Das erste modulare Schrumpfwerkzeug-System von Diebold lässt sich nicht nur sehr schnell verlängern oder verkürzen - das DMS bietet zusätzlich besondere Dämpfungseigenschaften. Denn beim dynamischen 5-Achs-Fräsen seien einteilige Schrumpffutter oft zu starr, erklärt Diebold-Geschäftsführer Hermann Diebold. Rattern, starke Fräser-Abnutzung und Konturungenauigkeiten gleicht demnach das Diebold Modular System fast gänzlich aus.
Schrumpfwerkzeug-System mit Dämpfung auch in allen gängigen ER-Spannzangenfuttern einsetzbar
Das DMS verfügt durch den mehrteiligen Aufbau und die vielen Kombinationsmöglichkeiten über wirklich besondere Dämpfungseigenschaften. Dazu hat der Messtechnik-, Spindel- und Werkzeughersteller Diebold die Schnittstelle der Verlängerungen und Reduzierungen mit einem ER-Kegel samt Innengewinde ausgelegt. Als großes Plus und Mehrfachnutzen führt Geschäftsführer Hermann Diebold an, dass diese Verlängerungen auch in allen gängigen ER-Spannzangenfuttern einsetzbar sind. „Die ER-Futter sind bei den Anwendern 1.000-fach vorhanden. Mit dem DMS-Baukastensystem lassen sich sehr schlanke und lange Werkzeugkombinationen zusammenstellen, ohne dass man in teure Sonderwerkzeuge investieren muss“, betont Hermann Diebold. Demgegenüber seien einteilige Schrumpffutter sehr steif. Deren Vorteil sei aber die sehr hohe Spannkraft bei sehr guter Rundlaufgenauigkeit.
Edelstahlfutter müssen länger bei höheren Temperaturen geschrumpft werden
Allerdings werden beim dynamischen 5-Achs-Fräsen mit hoher Geschwindigkeit Radien gefahren. „Dann sind einteilige Schrumpffutter eben oft zu ‚starr‘, was zum Rattern oder zur verstärkten Abnutzung der Fräser und Konturungenauigkeiten führen kann.“ Für diesen Fall empfiehlt Hermann Diebold das DMS. Denn die Verbindungstelle zwischen Grundhalter und Schrumpfverlängerung ist nachgiebig und sorgt im Grenzbereich des Fräsens für die gewünschte Dämpfung. Als Grund führt Hermann Diebold an, dass die DMS-Schrumpffutter-Verlängerungen aus dem gleichen Warmarbeitsstahl hergestellt werden wie die Schrumpffutter. „Es gibt auf dem Markt vergleichbare Systeme bei denen die Verlängerungen aber aus Edelstahl gemacht sind. Für die Dämpfung bringt Edelstahl keine Vorteile, nur dass die Oberfläche weniger korrosionsanfällig ist. Ein großer Nachteil der Edelstahlfutter ist allerdings, dass sie wesentlich höhere Schrumpftemperaturen und längere Schrumpfdauer benötigen als dies bei klassischem Werkstoff für Schrumpffutter der Fall ist.“ Dies, so Hermann Diebold, ist nicht gut für die dünnwandigen und dadurch sensiblen Verlängerungen, weil sich dadurch die Toleranzen ungünstig verändern.
Mehrfachnutzen: Haltekraft, Rundlauf, Dämpfung
Besonders wirtschaftlich ist das DMS nach Erfahrung von Hermann Diebold, weil die Verlängerungen und Reduzierungen in allen vorhanden ER-Futtern eingesetzt werden können. Zudem werden im modularen DMS-System aufgrund des mehrteiligen Aufbaus die Vorteile der Schrumpftechnik – hohe Haltekraft und guter Rundlauf – zusätzlich kombiniert mit besseren Dämpfungseigenschaften. „Die zweiteilige Werkzeugaufnahme ist durch ihre Trennstelle tatsächlich schwingungsdämpfend. Dort wo Dämpfung benötigt wird, ist die zweiteilige modulare Lösung ideal, ansonsten erfüllen einteilige Schrumpffutter ihren Zweck hervorragend“, berichtet Hermann Diebold. Vorteile bringt DMS insbesondere in der Präzisionsbearbeitung, im Formenbau, in der 5-Achs-Bearbeitung und in der Hochgeschwindigkeitsbearbeitung. Dort, wo eine Dämpfung der Fräswerkzeuge erwünscht ist, damit kein vorzeitiger Werkzeugverschleiß oder unsaubere Konturen oder Oberflächen entstehen, erklärt Hermann Diebold.
