
Digitalisierung, Simulation, KI bis Klimaneutralität – den Einfluss der Megatrends auf die Schleiftechnik bündelte das WZL der RWTH Aachen Ende Januar in der 19. Schleiftechniktagung und präsentierte dort die Trends für 2022. Wohin die Reise bei den Schleifmaschinen, Steuerungen und HMIs geht, skizzierte United Grinding Group CTO Christoph Plüss. Anhand der ‚Schleifmaschine 5.0‘ erklärte der Schweizer, dass über die Erfüllung einer technologischen Bearbeitungsaufgabe hinaus die Interaktion zwischen Maschine und Bedienenden stärker im Fokus zukünftiger Maschinenentwicklungen stehen wird.
Schleiftechnik-Trends für die Generation Y
„United Grinding beschäftigt sich aber nicht nur mit Schleiftechnik, sondern auch Erodier-, Mess-, Lasertechnik bis 3D-Druck. Vor allem Digitalisierung und Softwareentwicklung werden aber künftig im Mittelpunkt stehen. Denn elementar wird das mechatronische Zusammenspiel – und zentral bereits in der heutigen Produktion.“ Spätestens 2025, so Christoph Plüss, wird sich die Spreu vom Weizen trennen. Dann rechnet United Grinding damit, dass die bis dahin in der Arbeitswelt dominante Generation Y, die digitale Transformation massiv beschleunigen wird und das neue Bedienkonzept ‚Core‘ voll zum Tragen kommt. Core hatte die United Grinding Group 2015 als Initiative gestartet und letztes Jahr auf der EMO groß vorgestellt.

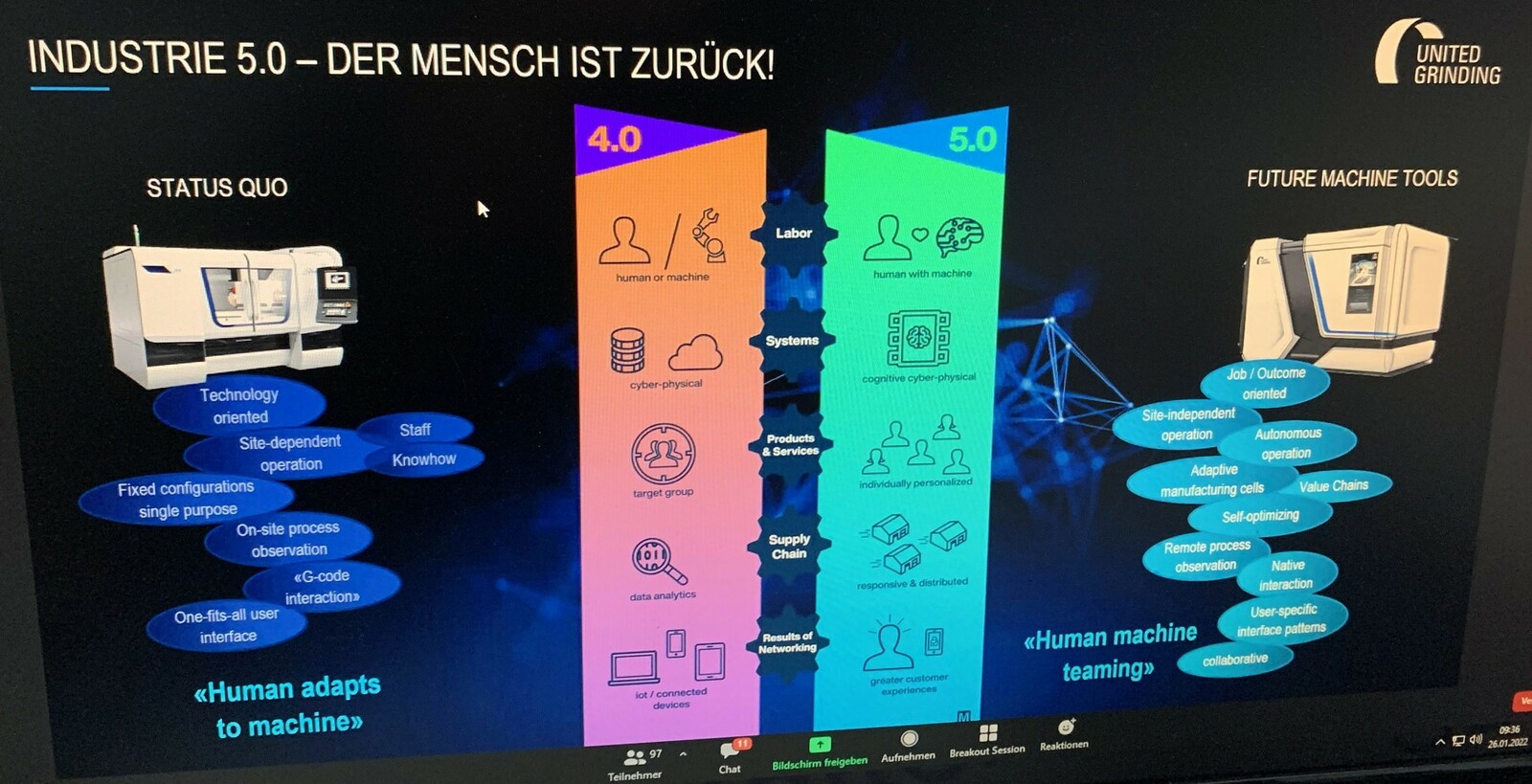
Mit Schleifmaschine 5.0 den Bediener wieder stärker einbinden
Die Usability wird eben spätestens ab 2025 mit neuen Maßstäben betrachtet. Industrie 4.0 hat auf die autonome Fertigung ohne Bediener fokussiert. Industrie 5.0 und die C.O.R.E. Architektur stellt jedoch den Menschen wieder in den Mittelpunkt. „Wir binden den Bediener wieder stark in das digitale Konzept ein. Human Machine