
Mit dem Hauptaugenmerk auf Medizin, Pharma und Life Science verfügt RKT über jahrzehntelange Erfahrung auf dem Gebiet der Kunststoffbe- und -verarbeitung. Etabliert hat sich das Unternehmen insbesondere als Spezialist für Mikrofluidik. RKT unterstützt Unternehmen bereits ab der Konzeptphase. Das Ziel ist die ausgereifte Komponente, die – eng an den Einsatzfall angepasst – stabil in Serie produziert werden kann. Dafür wird der Produktionsprozess bereits in der Designphase nach Prinzipien des Designs for Manufacturing ausgelegt, wobei diese Auslegung den Spritzgussprozess selbst, aber auch Nachfolgeprozesse wie die Befüllung, Assemblierung und Verpackung umfasst. Auf Spritzgießmaschinen mit Zuhaltekräften von 40 bis 250 t werden schließlich alle thermoplastischen Kunststoffe inklusive der gängigen Funktionszusatzstoffe im 1K-, 2K- und 3K-Verfahren in Grau- sowie in ISO-8- und ISO-7-Reinräumen verarbeitet, bei Bedarf auch analytenfrei.
Stabile Prozesse, lange Haltbarkeit
Entscheidende Weichen für die Serienproduktion stellt RKT bereits mit der Konstruktion der Spritzgusswerkzeuge. Beginnend bei der generellen Auslegung dieser Werkzeuge reicht dies bis hin zur Unterstützung durch Füllsimulationen. „Beim Bau setzen wir auf klassische zerspanende Verfahren ebenso wie auf Lasern oder Lithografie, Galvanik und Abformung“, berichtet Reinhard Schneider, Teamleader NC-Prozess-Engineering. „Unser Ziel ist ein Spritzgusswerkzeug, das – auf stabile Produktionsprozesse ausgelegt – eine lange Haltbarkeit aufweist.“ Dafür validiert RKT das Spritzgusswerkzeuge nicht nur nach Anwendervorgaben, sondern wartet auch selbst betriebene Systeme mit präventiven Konzepten. „Die Spritzgusswerkzeuge, die wir unter diesen Prämissen herstellen, haben eine Größe von bis zu 900 x 600 x 500 mm bei einem Gewicht bis circa 3 t. Weil die Kunststoffe beim späteren Spritzguss häufig sehr abrasiv wirken, werden für ihre Fertigung verschleißfeste Stähle eingesetzt, die üblicherweise Härten um die 53 HRC aufweisen.“ Wichtig ist zudem, dass die Stähle widerstandsfähig gegen Kunststoffausgasungen sind.




Das Corpus Delicti: ein Werkzeugeinsatz aus 1.2343
Im Werkzeugbau der Firma RKT findet heute eine ganze Reihe von OSG-Werkzeugen Anwendung. Der Beginn der Zusammenarbeit reicht lange zurück. Im vergangenen Jahr kam es zu einer deutlichen Intensivierung. „Wir wollen den Bereich Werkzeug- und Formenbau weiterentwickeln“, geht Magnus Hoyer, Leiter Academy bei OSG, auf die Hintergründe ein. „Dies setzen wir mit einem wachsenden Außendienst um, der nah am Anwender agiert.“ Das Zusammenrücken beider Unternehmen ist daher auch auf ein konkretes Projekt zurückzuführen, welches der Außendienst in Person Stefan Reitmeiers ausgearbeitet und umgesetzt hat. Das Corpus Delicti, das die Hochlaufkurve initiierte, ist ein Werkzeugeinsatz aus gehärtetem Stahl 1.2343, der besonders filigran ist. Üblicherweise arbeitet RKT Einsätze weich vor, bevor sie zum Härten gehen und schließlich fertigbearbeitet werden. Im vorliegenden Fall waren die Konturen jedoch so fein, dass entschieden wurde, alles hart aus dem Vollen zu fräsen. Hätte man die filigranen Geometrien erst weich geschruppt und dann mit kleinen Fräswerkzeugen geschlichtet, wäre die Wahrscheinlichkeit des Werkzeugbruchs aufgrund der schnell wechselnden Aufmaße sehr hoch gewesen. Zugleich wäre das präzise Arbeiten der Werkzeuge schwierig, weil ihre exakte Position nur schwer bestimmbar ist.