Ohne Überwurfmutter besser in Taschen und Kavitäten
Durch die stets sehr schlanken Verlängerungen wird die Zugänglichkeit zum Werkstück verbessert. Die Bearbeitung tiefer Taschen und Kavitäten wird deutlich erleichtert. Der Einsatz von Werkzeugen mit Innenkühlung ist jederzeit möglich, was bei geschlitzten Spannzangen in klassischen Spannzangenfuttern mit viel Abdichtaufwand verbunden wäre. „Klassische Spannzangenfutter haben große Überwurfmuttern. Insofern sind sie auch für den Einsatz bei tiefen Ausfräsungen mit schräger Wandung, wie sie im Formenbau oft vorkommen, nicht verwendbar“, berichtet Hermann Diebold. Besser sei das DMS-System: Durch dessen Modularität sind Zerspaner absolut flexibel. Mit nur einer Grundaufnahme lassen sich Werkzeughalter verschiedenster Längen-Durchmesser-Kombinationen aufbauen. „Dennoch wird am Fräserschaft ein sehr guter Rundlauf erreicht, ein wichtiger Faktor in der Hochpräzisionsbearbeitung“, sagt Hermann Diebold. Unterm Strich könnte die Anzahl der eingesetzten Werkzeugaufnahmen in der Fertigung deutlich reduziert und so die Investitionskosten niedrig gehalten werden. „Auf höchste Rundlauf-Qualität muss dennoch nicht verzichtet werden“, versichert Hermann Diebold.
Allein richtige Werkstückspannung bringt Rationalisierungspotenzial von 30 %
Die DMS-Grundaufnahmen gibt es in zwei verschiedenen Kegel-Varianten, HSK-A 63 und HSK-E 40. Im HSK-63-Futter haben die Einsätze einen ER-25-Kegel, im HSK-40-Futter einen HSK-20-Kegel. „Die HSK-40-Futter mit den ER-20-Einsätzen sind noch im Feldtest und erhalten in Kürze ihre Markfreigabe.“ Die DMS-Verlängerungen können nach Angaben von Hermann Diebold außer im DMS auch auf Drehmaschinen in angetriebenen Werkzeugen gespannt werden oder bei der Rückseitenbearbeitung auf Langdrehern. „Anwender haben somit eine weitere Verwendungsmöglichkeit. Ein wichtiger Vorteil für einen kostengünstigen Werkzeugbestand“, betont Hermann Diebold. „Unsere erfahrenen Techniker kommen gerne mit unserem Service- und Vorführmobil ‚auf Ihren Hof‘ und unterstützen die Fachleute bei der Analyse und Auswahl der richtigen Werkzeughaltersysteme für die Fräsprozesse und neuerdings auch der Spannmittel für die Werkstücke.“ Denn alleine durch die Auswahl der richtigen Werkstückspannung, ist durchaus ein Rationalisierungspotenzial von 30 % zu erwarten, schätzt Hermann Diebold. 30 % mehr Spindelzeit sei so problemlos erreichbar und ja wirklich ein enorm wirtschaftlicher Wert.