Teaming ist unser Zukunftsansatz“, betont Christoph Plüss. Die Kombination aus menschlichem Erfahrungswissen in Verbindung mit einer intelligenten Maschine soll zu einer gesteigerten Lösungsqualität der Schleifaufgabe führen, das ist die Hypothese. Implizites Wissen soll demnach mit Explizitem kombiniert werden. „Speziell interessant wird dieser Ansatz, wenn anstelle einer 1:1-Beziehung zwischen Mensch und Maschine diese ausgedehnt wird auf kombiniertes Erfahrungswissen von mehreren Menschen und vernetzten, intelligenten Maschinen in einem digitalen Ecosystem“, so Christoph Plüss.

Führen Klimawandel und verdreifachte Stromkosten zur Produktionswende?
Wie kann die Schleiftechnik einen Beitrag zum Klimaschutz und Ressourcenschonung leisten? Prof. Thomas Bergs, der den Lehrstuhl für Technologie der Fertigungsverfahren am gastgebenden WZL der RWTH Aachen inne hat, skizzierte zuerst die Rahmenbedingungen des globalen Klimaabkommens: Startpunkt 1997 in Kyoto war der Beschluss zur Reduzierung der Treibhausgase bis 2020 um 18%. „Das Ziel von Paris mit der maximalen Erderwärmung um 1,5°C war gut. Glasgow 2021 mit den Deadlines für Kohleausstieg, Klimaschutzhilfe und Klimaneutralität schon ziemlich konkret, vor allem mit dem Green Deal.“ Problem für die Industrie sei heute vor allem die Entwicklung der Stromkosten, die sich seit 2000 verdreifacht hätten. Ähnliches gelte für die steigenden CO2-Abgaben, die sich bis 2025 bereits annähernd verdoppeln. Und generell seien die Industriestrompreise in Deutschland mit 18 ct/kWh die höchsten in Europa. Was tun also? Aus Sicht von Thomas Bergs werden der Klimawandel und die Rahmenbedingungen zu einer Produktionswende führen. „Ich schließe mich da Jeff Bezos an, der noch als Amazon-CEO sagte, dass es zur digitalen Transformation keine Alternative gibt. Demnach werden Unternehmen scheitern, die keine Visionen und neuen strategischen Optionen haben.“
