilitäts- und Dämpfungseigenschaften sowie Dynamikwerte. Damit würden hervorragende Bearbeitungsergebnisse bei hoher Produktivität gewährleistet. Ein zentrales Element ist der oberhalb der Drehachse angeordnete Z-Achsenschlitten mit der Motorfrässpindel und der hydrodynamisch gelagerten Y/B-Achse. Der Spindelantrieb bietet eine Leistung von 29 kW, 142 Nm Drehmoment und eine Drehzahl von 6.000 min-1 bei einer Einschaltdauer von 100 %. Damit ermöglicht er unterschiedliche Bohr- und Fräsbearbeitungen bis hin zur 5-Achs-Bearbeitung. Die Frässpindel bedient sich hauptzeitparallel aus einem Werkzeugmagazin, das Platz für bis zu 139 Werkzeuge (HSK-T63 oder HSK-T40) bietet. Es zeichnet sich insbesondere durch hohe Rüstfreundlichkeit aus, betont das Unternehmen. Denn neben dem üblichen, vorne befindlichen Rüstplatz besteht an der Rückseite des Magazins ein weiterer Zugang zu beiden Werkzeugketten. Dort kann der Bediener hauptzeitparallel die eine Kette neu bestücken, während die andere im Einsatz ist.
Zeitgleiche Bearbeitung an Haupt- und Gegenspindel
Für effiziente Zerspanungsleistung sorgen auch die beiden unten angeordneten Werkzeugrevolver, die nicht nur in X- und Z-Richtung, sondern auch in Y-Richtung verfahrbar sind. Ihre jeweils zwölf beziehungsweise 15 Stationen können durchgängig mit angetriebenen Werkzeugen bestückt werden. Die maximale Drehlänge bei der Index G220 beträgt 900 mm, der Spannfutterdurchmesser liegt bei 200 mm. Die beiden identisch ausgeführten Arbeitsspindeln (Haupt- und Gegenspindel) sind fluidgekühlt und bieten bei 6.000 min-1 einen Spindeldurchlass von 76 mm. Ein weiteres wichtiges Detail: Dank des großen Arbeitsraums und Abstands zwischen der Haupt- und Gegenspindel kann kollisionsunkritisch mit der Motorfrässpindel und den Werkzeugrevolvern zeitgleich an der Haupt- und Gegenspindel zerspant werden. Durch die Abtauchfähigkeit der Werkzeugrevolver ist es zudem möglich, kollisionskritische Situationen zu entschärfen.
Flexible Komplettbearbeitung ab Stange
Und welche Anwendungen und Märkte hat Index mit der derzeit kleinsten G-Maschine im Visier? Dazu erklärt Hroch: „Durch die Baugröße der G220 mit ihrem Spindeldurchmesser D76 erwarten wir eine Verteilung der Anwendungen auf der Maschine von etwa zwei Drittel zu ein Drittel hinsichtlich Stange zu Futterbearbeitung. Daher werden wir unser besonderes Augenmerk auf die Komplettbearbeitung ab Stange richten, gleichzeitig aber Zuführteile bis 200 mm Durchmesser ebenfalls im Blickfeld haben.“ Aufgrund der stark wachsenden Branche E-Mobilität erwartet er eine Zunahme an entsprechenden Bauteilen. Das Einführen der neuesten Generation an E-Motoren, in Verbindung mit den notwendigen Reduktionsgetrieben zur Übersetzung der Drehzahlen, beinhalte zahlreiche neue Bauteile mit höchster Präzision. Ein Großteil davon weise ebenfalls Verzahnungen auf. „Die G220 sowie auch alle weiteren Größen der G-Baureihe sind in der Lage Fertigungsverfahren wie Wälzschälen und Kegelradverzahnen einfach bei der Komplettbearbeitung zu integrieren“, so der Vertriebsleiter. „Dies kann ab Stange oder auch beim Einlegeteil umgesetzt werden. Die IX-Panel-Steuerung bietet dazu entsprechend anwenderfreundliche Softwarezyklen zur Unterstützung an. Weitere Branchen, die wir besonders im Blickfeld haben sind Aerospace, der Maschinenbau und auch die Medizintechnik.“
Verschiedene Möglichkeiten der Automatisierung
Neben der Komplettbearbeitung nimmt die Automatisierbarkeit eines Dreh-Fräszentrums einen immer höheren Stellenwert ein. Daher bietet Index auch verschiedene Automatisierungsmöglichkeiten. An erster Stelle ist der neue Stangenlader MBL 76 zu nennen. Angepasst an das neue Maschinendesign und die neuen Drehspindeldurchmesser zeichnet er sich laut Angaben durch hervorragende Dämpfungseigenschaften aus. Er wird rein elektrisch betrieben, ist also komplett hydraulikfrei und überzeugt durch seinen ergonomischen, rüstfreundlichen Aufbau sowie hohe Präzision, heißt es weiter. Zudem erreiche er schnellere Wechselzeiten als der bisherige MBL 65.
Für flansch- oder wellenartige Teile steht entweder ein integrierter Portallader mit Doppelgreifer oder die Roboterzelle „IX-Center“ zur Verfügung. „Die Möglichkeit vor- oder nachgeschaltete Prozesse zu integrieren bedingt das Angebot einer flexiblen Automatisierungszelle“, erläutert Hroch. „Mit unserem IX-Center haben wir hier die richtige Antwort. Dabei ist von der Messstation mit Closed-Loop-Funktionalität, über Entgrat- und Waschanlagen bis hin zum automatischen Rüsten der Maschine ein breites Spektrum realisierbar. Im Grunde genommen sind innerhalb einer IX-Centers der Phantasie hinsichtlich der integrierbaren Funktionen kaum Grenzen gesetzt.“ Die G220 habe aufgrund ihres „Stangencharakters“ schon eine Automatisierung durch den Stangenlader in Verbindung mit der automatisierten Entnahme des Fertigteils. Auch bei Futterteilen gehe der Trend mittelfristig zur Werkstückautomatisierung - sogenannte „Handeinlagemaschinen“ seien rückläufig. „Bei der G-Baureihe rechnen wir mit einem mittelfristigen Anteil an Automatisierung von mindestens 60 bis 70 %“, urteilt Hroch abschließend.