
Die Haku GmbH in Alsdorf bei Aachen fertigt auf 1.400 m² mit 50 Mitarbeitern auf einem modernen Maschinenpark Einzelkomponenten, Prototypen, Kleinserien von fünf bis zehn Teilen sowie vereinzelt auch ganze Anlagen für Kunden in der ganzen Welt. Diese kommen aus der Automobilbranche, der Forschung, der Medizin- und Automatisierungstechnik sowie der Luft- und Raumfahrtindustrie. Die Kundschaft erwartet von Haku Produkte in sehr hoher Qualität und in kurzer Zeit. Das Unternehmen hat sich in den vergangenen 25 Jahren einen sehr guten Ruf als Spezialist für Einzelkomponenten und Prototypen erarbeitet. „Wir machen so ziemlich alles, da sind die unglaublichsten Sachen dabei“, erzählt Geschäftsführer Hilger Habsch begeistert. „Wir haben auch schon Komponenten für eine ISS-Mission der NASA gefertigt.“
Herausforderung: Titan-Bauteil
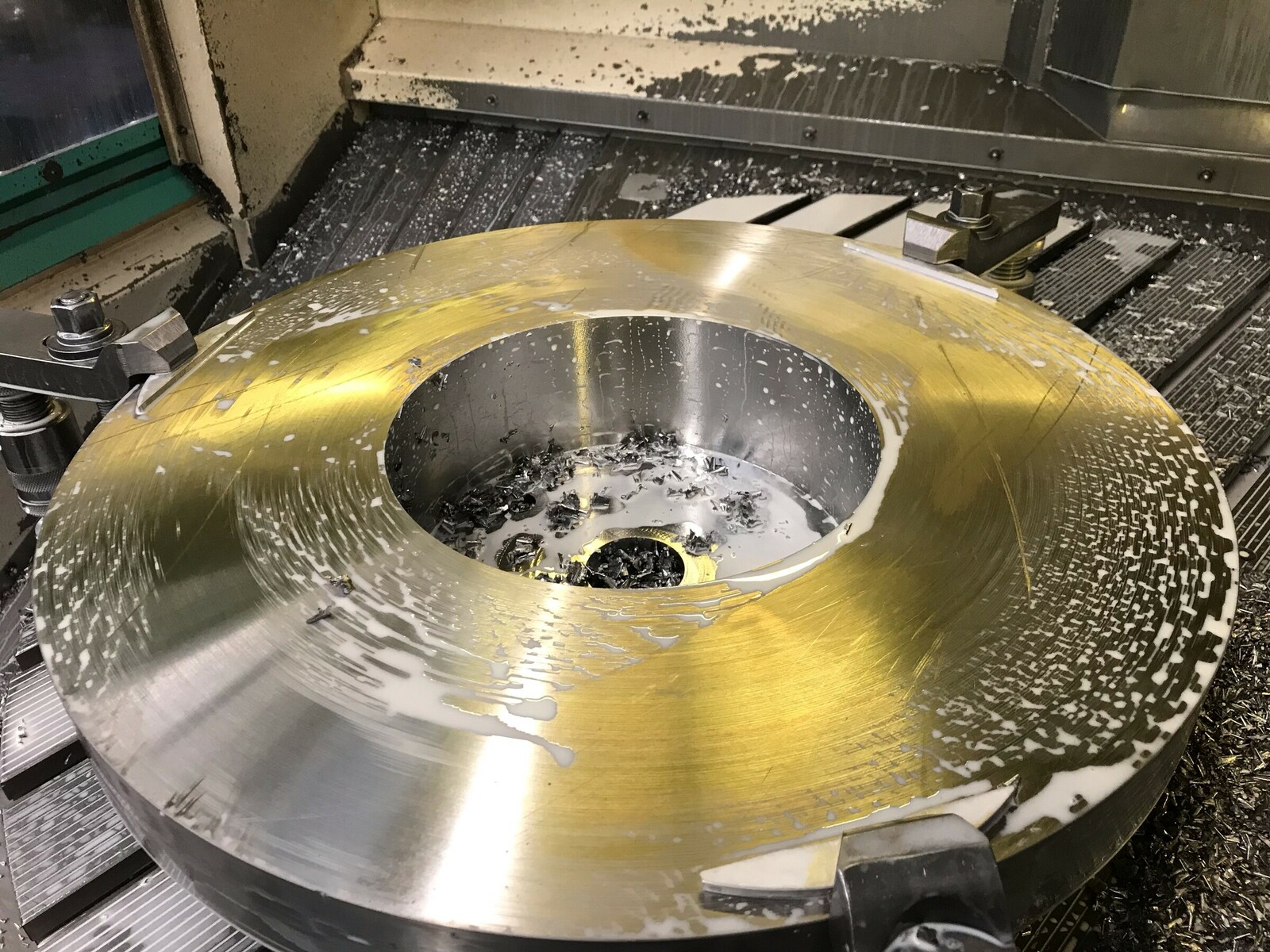
Dass das Unternehmen über das passende Know-how auch für komplexe Aufgaben verfügt, spricht sich herum. Darum wandte sich ein Kunde aus der Luft- und Raumfahrtindustrie wegen einiger Lagerschilde für einen Elektromotor in unterschiedlichen Größen an die Alsdorfer. Die Herausforderung war hierbei nicht so sehr die komplexe Form der Teile – vielmehr war das Arbeitsmaterial der Knackpunkt: Die Lagerschilde sollten aus einer soliden Scheibe Titan Ti6AL4V gefräst werden. „Schon die passenden Rohlinge zu bekommen, war nicht ganz einfach“, erzählt Habsch. „Und dann kostet so ein Sägeabschnitt auch noch eine Menge Geld. Bei einem solchen Projekt darf nichts schiefgehen, und man braucht mutige und gut ausgebildete Leute dafür.“ Erste Versuchsreihen mit Wendeschneidplatten eines anderen Werkzeugherstellers führten jedoch nicht zum gewünschten Ergebnis. „Das eingesetzte Werkzeug hat nicht gut funktioniert. Erst als wir die Wendeschneidplatten nachgeschliffen hatten, ging es besser“, erinnert sich der Geschäftsführer. „Und auch dann hätte die Bearbeitung noch ewig gedauert.“ Eine bessere Lösung musste her. Darum griff er zum Telefon und schilderte seinem Technologierpartner Iscar den Fall.