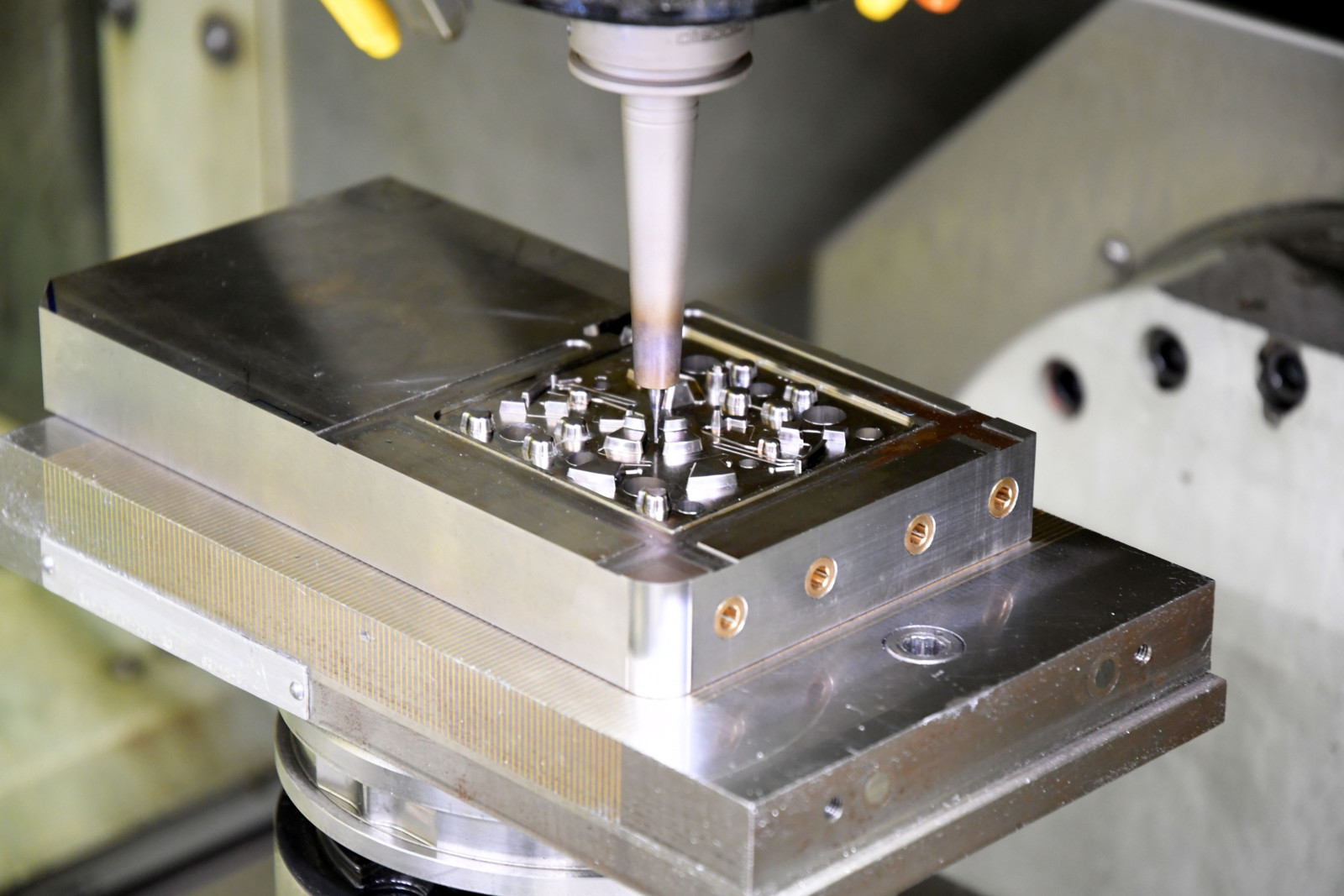
Das Maß kommt immer an
Der Einsatz wurde daher erst auf allen Seiten mit zwei Zehntel Aufmaß außen weich aus dem Rohteil gefräst. Anschließend wurde mit einem VHM-Flachbohrer „ADF“ von OSG eine 9-mm-Flachbohrung für die Einsatzkühlung gesetzt, gefolgt von einer 8-mm-Pilotbohrung mit einem VHM-Bohrer „ADO-SUS“ 3 x D sowie dem Erstellen klassischer Kühlkanäle mit einem 8-mm-Tieflochbohrer „ADO“ 30 x D von OSG. Nach dem Härten auf 52 HRC wurde der Einsatz auf ± 5 µ genau geschliffen, um danach auf einer „Exeron HSC 600“ HSC-gefräst zu werden. Um ein möglichst gleichmäßiges Aufmaß zu erzeugen und so die Voraussetzung für das Schlichtwerkzeug zu schaffen, setzte RKT hierfür den VHM-Fräser „WXS-CRE“ in den Durchmessern 6, 4, und 3 mm ein. Nach dem Schruppen wurde mit Torusfräsern „AE-CPR4-H“ der Durchmesser 1 und 0,7 mm geschlichtet. Mit einem 0,7er Fräswerkzeug wurde schließlich auch das gesamte Bauteil gefinisht. „Die AE-CPR4-H sind für filigrane Konturen besonders geeignet, weil sie Ecken scharfkantig und hochpräzise fertigen“, hebt Reitmeier hervor. „Dabei kommt, egal wo mit dem Fräswerkzeug gefräst wird, das richtige Maß am Bauteil an.
Gleichmäßiges Aufmaß garantieren
Die Schruppwerkzeuge der WXS-CRE-Reihe hat OSG seit über zehn Jahren im Programm. „Dabei handelt es sich um Torusfräser mit einzigartiger Geometrie, die einem Schaftfräser mit großem Eckenradius ähneln“, erläutert Hoyer. „Bezeichnend für das Fräswerkzeug ist der Eckenradius, der mit ± 5 µm toleriert ist. Weil sich die Fertigungstoleranz auf die Hälfte beläuft, lässt sich beim Schruppen ein besonders gleichmäßiges Aufmaß erzeugen.