Die inhabergeführte Schweiger GmbH im oberbayerischen Uffing am Staffelsee ist konsequent auf eine der anspruchsvollsten Branchen ausgerichtet: die Automobilindustrie. Für Geschäftsführer Anton Schweiger und seine rund 75 Mitarbeiter bedeutet das, mit jedem produzierten Spritzgießwerkzeug höchste Ansprüche an Präzision und Qualität erfüllen zu müssen. Dazu gilt es, sich einem globalen Wettbewerb zu stellen, der unter anderem enormen Kostendruck ausgesetzt ist. Doch der gelernte Werkzeugmacher und sein Team haben sich darauf ein- und entsprechend aufgestellt. Sie setzen auf eine automatisierte und absolut zuverlässige Prozesskette, an deren Ende Spritzgießwerkzeuge stehen, die allen Anforderungen gerecht werden.
So baute das Unternehmen 2016 eine neue Produktionshalle und investierte unter anderem in zwei 5-Achs-Bearbeitungszentren DMC 210U und 270U von DMG Mori, die in der Lage sind, selbst XXL-Bauteile in einer Aufspannung komplett zu bearbeiten. Mit einer entsprechenden Palettenautomatisierung ausgestattet, laufen die Maschinen an sieben Tagen pro Woche rund um die Uhr – und das bei einem personellen Einschichtbetrieb. An den Wochenenden ist komplett bedienerlose Zeit. Dafür bedarf es höchster Prozesssicherheit über alle relevanten Komponenten und Funktionen hinweg.
Schweiger schwört auf Zusammenarbeit mit Haimer
Insofern hat Anton Schweiger seinen Fokus auch auf die Werkzeugspanntechnik gelegt, die oft unterschätzte Schnittstelle zwischen Spindel und Werkzeug. Sie trägt große Verantwortung für die Qualität der Zerspanung, die Lebensdauer der Spindel und Standzeit der Werkzeuge. Die Frässpezialisten bei Schweiger schwören diesbezüglich auf die Zusammenarbeit mit der Haimer GmbH, Igenhausen. Das Familienunternehmen konnte sich nach eigenen Angaben in 40 Jahren zum Marktführer für Werkzeugspanntechnik in Europa entwickeln und gilt in der Werkzeugschrumpf- und Auswuchttechnologie als weltweit führend.
Hauptargument für die intensive Zusammenarbeit ist für Schweiger-Fertigungsleiter Andreas Orterer die gelieferte Qualität: „Bei Haimer-Produkten können wir uns sicher sein, stets die Qualität zu bekommen, die unseren hohen Anforderungen entspricht.“ So verwendet Schweiger mittlerweile eine vierstellige Zahl von Haimer-Werkzeugaufnahmen mit Schrumpftechnik. Außerdem stehen zwei Power Clamp-Schrumpfgeräte und ein Tool Dynamic-Wuchtgerät in der Fertigung. Andreas Orterer ergänzt: „Von Haimer bekommen wir alles rund um die Werkzeugspannung aus einer Hand, was uns sehr entgegen kommt. Zudem merkt man den Schrumpf- und Wuchtgeräten an, dass sie von Praktikern entwickelt wurden. Sie lassen sich völlig unkompliziert bedienen und führen zu schnellen Ergebnissen.“
Voreinstellgerät fokussiert automatisch in der C-Achse
Das gilt ebenfalls für das Microset Werkzeugvoreinstellgerät Uno autofocus 20|70, das bei Schweiger zwischen den Schrumpf- und Wuchtgeräten steht. Auch dieses ist inzwischen ein „Haimer“-Produkt, nachdem das bayerische Unternehmen die Microset Werkzeugvoreinstelltechnik in Bielefeld Anfang 2017 übernommen hat. Gegenüber der manuellen Version ist das Uno autofocus in der Lage, die zu messende Schneide automatisch in der C-Achse zu fokussieren. Insbesondere bei Werkzeugen mit mehreren Schneiden am Umfang erweist sich diese Option als enorm zeitsparend. Unterm Strich erlaubt das Gerät dank der Voreinstellung außerhalb der Maschine Rüstzeitverkürzungen bis zu 70 Prozent. Dazu erklärt Andreas Haimer, Geschäftsführer der Haimer GmbH: „Mit der Übernahme der Microset Werkzeugvoreinstelltechnik sind wir zum Systemanbieter für das Werkzeugmanagement geworden. Microset komplementiert unser bestehendes Portfolio aus hochpräziser Werkzeug-, Spann-, Schrumpf- und Auswuchttechnik perfekt, so dass wir unsere Kunden noch umfassender unterstützen können.“
Automatisch höchste Rundlaufgenauigkeit
Wie zufrieden Anton Schweiger, im „Nebenberuf“ Vizepräsident des Verbands Deutscher Werkzeug- und Formenbauer (VDWF), mit seinem Partner Haimer und dessen Werkzeugaufnahmen ist, lässt sich daran bemessen, dass er sie seit mehr als zwei Jahrzehnten nutzt. Als der Werkzeugbauer vor etwa 20 Jahren die erste HSC-Maschine kaufte, stieg er wegen der besseren Rundlaufgenauigkeit von mechanischen Spannzangenfuttern auf die von Haimer angebotenen Schrumpfaufnahmen um. Gegenüber den Produkten anderer Anbieter überzeugten ihn die Haimer Schrumpffutter durch höchste Qualität, „die Haimer so wie wir als Unternehmensziel formuliert. Bei den Schrumpffuttern macht sich dies zum Beispiel in der Rundlaufgenauigkeit bemerkbar, die im Standard durchgängig unter 3 µm liegt.“ Für die Uffinger Werkzeugbauer ist das eine wichtige Voraussetzung. Schließlich fertigen sie nicht irgendwelche Spritzgießwerkzeuge für billige Verbrauchsartikel, sondern anspruchsvollste Formen für Premiumfahrzeuge, zum Beispiel jene, mit denen die Abdeckscheiben von Frontscheinwerfern im 2-Komponenten-Spritzguss hergestellt werden. Bei den Endprodukten akzeptieren die sehr anspruchsvollen Kunden nicht die geringsten Schönheitsfehler. Dementsprechendes gilt für die Spritzgießwerkzeuge: In der Regel sind spiegelnde Oberflächen zu erzeugen und Toleranzen kleiner 2/100 mm einzuhalten.