TER-Schrumpfspannzangen im Einsatz
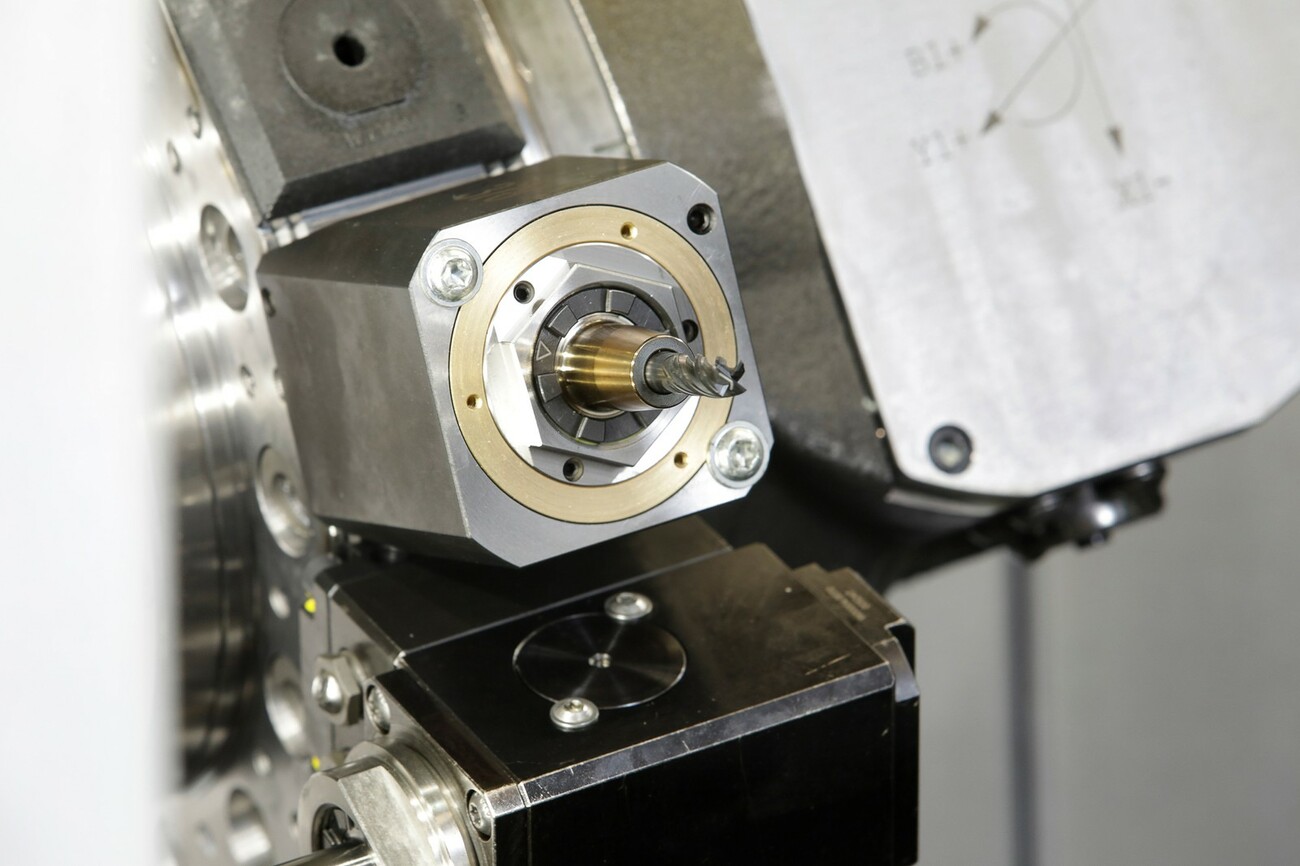
Schon vor der Entwicklung des DMS gab es von Diebold die patentierten Diebold TER-Schrumpfspannzangen mit der bekannten ER-Spannzangen-Kontur. Diese werden vorwiegend in Drehwerkzeugen eingesetzt werden. „Eigentlich sind es keine Spannzangen, sondern einteilige Schrumpfaufnahmen mit ER-Kegel, in der Anwendersprache nennt man sie trotzdem Schrumpfspannzangen“, erklärt Hermann Diebold. Großes Plus dieser Spannzangen sei der Rundlauf von unter 3 µm, die deshalb sehr genau gefertigt seien. „Durch ihre hohe Haltekraft als Schrumpfaufnahme übertragen sie hohe Drehmomente, und sie passen in jedes beim Anwender vorhandene ER-Spannfutter“, versichert Hermann Diebold. Die Wechselzeit beim Einsatz in angetriebenen Werkzeugen oder Winkelfräsköpfen dauert jetzt nur noch 2 bis 3 min. "Mit geschlitzten Spannzangen dauert das gut und gerne 20 bis 30 Minuten, bis wieder in Automatikbetrieb mit Gutstücken geschaltet werden kann“, betont Hermann Diebold. Beim Einschrumpfen wird mit Hilfe eines Längeneinstelladapters der Fräser gleich auf Länge eingestellt.
