
Der Werkzeughersteller Horn setzt weiter auf Technologie und innovative Schneiden. Als Beweis demonstrierten die Tübinger schon auf der AMB, was mit dem Polygondrehen machbar ist, wie sich das Gewindewirbeln nochmal deutlich verbessern lässt und was letztlich hinter dem vor der Messe angekündigten, neu aufgelegten Hobeln steckt, das Horn jetzt Speed-Forming nennt.„Das Speed-Forming wird großflächig keine anderen Technologien ersetzen. Es ist tatsächlich eine echte Nischenanwendung, die aber schon zum Einsatz kommt und tolle Alleinstellungsmerkmale hat“, berichtet der Geschäftsleiter Markus Kannwischer.
Glänzende Oberflächen mit dem neuen Jet-Wirbeln
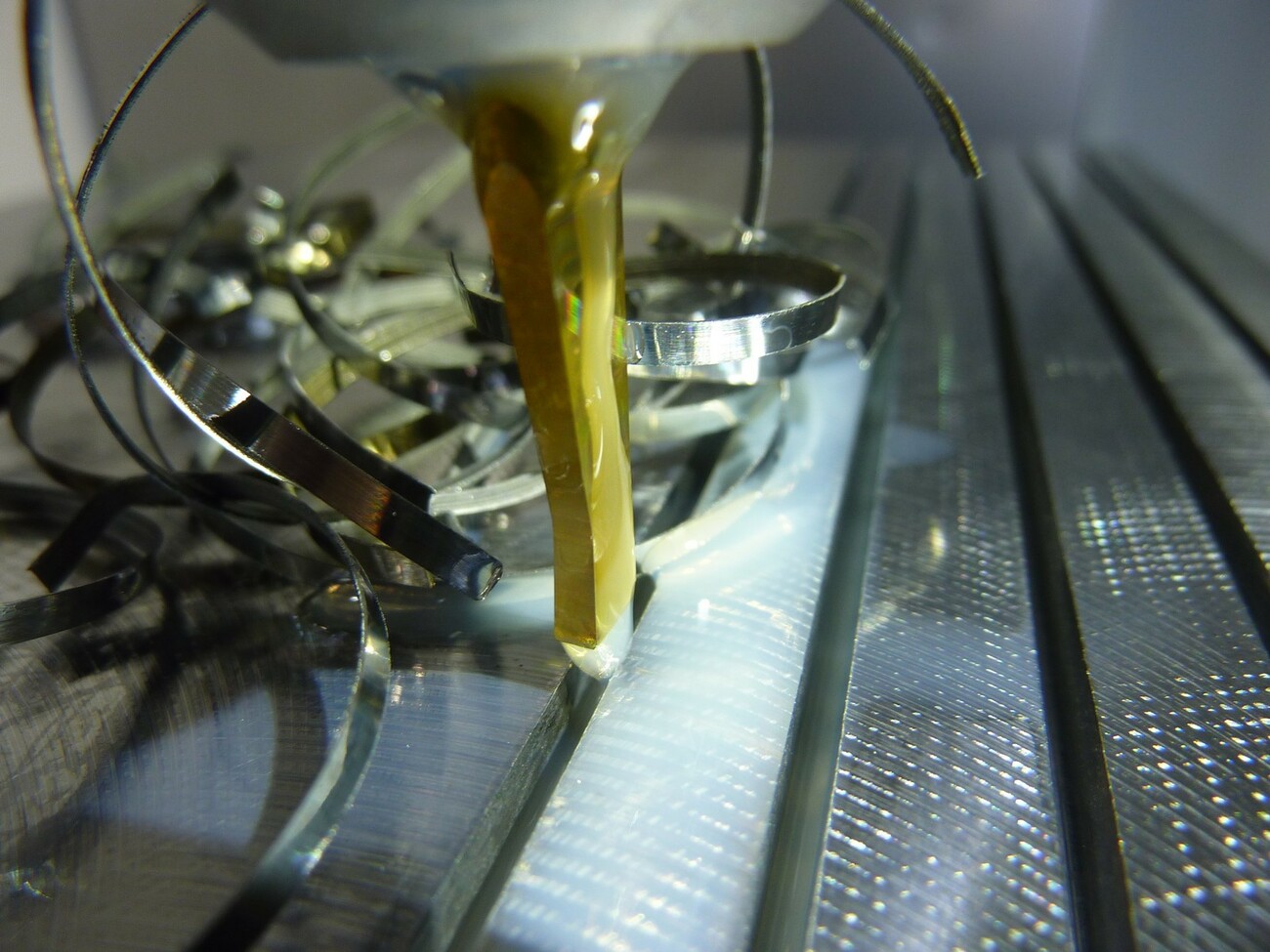