Neue Impulse durch datengetriebene Fertigung
Tatsächlich, so Thomas Bergs, müssten Unternehmen ihre Leistungsfähigkeit weiter steigern, was durch die automatisierte Fertigung schon gut vorangetrieben wurde und nun durch die datengetriebene Fertigung neue Impulse erhält. „Gerade deutsche Unternehmen sind schon gut automatisiert und müssen sich nun die datengetriebene Fertigung nutzbar machen. Die digitale Transformation setzt jetzt voll ein. Die Vorteile von digitalem Schatten und Zwilling sind unbestritten und schon in vielen Forschungsprojekten fester Bestandteil.“
Extrembeispiel funktionsoptimiertes Fein- und Polierschleifen
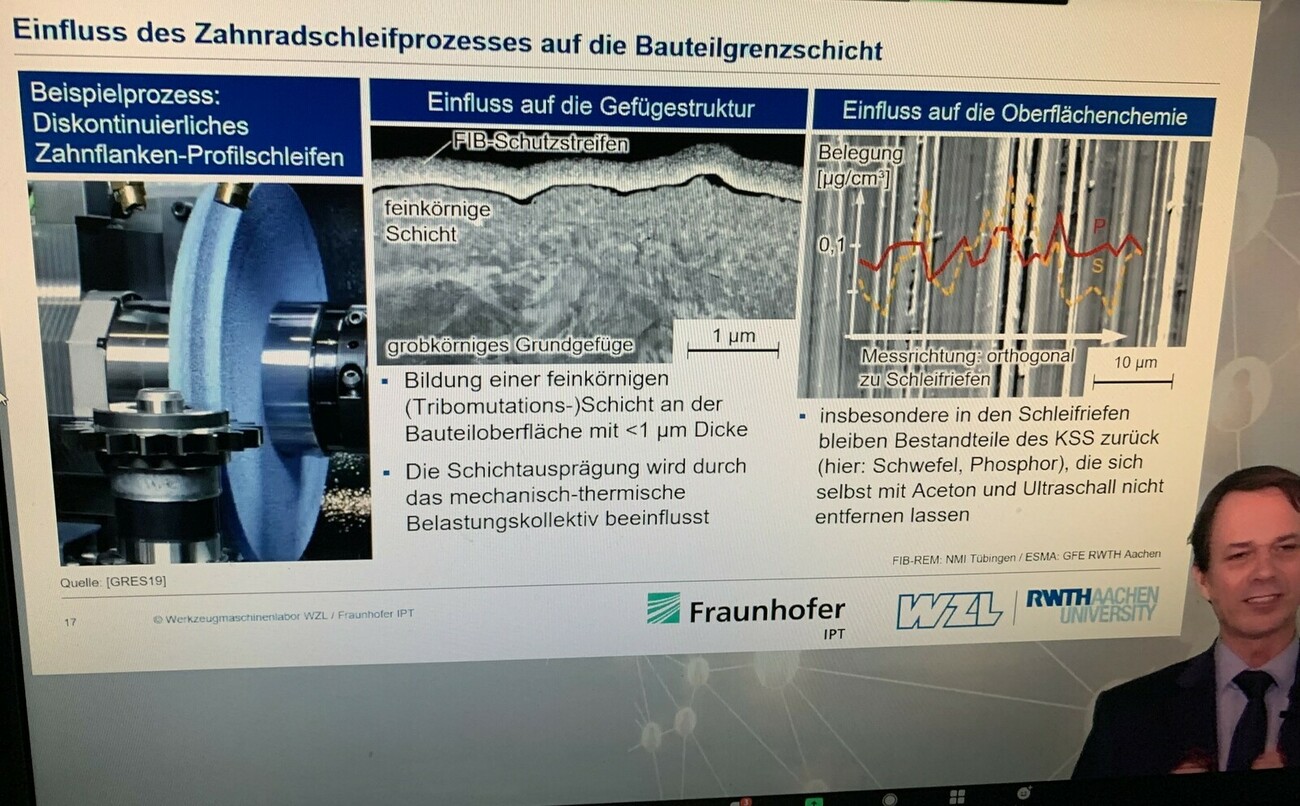
Als Extrembeispiel führte Thomas Bergs die Forschungsergebnisse zur funktionsoptimierten Schleifbearbeitung von Antriebskomponenten vor. Konkretes Beispiel in der Schleiftechnik sei etwa der Einfluss des Fein- und Polierschleifens auf die Tragfähigkeit polierter Zahnräder, die sich poliergeschliffen erhöht, weil so die Rauheit von Ra 0,3 auf bis zu 0,07 µm reduziert werden kann. Ebenfalls untersucht hat das WZL mit dem Fraunhofer IPT den Einfluss des Zahnradschleifprozesses beim diskontinuierlichen Zahnflanken-Profilschleifen auf die Bauteilgrenzschicht. Festgestellt wurden Einflüsse der Gefügestruktur und Oberflächenchemie. Denn das Getriebeöl baut im Betrieb eine Schutzschicht auf, Reste von KSS können diese Anbindung beeinflussen, Risse treten vor allem an Bereichen ohne Schutzschicht auf. Ähnliche detaillierte Erkenntnisse sind nach Angaben von Thomas Bergs auch nötig, um etwa die steigenden Anforderungen an Dichtungsgegenlaufflächen durch die E-Mobilität nachzukommen.
