von Rüdiger Kroh
Der Begriff Hidden Champion beschreibt die Plansee-Gruppe ganz gut. Das Unternehmen mit Hauptsitz im österreichischen Reutte ist fokussiert auf die Herstellung, Verarbeitung und Vermarktung der Refraktärmetalle Molybdän und Wolfram. Diese hochschmelzenden Metalle kommen immer dann zum Einsatz, wenn herkömmliche Werkstoffe an ihre Grenzen stoßen − ob in der Elektronikindustrie, der Beschichtungstechnik oder in Hochtemperaturöfen. Plansee stellt diese Metalle und Verbundwerkstoffe pulvermetallurgisch her und deckt vom Erzkonzentrat über das Halbzeug bis zur kundenspezifischen Komponente den gesamten Produktionsprozess ab.
Dazu gehört auch die Zerspanungsabteilung im Stammwerk in Reutte/Tirol. Diese Abteilung umfasst 80 Mitarbeiter und deckt mit rund 30 Maschinen die Verfahren Drehen, Fräsen und Schleifen ab. „Wir bearbeiten pro Jahr an die 1.200 unterschiedliche Bauteile in Losgrößen von eins bis 100.000 Stück“, erklärt Produktionslinienleiter Markus Müller. „Dabei bedienen wir eine extrem große Bandbreite an unterschiedlichen Industrien.“ Wenn ein Produkt eine gewisse Stückzahl erreicht hat, wird es in einer eigenen Produktionslinie in die Serienfertigung überführt.
Rüstzeiten sollten reduziert werden
Organisiert ist der Bereich Zerspanung bislang als Werkstattfertigung. Und genau daran sollte sich etwas ändern. Müller beschreibt die Überlegungen: „Wir wollten schon länger eine Lösung realisieren mit mehreren Maschinen, die an einem Palettenpool angeschlossen sind, um Rüst- und damit Leerlaufzeiten zu reduzieren. Doch dieser Schritt ist uns aus zwei Gründen immer schwer gefallen. Erstens erfordert er eine große Investitionssumme und zweitens ist es technologisch ein Riesenschritt von der Werkstattfertigung zur Produktion aus dem Palettenpool. Daher haben wir uns Zeit gelassen, damit auch die Mitarbeiter den Weg mitgehen.“
Doch auf der EMO 2015 in Mailand war es dann soweit. Dort stellte Grob sein 5-Achs-Universal-Bearbeitungszentrum G550 mit dem neu entwickelten Palettenrundspeichersystem vor. Es kann in drei Versionen mit fünf, zehn oder 13 Paletten-Ablageplätzen an die Maschine angebaut werden. „Diese Konstellation hat uns sofort gefallen und bei der Firma Grob hatten wir ohnehin ein gutes Gefühl, weil wir als Unternehmen ähnlich denken und aufgebaut sind“, war Müller überzeugt. Dabei bestand der Kontakt zum Mindelheimer Hersteller schon länger. „Erste Gespräche gab es im Jahr 2012, allerdings hat es eine gewisse Zeit gedauert, bis das richtige Produkt da war“, erinnert sich Dietmar Hagspiel, Verkaufsleiter beim zuständigen Grob-Partner in Österreich, der Alfleth Engineering GmbH.
Fokus auf Flexibilität bei der Fertigung
Dann ging es relativ schnell: Im April 2016 wurde das Bearbeitungszentrum bestellt und Ende Oktober in Betrieb genommen. Das Hauptaugenmerk bei der Spezifizierung lag dabei auf Flexibilität. „Wir können aufgrund unseres großen Produktmixes keine Maschine kaufen, die nur auf bestimmte Bauteile ausgelegt ist“, begründet Müller. „Wir wissen nicht, was wir in ein oder zwei Jahren auf der Anlage fertigen werden und haben uns daher für ein Maximum an Werkzeug- und Palettenplätzen sowie eine umfangreiche technische Ausstattung entschieden.“ Die Wahl fiel so auf einen Palettenspeicher mit 13 Plätzen, ein Werkzeugmagazin mit 332 Plätzen, Vakuum- und Hydraulikspannung im Arbeitsraum, ein Prozessüberwachungssystem, zwei Messtaster und ein Energieeffizienzpaket. „Darüber hinaus verfügt die Maschine über ein Genauigkeitspaket, bei dem alle Achsen aktiv gekühlt werden, und über eine Asynchronspindel mit einer Drehzahl von 16.000 min‾¹, 206 Nm Drehmoment und 32 kW Leistung“, ergänzt Hagspiel.
Stabilität der Maschine sorgt für hohe Genauigkeit
Ein wichtiges Kriterium war für Plansee auch die Stabilität der Maschine. Diese wurde in Probebearbeitungen im Grob-Technologie- und Anwendungszentrum ausgiebig getestet. „Und die damaligen Ergebnisse haben sich auch in der Praxis bestätigt“, urteilt der Produktionsleiter. „Aufgrund der Stabilität der G550 erreichen wir sehr hohe Genauigkeiten und bessere Oberflächengüten.“ Willkommener Nebeneffekt: Die Werkzeuge halten länger. „Wir bearbeiten auf der Maschine in erster Linie Molybdän und da ist der Werkzeugverschleiß ein ganz anderer als bei Stahl oder Aluminium“, so Müller.