Das höchste Marktpotenzial der neuen Technologien attestiert Markus Kannwischer derzeit aber dem Gewindewirbeln, das den Kunden beispielsweise für medizintechnische Produkte großen Mehrwert bringt. „Mit dem Jet-Wirbeln haben wir es geschafft, als erste ein Wirbelwerkzeug zu entwickeln, das mit innerer Kühlmittelzufuhr Späne und alle negativen Effekte der Zerspanung einfach wegspült.“ Als mindestens eine Klasse besser schätzt Markus Kannwischer die durch das neue Jet-Wirbeln erzielbare, glänzende Oberflächengüte ein. Beim Highspeed-Wirbeln würde sich der Aufwand für das Schreiben neuer Zyklen, die nötig sind und beispielsweise für Langdrehmaschinen zusammen mit Traub entwickelt werden, auf jeden Fall lohnen. „In Verbindung mit den deutlich kürzeren Prozesszeiten lohnt es sich sogar, dafür die optimalen Maschinen anzuschaffen“, empfiehlt Markus Kannwischer.
Gut für die serielle Herstellung von Steckverbindungen
Unterdessen bescheinigt er dem ebenfalls auf der AMB vorgestellten Polygondrehen bis dato eher Einsätze für Nischenanwendungen. „Der Clou ist: Mit einer zusätzlichen Achse können nicht nur zylindrische, sondern auch konische Polygone gedreht werden, wie sie etwa zum Drehen der Polygonschnittstelle ISO 26623 nötig sind.“ Mit den eingesetzten Supermini- und Mini-Werkzeugen von Horn lassen sich sowohl Außen- wie auch Innen-Polygone herstellen. Das Verfahren eignet sich nach Angaben von Markus Kannwischer gut für die serielle Herstellung von Steckverbindungen, da während der Bearbeitung keine ruckartigen Bewegungen oder Bewegungsumkehrungen auftreten.