Dichtwirkung bei 15.000 Umdrehungen gewährleisten
„Die Motordrehzahlen bewegen sich momentan vom Diesel-Niveau mit gut 5.000 Umdrehungen pro Minute auf Formel-1-Dimension mit gut 15.000 Umdrehungen.“ Um eine sichere Dichtwirkung gewährleisten zu können, werden die Oberflächen nach Angaben von Thomas Bergs laseroptisch mittels IMA-Mikrodrallanalyse erfasst, die Verteilungskurven ausgewertet und damit die Parameter zum Abrichten der keramisch gebundenen CBN-Schleifscheibe ermittelt. Erkenntnis ist: Eine Reduzierung des Abrichtgeschwindigkeitsverhältnisses führt zu einer negativen Verschiebung der Winkelverteilungskurve und zu einer geringeren Standardabweichung. Aus Sicht von Thomas Bergs setzt sich die funktions- und CO2-optimierte Schleifprozessauslegung grundsätzlich aus drei Elementen zusammen: der Transparenz der Energieverbräuche, der Kenntnis der Korrelation zwischen Bauteileigenschaften und Funktionsverhalten sowie der lebenphasenübergreifenden ökologischen und ökonomischen Bewertung von Technologieketten.


„So nah und so tangential wie möglich“
Ganz nah und möglichst tangential – das ist die Empfehlung von Prof. Bernhard Karpuschewski, der mit dem Thema ‚Einfluss der KSS-Zufuhrbedingungen auf die Leistungsfähigkeit von Schleifprozessen‘ die jüngsten Forschungsergebnisse des IWT Bremen zusammenfasst. Letztlich, so Bernhard Karpuschewski, könnte eine effektive Versorgung des Schleifspalts vor allem mit strömungstechnisch optimierten KSS-Düsen sichergestellt werden – auch bei reduzierten KSS-Volumenströmen. „Ideal zur Optimierung der KSS-Zufuhr eignet sich das vom IWT Bremen entwickelte, teilautomatisierte System, mit dem eine wiederholgenaue Positionierung der KSS-Düse und eine Minimierung der thermomechanischen Belastung des Werkstücks erreicht wird.“ Zudem hätte eine Optimierung der KSS-Versorgung des Schleifspalts das Potenzial, die Prozessleistungsfähigkeit und damit die Energieeffizienz zu steigern, erklärt Bernhard Karpuschewski. Und eine effiziente Werkzeugreinigung, also der Schleifscheibe, würde ebenso zur besseren Versorgung des Schleifspalts beitragen.
Daumenwert für die KSS-Strahlgeschwindigkeit
Großes Thema beim IWT sei derzeit vor allem die strömungsoptimierte Auslegung der Düsen. Viele Tests wurden durchgeführt: die optimale Düsenposition in Abhängigkeit von Höhe und Winkel ermittelt, eine Inprozess-Optimierung der KSS-Zufuhr in Abhängigkeit der Düsenhöhe und maximalen Kontaktzonentemperatur beim Planschleifen festgestellt und beim diskontinuierlichen Verzahnungsprofilschleifen der Einfluss der Düsenposition erkannt. Deutlich wurde dabei auch, dass die Strahlgeschwindigkeit einen großen Einfluss auf das zerspante Volumen hat. Das Optimum von 100 % wurde bei einer Strahlgeschwindigkeit erreicht, die der Umfangsgeschwindigkeit der Schleifscheibe entspricht. Abweichungen nach oben und unten führten zu deutlichen Einbußen beim erreichbaren zerspanten Volumen. „Nicht zu langsam und nicht zu schnell ist also die Erkenntnis“, berichtet Bernhard Karpuschewski das Ergebnis mit Modulardüse 4 und einer KSS-Zufuhr von 73 l/min. Dass unterdessen die Strahlgeschwindigkeit bei konstantem Volumenstrom einen großen Einfluss auf die Oberflächen beim kontinuierlichen Wälzschleifen hat, ermittelte das IWT ebenso auf der Kapp KX500 flex. Demnach wurde mit 56 m/s Strahlgeschwindigkeit und einer konstanten KSS-Zufuhr von 134 l/min eine deutlich sichtbare thermo-mechanisch bedingte Randzonenschädigung bis in eine Tiefe von 19 µm festgestellt. „Wir sind mittlerweile beim kontinuierlichen Wälzschleifen komplett schädigungsfrei unterwegs. Bei gleichem QKSS, aber höherer Strahlgeschwindigkeit von 80 m/s wurde demnach eine abnehmende Randzonenschädigung festgestellt, weil die Strahlgeschwindigkeit an die Umfangsgeschwindigkeit der Schleifschnecke angepasst wurde“, erklärt Bernhard Karpuschewski. Wichtig sei vor allem die KSS-Führung zur Düse.
