Prozesszeit will jeder sparen: Mit der richtigen Fertigungsstrategie konnte die Schwarzer GmbH in Schloss Holte-Stukenbrock in NRW die Bearbeitungszeit sogar um drei Viertel verkürzen. „Unser Kunde stellte den Werkstoff des Bauteils von einer leicht zu bearbeitenden und sehr kurzspanigen Legierung auf rostfreien Stahl um. Was erst nicht so problematisch klingt, stellte uns aber vor ein Problem mit langen Spänen und Standzeiteinbrüchen“, erzählt Friedhelm Mittelteicher, technische Beratung und Vertrieb bei Schwarzer. Im Fokus stand die Fertigung einer axialen Schwalbenschwanz-Nut, des im Durchmesser rund 250 mm großen Bauteils. Schwarzer fertigt die Bauteile aus 1.4301 und 1.4571 in verschiedenen Varianten.
Prozesszeitverkürzung durch Optimierung der Fertigungsstrategie nötig
Vor der Materialumstellung kam bereits ein Werkzeugsystem der Paul Horn GmbH zum Einsatz. „Wir setzten für den Axialeinstich das zweischneidige System 231 ein. Die Geometrie war für den kurzspanigen Werkstoff ausgelegt“, erklärt der Horn-Techniker Thomas Dück. Die Bearbeitungszeit des Einstiches dauerte durch die Umstellung auf rostfreie Werkstoffe rund sechs Minuten, da die Schnittwerte die entsprechende Anpassung verlangten. Die Probleme mit den langen Spänen und den niedrigen Standzeiten waren hierbei noch nicht gelöst. Es verlangte nach einer gesamten Optimierung der Werkzeuge sowie der Fertigungsstrategie.
Simultanbearbeitung mit zwei Revolvern, angepasster Geometrie und Schnittaufteilung
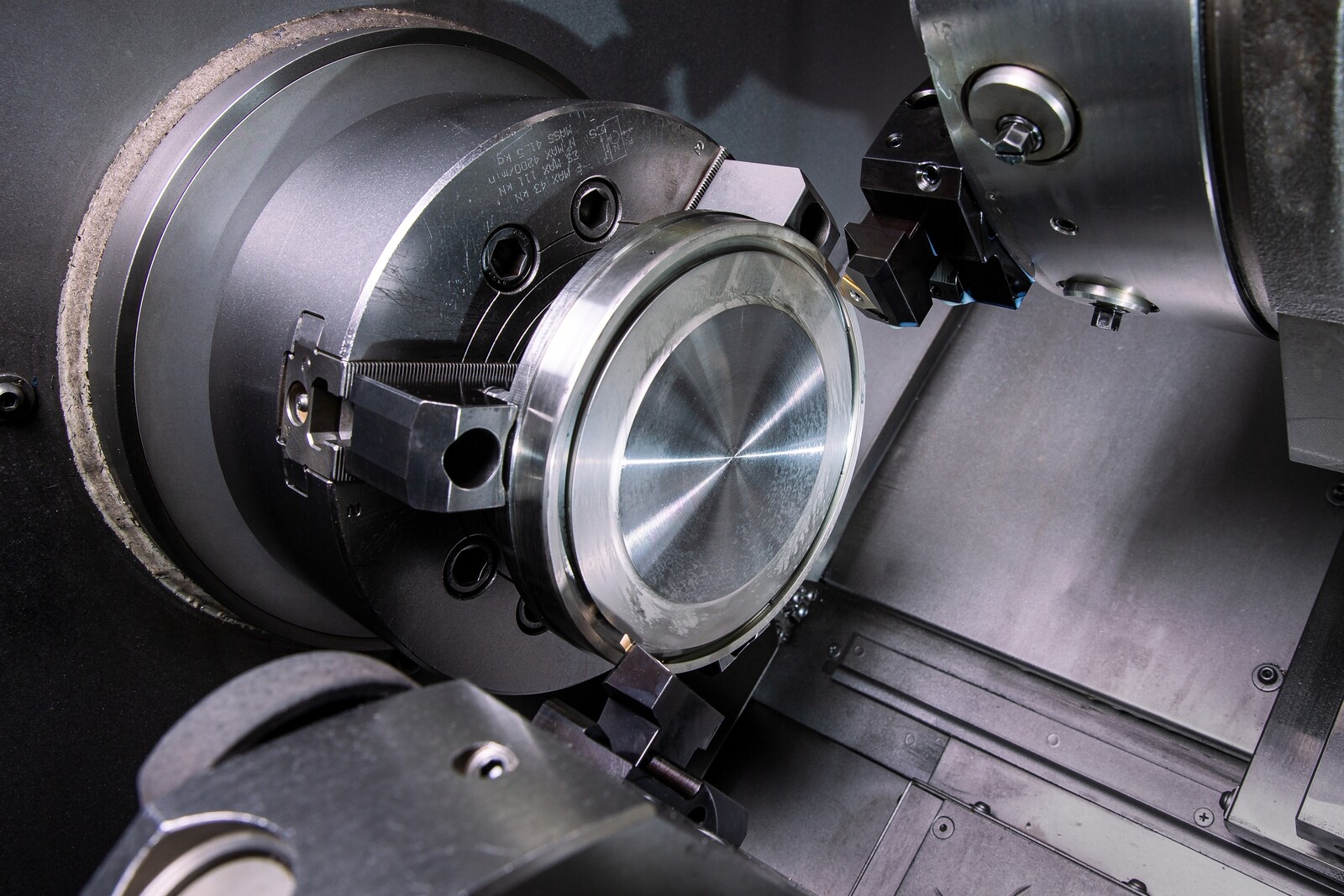
Die Simultanbearbeitung mit zwei Werkzeugrevolvern, der angepassten Werkzeuggeometrie und der Schnittaufteilung brachten die von Schwarzer erhoffte Lösung des Problems. Dück wechselte vom zweischneidigen System 231 auf die dreischneidige Wendeschneidplatte des Typs S316. Die Schneidengeometrie