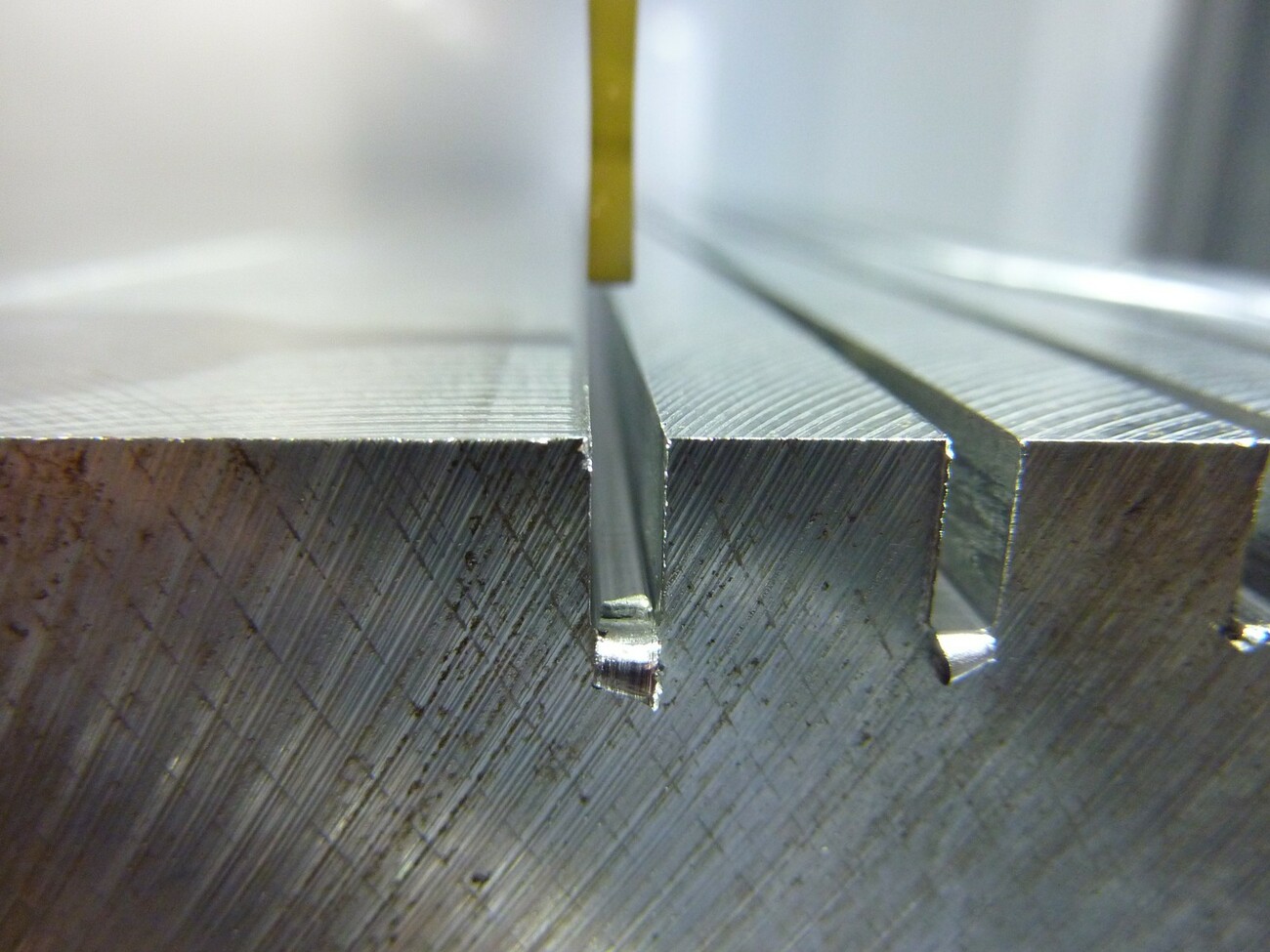
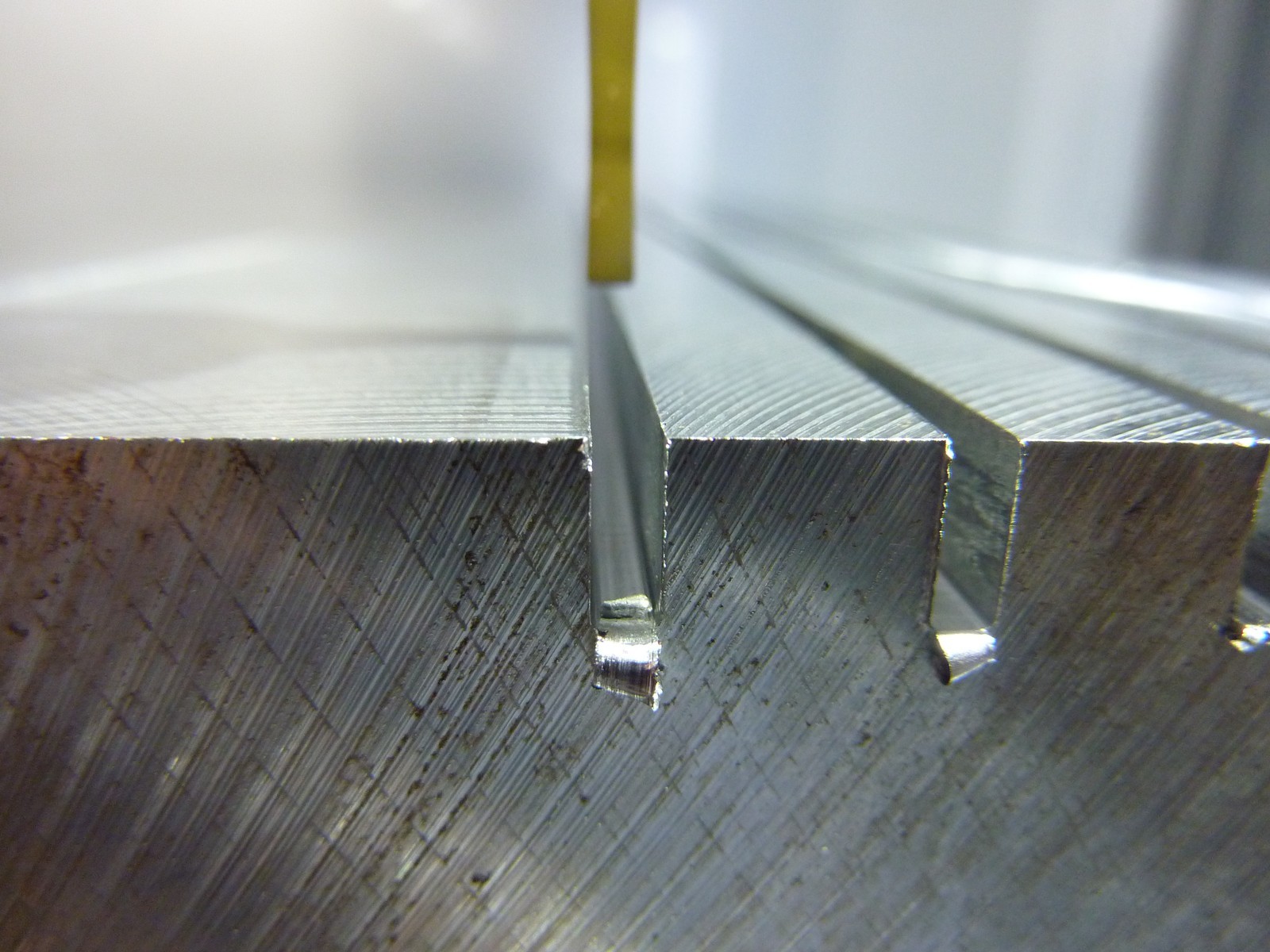
Am besten bis 3 mm Breite und 20 mm Tiefe
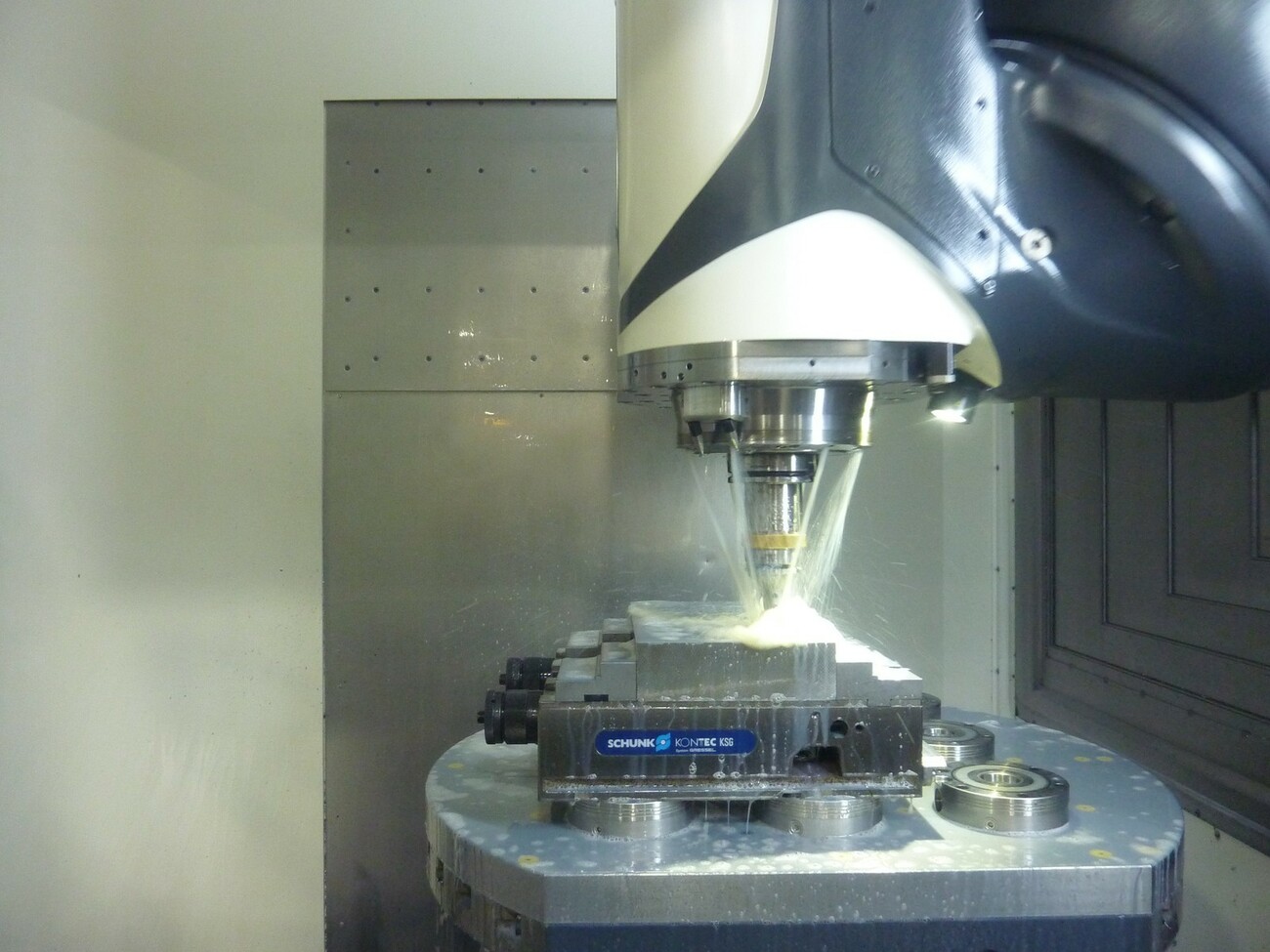
Ähnliche maschinen- und werkzeugschonende Symptome weist auch das Speed-Forming auf: „Es ist eine ideale Ergänzung für die bereits bestehenden Fräsprozesse“, versichert Markus Kannwischer, der mit der dritten Innovation des Tübinger Werkzeugherstellers echte Produktivitätsverbesserungen verspricht. Äußerst effizient arbeitet Speed-Forming nach Erfahrung von Markus Kannwischer vor allem, wenn es bei einem L/D-Verhältnis von 1 zu 8 eingesetzt wird. „Das grenzt das Verfahren auch klar zum Fräsen ab. Je tiefer die Nut, desto ungünstiger das L/D-Verhältnis. Im Umkehrschluss empfehlen wir spätestens bei einem L/D von 6 das Fräsen.“ Am besten lassen sich mit dem Speed-Forming schmale und tiefe Nuten von 2 bis 3 mm Breite mit maximalen Tiefen von rund 20 mm erzeugen. „Die maximale Zustellung liegt bei etwa 0,3 mm. Die Schnittgeschwindigkeit begrenzt die Eilganggeschwindigkeit der Maschine, die wir marktüblich mit rund 60 m/min kalkulieren. Es geht aber auch deutlich schneller. Theoretisch wären bis zu 180 m/min möglich.“ Dass der Prozess selbst gegenüber dem Nutenfräsen tatsächlich effizient ist, hat Horn mit einem namhaften Werkzeugmaschinenhersteller in ausführlichen Tests ermittelt.