Strahlqualität verbessert – Gliederschlauch nicht mehr zeitgemäß
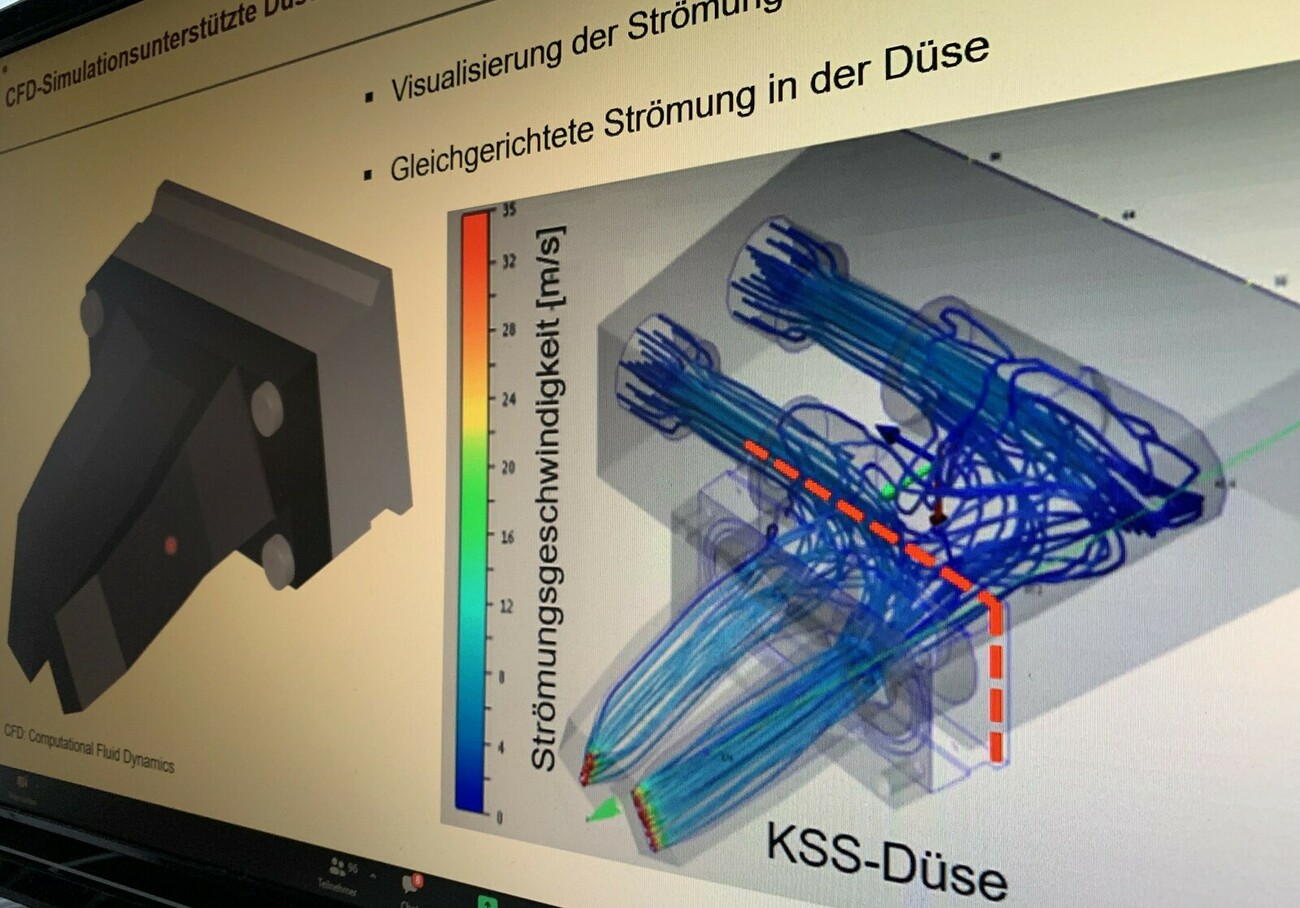
Mit strömungsoptimierten, 3D-gedruckten Düsen wurden niedrige Turbolenzen in der Zuführung erreicht, die Strahlaufweitung minimiert. Beste Ergebnisse erzielte das IWT mit CFD-simulationsunterstützter Düsenauslegung (computational fluid dynamics). „Eine Erkenntnis war, dass ein schlechtes Design sogar zu einem KSS-Rückstau führen kann. Positiv war, dass wir durch Optimierung der Strahlqualität das erreichbare Zerspanungsvolumen um ein Drittel steigern konnten“, betont Bernhard Karpuschewski – nachgewiesen beim Einsatz der modularen Düsen zum diskontiuierlichen Verzahnungsschleifen. Nadel-, Planar- oder JCM-Hybrid-Düse schafften dagegen nur 