Innere Kühlmittelzufuhr direkt in die Schnittzone
Anton Kress, Produktspezialist Fräsen, und Anwendungstechniker Kai Herrmann arbeiteten eine Lösung aus. „Die besondere Herausforderung an das Werkzeug stellt das Titan dar“, erklärt Anton Kress. „Bei der Bearbeitung gehen etwa 90 Prozent der entstehenden Wärme ins Werkzeug. Wärme an der Schneide bedeutet Verschleiß.“ Dem begegnete das Iscar-Team mit dem Einsatz von Wendeschneidplatten (WSP) aus der verschleißfesten PVD-beschichteten Feinstkornsorte IC808. Die zielgerichtete innere Kühlmittelzufuhr direkt in die Schnittzone des Hochvorschubfräsers tat sein Übriges. Nach einer Testreihe auf den Maschinen von Haku stand fest: Der Mill 4 Feed ist das passende Werkzeug. Dieser leistungsstarke Hochvorschubfräser für die wirtschaftliche Bearbeitung aller Werkstoffe punktet beim Taschen-, Kontur-, Plan- und Drehfräsen. Der Fräser besitzt einseitige WSP mit vier Schneidkanten. Durch den positiven Spanwinkel ist das Werkzeug sehr weichschneidend. Der Krafteinfluss auf den Fräser erfolgt überwiegend in axialer Richtung. Damit ist ein schwingungsarmes Bearbeiten tiefer Kavitäten möglich. Die WSP für den Mill 4 Feed sind in fünf unterschiedlichen Geometrien und Schneidstoffsorten für alle Werkstoffe ausgeführt. Sie ermöglichen eine Zustellung bis zu 3 mm und einen maximalen Vorschub von 2 mm pro Zahn. Die Schneidkanten sind besonders stabil und ermöglichen lange Standzeiten auch bei unterbrochenen Schnitten.




Zeitersparnis: „Wir reden hier von Tagen“
Bei diesem Projekt sollte der Fräser mit einem Durchmesser von 50 mm und zwei unterschiedlichen WSP-Größen zum Einsatz kommen. In der ersten Aufspannung schruppte Haku mit der 12er-Platte die Kontur und den Freistich auf der Vorderseite vor. Die Feinbearbeitung folgte anschließende auf der Drehbank. Im nächsten Schritt brachte das Team um Hilger Habsch auf der Rückseite acht Taschen mit der 9-mm-WSP ein. Mit dem Mill 4 Feed konnte Haku die Standzeit des Werkzeugs deutlich steigern und gleichzeitig das Zeitspanvolumen von 5,73 auf 8,91 m³/min erhöhen. So dauerte die Bearbeitung der Titan-Scheibe etwa 100 min und mit dem Mill 4 Feed gut 60 min weniger als mit dem vorherigen Werkzeug. „Die Iscar-Lösung hat perfekt funktioniert und meine Erwartungen voll erfüllt“, sagt Habsch zufrieden. Die Lagerschilde haben die geforderte Qualität, und Haku konnte mit der notwendigen Genauigkeit und Geschwindigkeit arbeiten. „Durch den Mill 4 Feed haben wir prozesssicher und eine Menge Zeit eingespart. Im Vergleich mit dem ursprünglichen Werkzeug reden wir hier von Tagen“, sagt er und grinst.
Schnelle Rektion und gute Zusammenarbeit
Haku arbeitet schon seit einigen Jahren mit Iscar zusammen. Der Schwerpunkt liegt dabei auf Werkzeugen mit Wendeschneidplatten. „Das läuft völlig problemlos“, sagt Habsch. Vor allem die schnelle Reaktion der Ettlinger und der enge Kundenkontakt machen die gute Zusammenarbeit für ihn aus. „Iscar ist immer da, wenn wir sie brauchen, zwischenmenschlich passt es, die Produkte sind sehr gut und der Preis stimmt auch.“
ak