Schlangenlinien mit großen Freiwinkeln
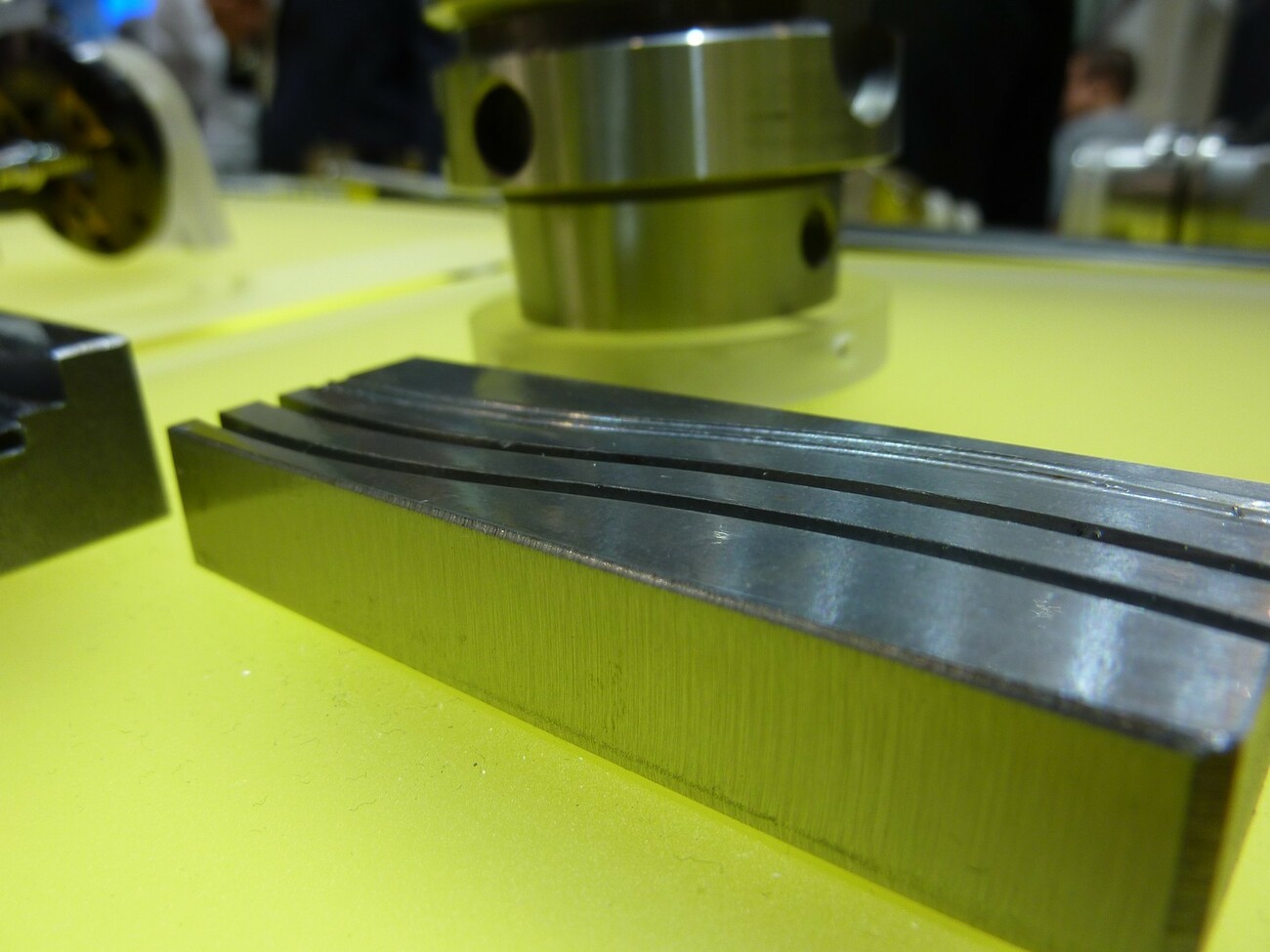
„Interessant ist, dass sich mit den Werkzeugen auch bogen- oder wellenförmige Nuten erzeugen lassen. Kühl- oder Versteifungsrippen von Gehäusen können so erzeugt werden“, erklärt Markus Kannwischer. Nötig seien dazu allerdings die passenden Zyklen und Maschinen, die im Eilgang auch engere Radien von bis zu 75 mm ausführen können. „Die Werkzeuge können heute schon Radien von etwa 25 bis 20 mm mitmachen“, was nach Angaben von Markus Kannwischer natürlich auch an der speziellen Geometrie der Werkzeuge liegt. Denn die Speed-Forming-Werkzeuge seien nur auf Basis des Systems Supermini Typ 105 entwickelt worden und nach der Schneide aber stark verjüngt und somit eben für Schlangenlinien-Bewegungen ideal konfektioniert.