75, 79 und 84 %. „Die Düse ist also extrem wichtig beim Schleifen. Die manuelle Verbiegung des Gliederschlauchs ist nicht mehr zeitgemäß. Für weitere Analysen setzen wir wann immer möglich NC-gesteuerte Düsen auf unseren Schleifmaschinen ein.“
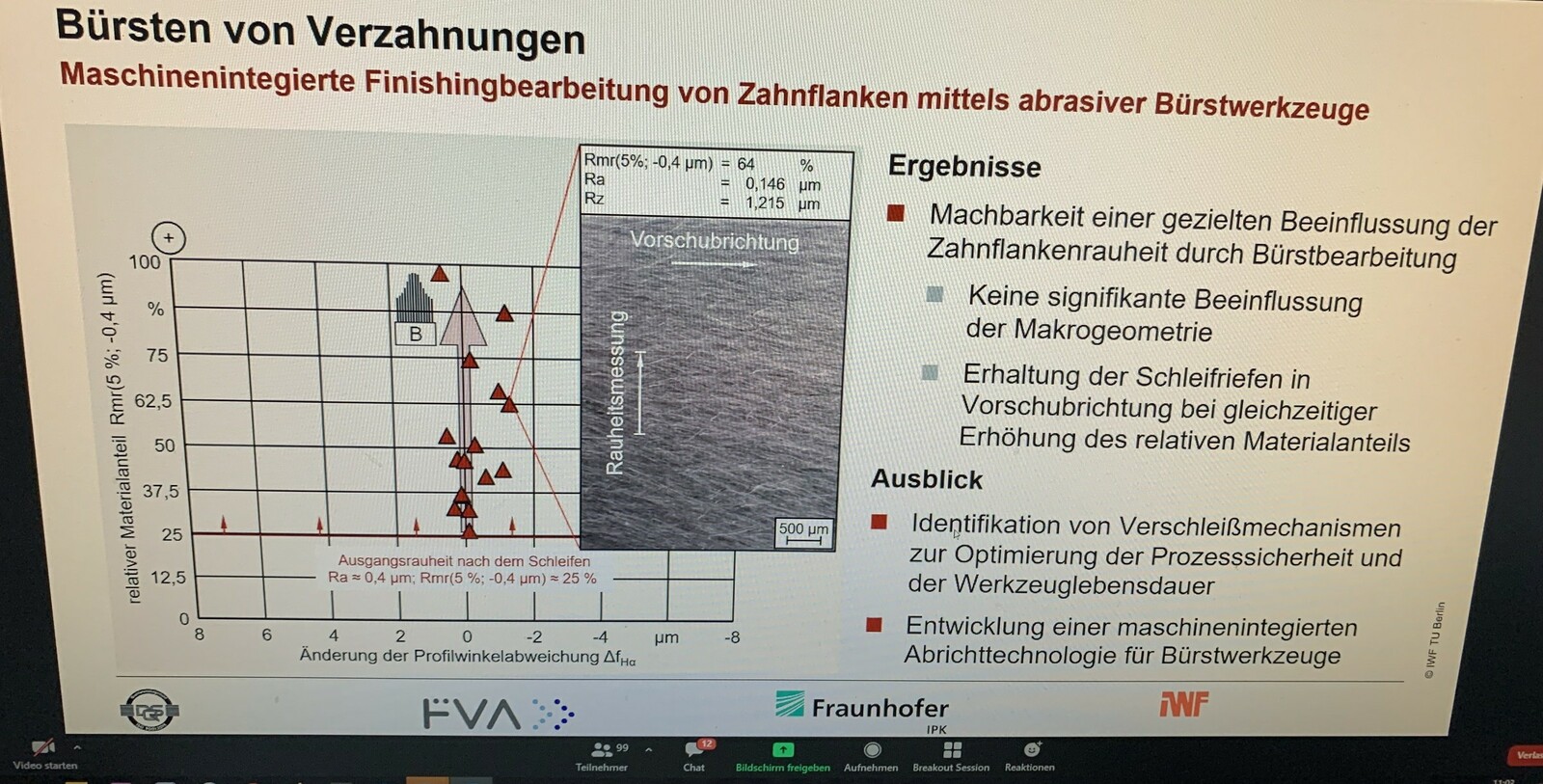
Verschiedene Verfahren zur Verzahnungsbearbeitung verglichen
Sehr detailliert war unterdessen auch der Vortrag von Prof. Eckart Uhlmann vom Institut für Werkzeugmaschinen (IWF) der TU Berlin, der verschiedene Verfahren zur Bearbeitung von Verzahnungen verglichen hatte. Dabei stellte Eckart Uhlmann heraus, welchen Einfluss diese Verfahren jeweils auf Qualität, Produktivität, Nachhaltigkeit, Fertigungskosten und Flexibilität der gesamten Fertigungsprozesskette nehmen.