sowie das Hartmetallsubstrat passten die Horn-Techniker auf die Werkstoffe an. „Die entscheidende Rolle zur erfolgreichen Prozessverbesserung brachte auch die Strategie, mit zwei Werkzeugrevolvern simultan einzustechen. Die Nut ist somit breiter als der Span. Dadurch haben wir einen sehr guten Abfluss der Späne aus der Nut“, erzählt Dück.
1,5 statt 6 min Bearbeitungszeit
„Horn lieferte sehr schnell die erste Variante des neuen Werkzeugsystems. Die ersten Tests verliefen schon positiv, aber wir wollten noch mehr Leistung für den Zerspanprozess herauskitzeln“, sagt Mittelteicher. Horn legte nach und lieferte in kurzer Zeit eine verbesserte Variante der Werkzeuge. „Über unser Greenline-System sind wir in der Lage, Sonderschneidplatten in einer Stückzahl von maximal 50 innerhalb von fünf Arbeitstagen nach Zeichnungsfreigabe durch den Kunden zu liefern. Sonderwerkzeugträger sind auf zwei Stück begrenzt und innerhalb von 10 Arbeitstagen lieferbar“, so Dück. Mit der zweiten Variante stellten sie die Verantwortlichen von Schwarzer voll zufrieden. Die Bearbeitungszeit liegt jetzt bei nur noch 1,5 min, statt vorher 6 min.
Hauptschneiden überlappen um 0,1 mm
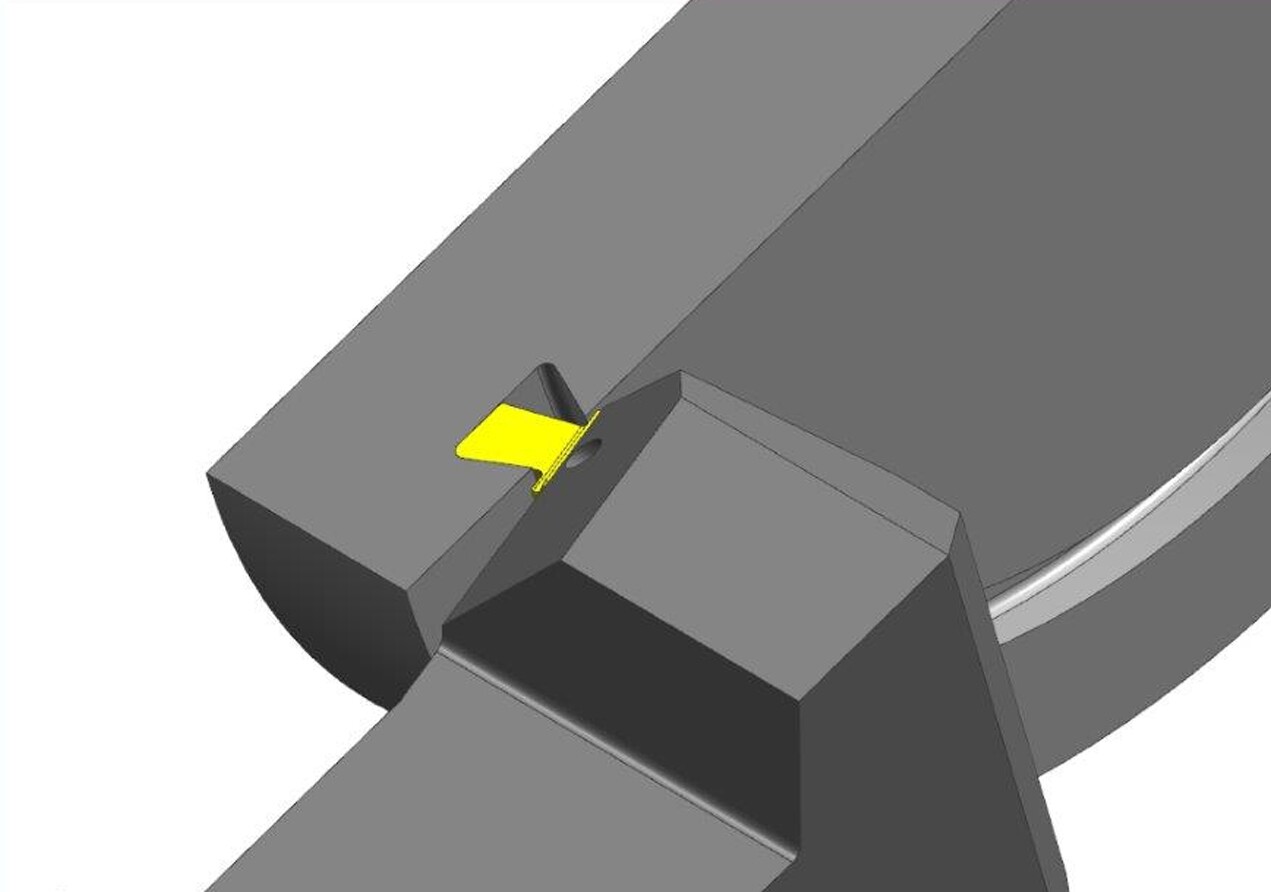
Der Schwalbenschwanz hat einen Winkel von 48°. Jede der beiden Schneidplatten fertigt eine Seite mit einer Schräge von 24° simultan. Die Einfahrt ins Bauteil geschieht erst axial und dann in zwei Achsen den Winkel kopierend mit dem Eckenradius von 0,6 mm bis auf den Nutgrund in einer Tiefe von 4,5 mm. Am Nutgrund entsteht durch das Stechen mit zwei Schneidplatten kein Absatz, da sich die Schneidbreiten der stirnseitigen Hauptschneiden um rund 0,1 mm überlappen. Die Einbaulage der Schneidplatten im Halter beträgt 10°. Dies war nötig, um die Schneide durch den großen seitlichen Winkel von 24° nicht zu sehr zu