“ Somit könne direkt mit dem Schlichtwerkzeug nachgegangen und wie eine Semibearbeitung auch Zeit und Aufwand eingespart werden. „Hinzu kommt, dass der Fräser durch seinen großen Eckenradius einen großen Hochvorschubeffekt erreicht“, so Hoyer weiter. „Mit seiner balligen Schneide taucht er sanft ins Material ein, was zur Robustheit beiträgt. Für zusätzliche Stabilität und Standzeit sorgt der stark negative Spanwinkel von 10°, sodass der WXS CRE schon in der Vorbearbeitung die Konturen präzise abarbeiten kann.“ Nach dem Eckenradius schneidet das Fräswerkzeug plan, womit der Spanwinkel positiv wird und der Fräser eintauchen kann. Schlussendlich lassen sich mit dem WXS CRE hohe Vorschübe fahren, wobei exakte Konturen, Toleranzen und Radien erzeugt werden. Das Hauptaugenmerk aber liegt auf dem gleichmäßigen Aufmaß. Hoyer: „Der Anwender weiß damit genau: Wenn ich an dem Punkt das Aufmaß X habe, habe ich es auch in der gegenüberliegenden Ecke.“


„Die Radien müssen gut aussehen“
Der AE-CPR4-H ist die neueste Generation von VHM-Fräsern aus dem Hause OSG. „Selbst bei kleinen Durchmessern wie 0,7 mm verfügt der Torusfräser über vier Schneiden, sodass sich scharfkantige Ecken mit guten Übergängen erzeugen lassen“, schildert Reitmeier. „Um gleichzeitig Verschleißschutz zu bieten, arbeitet der AE-CPR4-H mit einem Eckenradius von zwei Hundertsteln. So kann nicht nur die Toleranz eingehalten, sondern auch der gleichmäßige Radius sichergestellt werden – selbst wenn die Kontaktpunkte unterschiedlich liegen.“ Beim Finishen des Einsatzes mit dem vierschneidigen AE-CPR4-H hätte RKT im Vergleich zu einem Kugelfräser theoretisch den doppelten Vorschub fahren können. „Wir müssen mit dem Nullsiebener aber das komplette Bauteil bearbeiten“, erinnert Schneider. „Also haben wir uns entschieden, langsamer mit weniger Verschleiß zu fahren. Wenn überhaupt, sind wir dabei nicht viel langsamer als mit einem Kugelfräser.“ Entscheidend sei ohnehin etwas anderes, so der Teamleader: „Wir müssen sicherstellen, dass die Radien – mit Blick auf das Kunststoffteil – optisch gut aussehen, also keine Versätze, Markierungen usw. aufweisen. Mit dem Kugelfräser wären die Zeilensprünge größer, und ich hätte einen Mehraufwand, wenn ich vom Radius in die Schräge übergehe. Dass ich diesen Aufwand einsparen kann, ist es mir wert, in Laufzeit zu investieren.