Hochgeschwindigkeitsschleifen bei über 80 m/s
Ebenfalls noch mehr Tempo für den Schleifprozess verspricht auch Prof. Dirk Biermann vom ISF der TU Dortmund, der eine Effizienzsteigerung durch Schleifen im Hochgeschwindigkeitsbereich in Aussicht stellt: Konkret soll das Schleifen von Hartmetall mit deutlich erhöhten Schnittgeschwindigkeiten machbar sein und eine simulationsbasierte Auslegung von Hochleistungs-Innenrundschleifprozessen möglich sein.
„Ziel beim Hochgeschwindigkeitsschleifen ist die Erhöhung der Produktqualität bei gleichzeitig konstanter Zerspanleistung. Dadurch ergeben sich einige positive Effekte, die sich prozessseitig durch sinkende Prozesskräfte sowie einen reduzierten Werkzeugverschleiß äußern. Infolgedessen besteht darüber hinaus das Potenzial einer Produktivitätssteigerung bei gleichbleibender Produktqualität.“ Voraussetzung, so Dirk Biermann, sind Schnittgeschwindigkeiten von über 80 m/s und geeignete Schleifwerkzeuge. Die Vorteile, die sich bezüglich des Prozessergebnisses durch die Bearbeitung im Hochgeschwindigkeitsbereich ergeben, sind neben einer verbesserten Oberflächengüte sowie einer gesteigerten Form- und Maßhaltigkeit durch sich häufiger überdeckende Schleifbahnen, auch die beschleunigte Wärmeabfuhr sowie ein reduzierter Kraft- und spezifischer Energiebedarf.
Großes Potenzial bei VHM-Zerspanwerkzeugen
„Groß ist das Potenzial vor allem bei VHM-Zerspanungswerkzeugen, da circa 46 bis 60 % der Herstellungskosten auf das Nutenschleifen entfallen. Allerdings ergeben sich auch einige Herausforderungen: die großen Kontaktlängen im Tiefschliff oder die ungünstige KSS-Zugänglichkeit sowie die Effekte, die einer hohen Schleifscheibenumfangsgeschwindigkeit zu Grunde liegen. Dazu zählt neben einer starken Vernebelung des KSS auch das sich ausbildende Luftpolster, welches zu einer Ablenkung des Kühlschmierstoffes führt und die Kühlwirkung somit herabsetzt. Zusammengenommen führen all diese Faktoren zu einer hohen thermischen Belastung“, betont Dirk Biermann.
Positive Effekte des Hochgeschwindigkeitsschleifens bei Hartmetall
Die Machbarkeit hat das ISF in drei Schritten untersucht: Mit der Variation der Schnittgeschwindigkeit, der Erhöhung des spezifischen Zeitspanvolumens durch Variation des Arbeitseingriffes sowie mit der Analyse der Oberflächentopographie und der mechanischen Belastung. Der Versuchsaufbau setzte sich aus einer 3D-gedruckten Kunststoffdüse, einer metallisch gebundenen sowie einer hybridgebundenen Schleifscheibe samt entsprechenden Hartmetallwerkstücken zusammen. „Erkenntnis war, dass die positiven Effekte des Hochgeschwindigkeitsschleifens auch bei der Bearbeitung von Hartmetall deutlich werden. Aber vor allem bei Steigerung des bezogenen Zeitspanvolumens sind die thermischen Belastungen unter den aktuellen Voraussetzungen noch zu hoch. Auf Seiten der KSS-Zufuhr müssen vor allem höhere Strahlgeschwindigkeiten realisiert werden. Aber auch auf Seiten der Schleifscheibenwirktopographie besteht weiteres Verbesserungspotenzial, um die thermischen Belastungen im Prozess zu senken“, erklärt Dirk Biermann. Im nächsten Schritt soll nun durch eine neue Pumpe in Verbindung mit angepassten Düsengeometrien, die nötigen Druck- und Volumenströme realisiert werden sowie der Einfluss der Schleifscheibenwirktopographie näher untersucht werden.