Auf Dreh-Fräszentren in Jungingen über 700 Stück im Einsatz
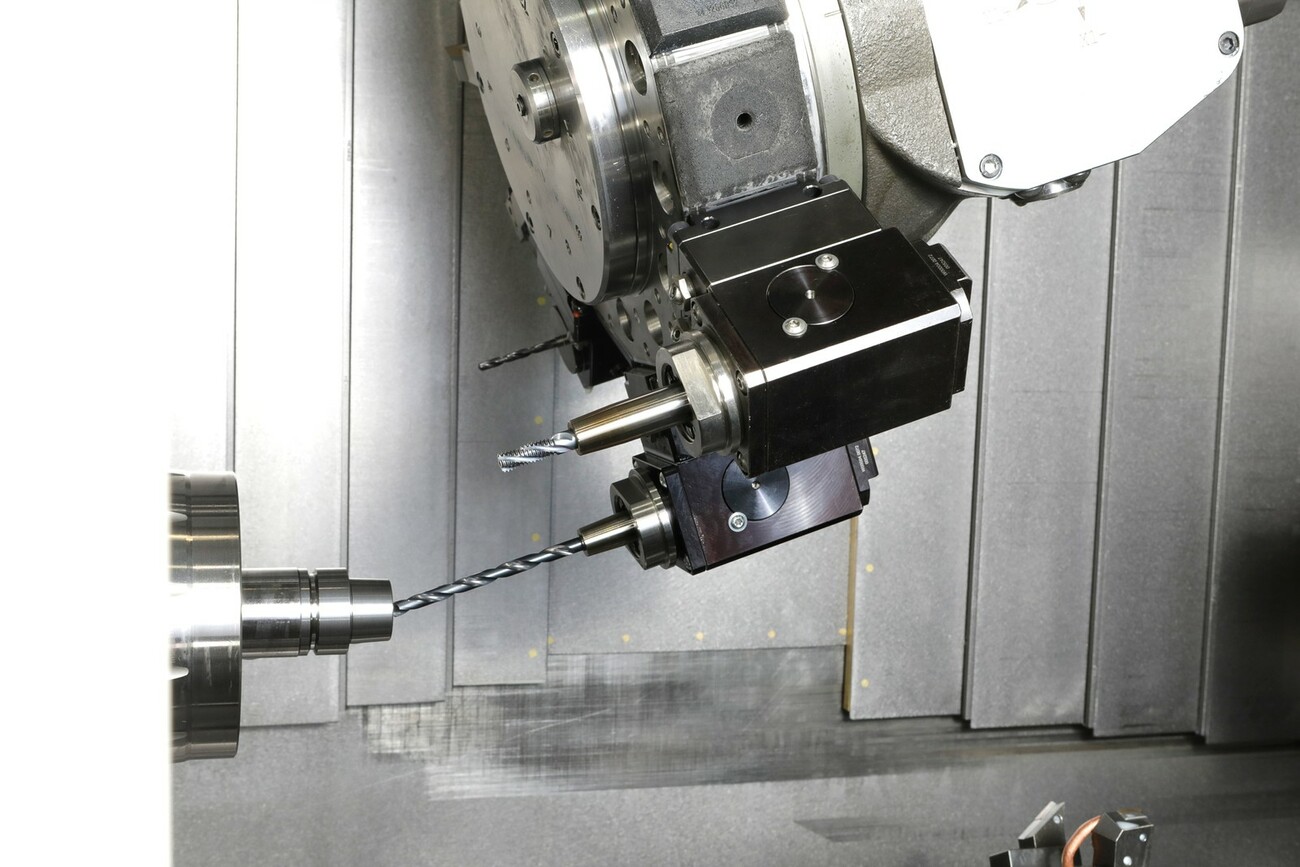
„Durch den sehr viel schnelleren Werkzeugwechsel gewinnt der Zerspaner dann enorm viel produktive Spindelzeit“, erklärt Hermann Diebold. Die TER-Schrumpfspannzangen seien kühlmitteldicht und damit für den Einsatz von innengekühlten Werkzeugen bestens geeignet. „Durch ihre enorme Haltekraft und zusammen mit dem guten Rundlauf sorgen sie oft für eine Produktivitätssteigerung von 300 bis 600 Prozent.“ Das, so Hermann Diebold, sei keine Fabelzahl, sondern eine in der Praxis oft bewiesene Einsparung. Diebold betreibt über 30 CNC-Maschinen in der eigenen Fertigung in Jungingen.
„Dort sind auf den Dreh-Fräsmaschinen und Bearbeitungszentren über 700 Stück solcher Schrumpfspannzangen im Einsatz. Sie haben eine erhebliche Verbesserung der Produktivität gebracht gegenüber der klassischen geschlitzten Spannzange.