Konzentriert auf lineare und kurvige Nuten
„Die Geometrie ist ganz anders als unsere typische Supermini-Form. Theoretisch können wir die Speed-Forming-Werkzeuge zwar auch zum Axialstechen auf Drehmaschinen nutzen. Dies ist aber zurzeit nicht vorgesehen. Wir konzentrieren uns mit diesen sehr speziellen Werkzeugen auf lineare und kurvige Nuten, die sowohl links wie rechts aber auch in der Tiefe variieren dürfen. Das bringt den eigentlichen großen Mehrwert für die Anwender.“ Geheimnis ist nach Angaben von Markus Kannwischer die Harmonie der Bewegung. Die runden Bewegungen, die in den Zyklen hinterlegt sind, würden das Zusammenspiel der Werkzeuge mit der Maschine perfektionieren und für ordentliche Standzeiten der Werkzeuge in Stahl, Guss und Aluminium sorgen.
Auch für höherfeste Stähle – positive Energiebilanz
Positiv sind nach Angaben von Markus Kannwischer auch die Tests in Automatenstahl gewesen. „Für höherfeste Stähle entwickeln wir derzeit eine Spanformergeometrie, die das Verklemmen von Spänen komplett ausschließt. Dabei kommt uns natürlich unsere große Erfahrung mit unseren Nutstech-Werkzeugen sehr entgegen. Im Prinzip lassen sich diese Geometrien fast 1:1 übernehmen, aber eben nur fast 1:1“, weist Markus Kannwischer auf das besondere Bewegungsprofil der Speed-Former hin. Wer zumindest den geradlinigen Prozess testen möchte, kann das nach Angaben von Markus Kannwischer problemlos auf einer Standardmaschine tun, wie der DMU 80P Duoblock.
Bis 35 mm Nuttiefe
Anfangen sollten Zerspaner mit dem Programmieren von geraden Nuten, die erfahrene CNC-Programmierer vor keine großen Herausforderungen stellen. Für das Fahren von Bahnkurven werden derzeit zusammen mit Maschinen- und Steuerungsherstellern Zyklen entwickelt. Für den Start bietet Horn das Werkzeugsystem in den Schneidbreiten 1,5 bis 4 mm und Nuttiefen von 12 bis 35 mm an. Die Werkzeugträger sind mit HSK-63-Schnittstelle und als Rundschaft mit 16mm bis 25 mm Durchmesser verfügbar. Alle Trägervarianten besitzen eine innere Kühlmittelzufuhr. Ebenfalls positiv, so Markus Kannwischer, ist auch die Energiebilanz des Speed-Forming-Prozesses, die aufgrund der nicht nötigen Spindelrotation einzig durch die Linearachsen-Bewegung aufsummiert wird. „Die Speed-Former fahren bei 0,3 mm Zustellung natürlich ein paar mal mehr hin und her. Auf der anderen Seite wird aber auch nur ein Span pro Durchgang genommen, während der Fräser viele kleine Späne, also Anschnitte produziert. In Summe müsste der Speed-Former auch in der Energiebilanz die Nase vorne haben.“
kb