Der Übergang auf die Fertigung aus dem Palettenpool ging einher mit einer Umstellung auf CAM-Programmierung, dem Aufbau eines Werkzeugmanagements und der kompletten Vernetzung der Produktion mit dem SAP-System. Schritt für Schritt machte sich dann das dreiköpfige Team der Grob-Maschine an die Arbeit. Dazu Müller: „Es galt, ein Bauteil nach dem anderen sauber einzufahren. Dabei bekamen die Mitarbeiter auch Zeit, mal etwas auszuprobieren.“
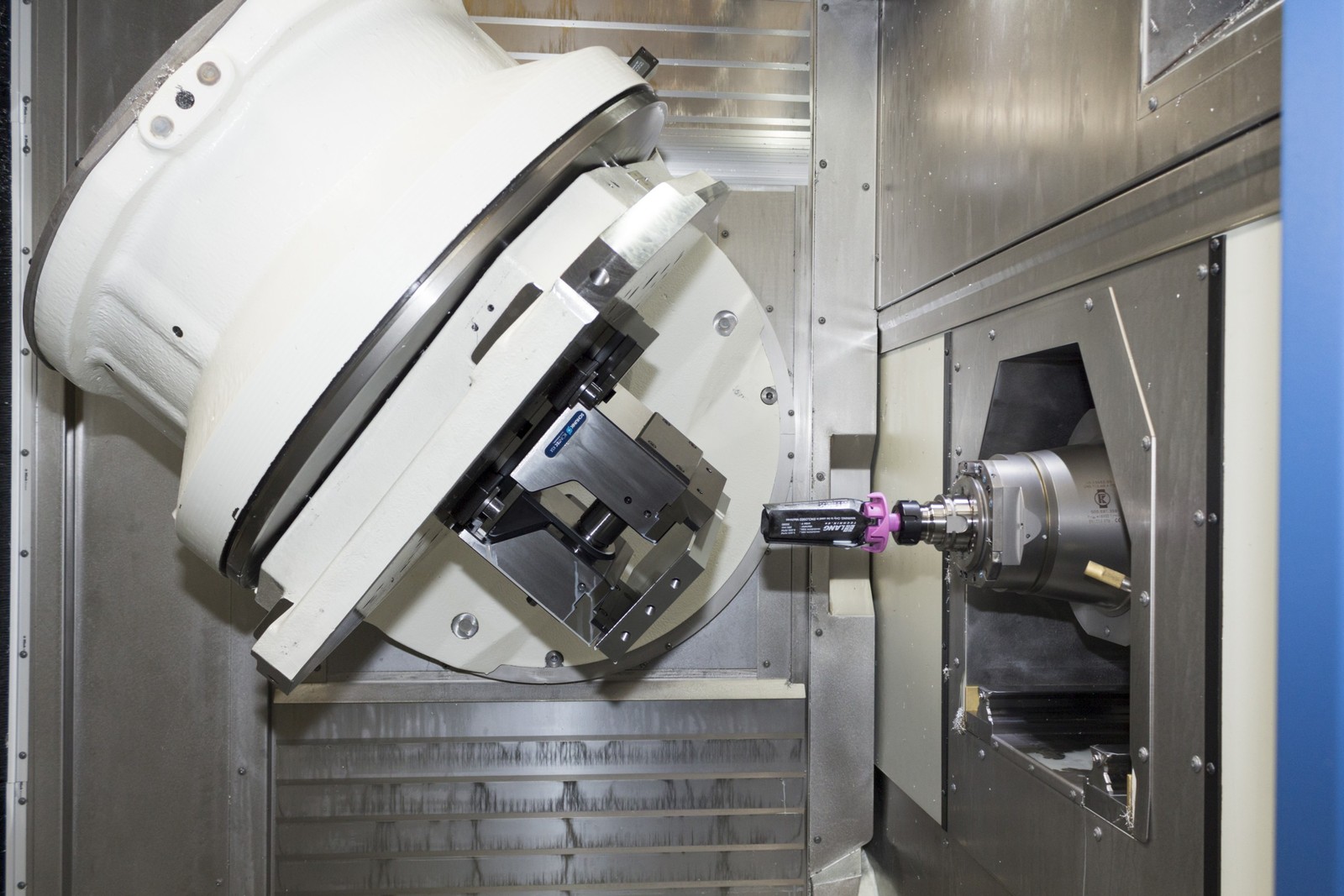
Der Fokus bei den Bauteilen lag auf Wiederholprodukten, wobei die Stückzahl nicht ausschlaggebend war. Es sollte vielmehr erreicht werden, dass regelmäßig wiederkehrende Teile bereits auf der Palette gerüstet sind und dann schnell bearbeitet werden können. Dabei spielt eine intelligente Spanntechnik eine wichtige Rolle. Weil auf dem Bearbeitungszentrum auch mehrere Bauteile von fünf Seiten bearbeitet werden können, setzt Plansee häufig selbst konstruierte Mehrfachspannsysteme ein und erzielt so höhere Laufzeiten.
Eine unbemannte Schicht
Ein Beispiel aus der großen Bandbreite schildert der Produktionsexperte: „Bei einem sehr hochwertigen Bauteil aus Molybdän wollte der Kunde das Drahtschneiden durch Fräsen ersetzen. Dabei mussten Maßtoleranzen von ±3 µm, Form- und Lagetoleranzen von kleiner 10 µm und Ebenheiten unter 4 µm am Bauteil gefräst werden. Auf der Grob-Maschine haben wir diese Genauigkeit erreicht.“
Die Anlage läuft bei Plansee im Dreischichtbetrieb, wobei in der ersten Schicht Neuteile eingefahren und optimiert werden, während in der zweiten und dritten Schicht produziert wird. „Unser Ziel war es, die dritte Schicht bis Jahresende unbemannt zu fahren, dies haben wir bereits zwei Monate früher erreicht“, sagt Müller. Sein Blick geht aber auch schon voraus, wenn die Anlage einmal ausgelastet sein wird. „Unsere Vision wäre es, irgendwann zwei Bearbeitungszentren mit Palettenspeicher zum Produzieren zu haben und eines ohne Palettenpool zum Einfahren der Bauteile.“