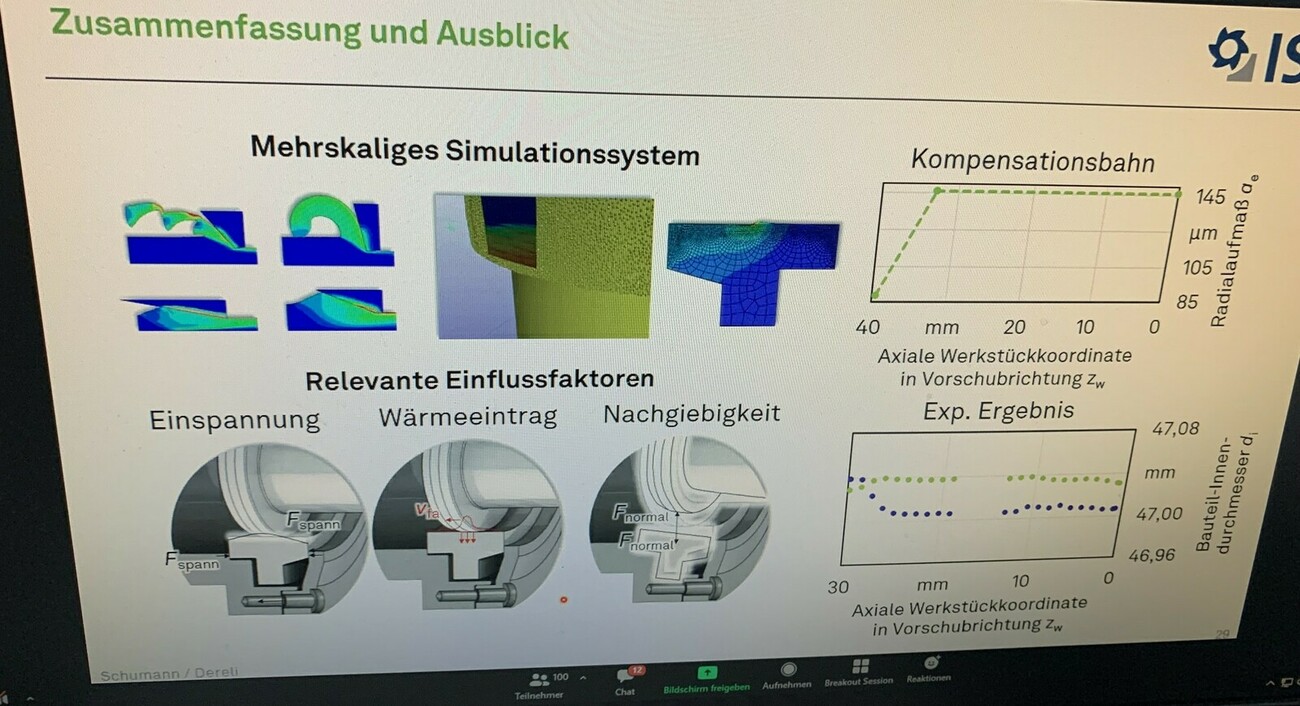
Innenrundschälschleifen bis 600 mm/min
Die simulationsbasierte Auslegung von Hochleistungs-Innenrundschleifprozessen wurde indes mit der Prozesskinematik des Innenrundschälschleifens realisiert, das laut Dirk Biermann hohe Zerspanleistung bei guter Oberflächengüte verspricht, geringe globale Prozesskräfte aufweist, aber dafür mit hohen lokalen thermomechanischen Belastungen und komplexen Eingriffsverhältnissen zu kämpfen hat. „Einsatz findet das Innenrundschälschleifen beispielsweise bei der Bohrungsbearbeitung des Wälzlagerstahls 100Cr6 (62 HRC) bei axialen Vorschüben zwischen 120 und 600 mm/min (vfa) sowie bei Schleifscheibenumfangs- und Werkstückgeschwindigkeiten von 75 m/s bzw. 1,25 m/s.“ Simulationsbasiert entwickeln wir Kompensationsstrategien, um die Schleifbahnen anzupassen und so im Auslaufbereich des Werkstücks den Linienformfehler von 33 auf 9 µm für das Hochleistungsschleifen zu reduzieren. In der ersten Hälfte des Auslaufbereichs konnte der Linienformfehler noch stärker kompensiert werden.“ Wenn man dann noch die Rückfederung der Spindelsysteme in der 2.Hälfte des Auslaufbereichs kompensiert, so Dirk Biermann, lässt sich durch die Bahnoptimierung die Bauteilqualität deutlich erhöhen und eine nachgelagerte Endbearbeitungsdauer deutlich reduzieren. Nächste Schritte sind die Weiterentwicklung der Kompensationsmaßnahmen, um den Fertigungsfehler noch weiter zu reduzieren und die Einflussfaktoren Einspannung, Wärmeeintrag und Nachgiebigkeit in einem mehrskaligen Simulationssystem zu berücksichtigen. Mehr Infos zur 19. Schleiftagung finden Sie hier.