schwächen. Des Weiteren bewirkt dies eine gute Weiterleitung der Zerspankräfte in Richtung des Halters. Für die optimale Kühlung der Scherzone und zur besseren Spanabfuhr sind die Werkzeugträger mit einer inneren Kühlmittelzufuhr direkt auf die Spanfläche ausgestattet. Die Übergabe des Kühlmittelmediums erfolgt über die VDI-Schnittstelle zu dem Quadratschafthalter.
Immer die passende Antwort
„Die Unterstützung von Horn stellte uns bei diesem Projekt wieder einmal voll zufrieden. Horn bleibt dran, auch wenn die Werkzeuge den Kunden beim ersten Versuch nicht komplett überzeugen. Die Horn-Techniker finden auch bei kleinen Rückschlägen immer die passende Antwort: Mit einer leistungsfähigen Werkzeuglösung“, resümiert Mittelteicher. Auch Thomas Dück, der einst beim Unternehmen Schwarzer seine technische Ausbildung absolviert hat, freut sich immer wieder, in seinen ehemaligen Ausbildungsbetrieb zurückzukehren: „Ich freue mich immer, wenn ich von Schwarzer einen Anruf zu einem Projekt bekomme. Nicht nur weil ich hier gelernt habe, sondern die familiäre Art sowie die ständige Bereitschaft zur Optimierung der Zerspanprozesse in diesem Unternehmen faszinieren mich bis heute und spiegeln sich auch bei Horn wider.“
‘Fix und fertig vom Sägen bis zur Montage’
Dieser Leitsatz prägt die Schwarzer GmbH seit Gründung 1969 und wird gelebt. Im Zusammenfluss von Dienstleistungen wie Drehen, Fräsen, Bohren und Schleifen sieht das Unternehmen die Stärken. Durch die Montage der bei Schwarzer gefertigten Komponenten verspricht das Unternehmen seinen Kunden einen Vorteil an Qualität. Auch die schwierigsten Aufträge werden zuverlässig, sorgfältig und terminorientiert ausgeführt. Von Losgröße 1 bis 10.000 liefert Schwarzer Komponenten, Baugruppen bis hin zu kleinen Maschinen nach den Konstruktionswünschen seiner Kunden.