“ Relevant für die Qualität ist nicht zuletzt, dass der AE-CPR4-H mit seiner ungleichen Teilung Vibrationen unterdrückt. Bei größeren Durchmessern ist gegenüber der Schneide zudem ein Radius eingeschliffen, sodass der Span gut aus der Nut kommt.
Mit weniger besser und länger
Für die gesamte Bearbeitung auf der HSC-Fräsmaschine Exeron HSC 600 haben RKT und OSG also entschieden, nicht auf Schnelligkeit, sondern auf Standzeit zu gehen. „Für diese Anwendung ist die Maschinenlaufzeit zweitrangig“, unterstreicht Schneider nochmals. „Wichtig ist, die hohe Maßhaltigkeit des Fräswerkzeuges bei langer Laufzeit. Überdies haben wir vergleichbare Bearbeitungen früher mit zwölf Fräswerkzeugen gefahren. Heute sind es sechs, und wir sparen etwa 60 Prozent des Programmieraufwandes. Das vereinfacht die zugehörige Werkzeugabstimmung wesentlich und senkt die Fräswerkzeugkosten. Schlussendlich erzeugen wir heute mit weniger Fräswerkzeugen bessere Konturen bei längerer Standzeit.“
In der Breite kooperieren
Neben den Fräsern, Bohrern und Flachbohrern, die RKT bei dieser Anwendung einsetzt, arbeiten die Rodinger auch mit Standard-, Fein- und Hartgewindebohrern. „Künftig wollen wir zudem verstärkt das Tieflochbohren verbessern“, geht Schneider auf Anstehendes ein. „Die ersten Tests liefen bereits, bei denen wir mit 1,2-mm-Spiralbohrern in extrem zähen Stahl mit einem Chromanteil von über 17 % gebohrt haben. Dass dies überhaupt möglich ist und dann noch, mit solcher Geschwindigkeit, hat uns schwer beeindruckt. Ein vielversprechender Beginn, wenn nicht gar ein Quantensprung. Die Zusammenarbeit mit OSG ist für uns also vielversprechend und zukunftsträchtig. Das hat schon das Fräsen gezeigt.“ Michael Hobohm/kb