Schrumpffutter-Verlängerungen mit extrem langem Schaft
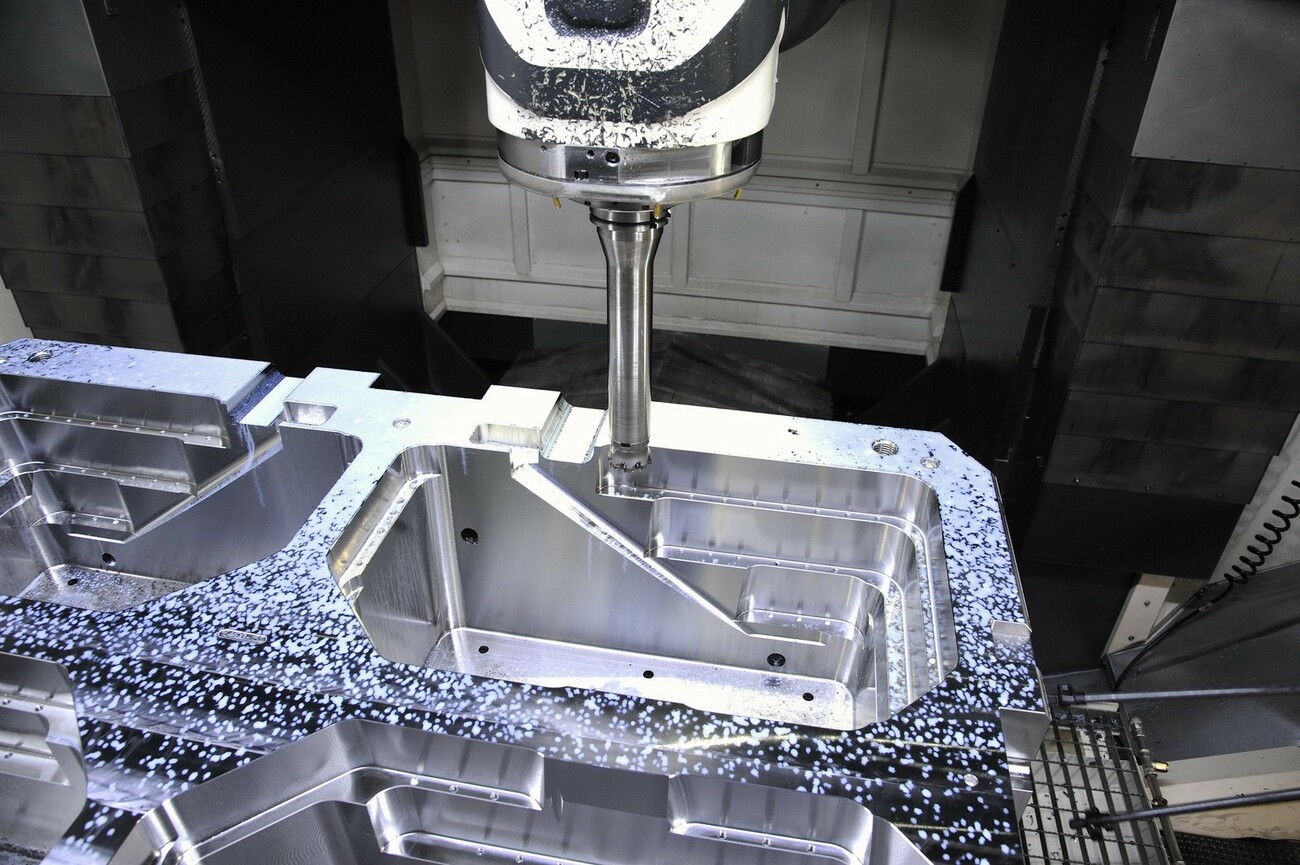
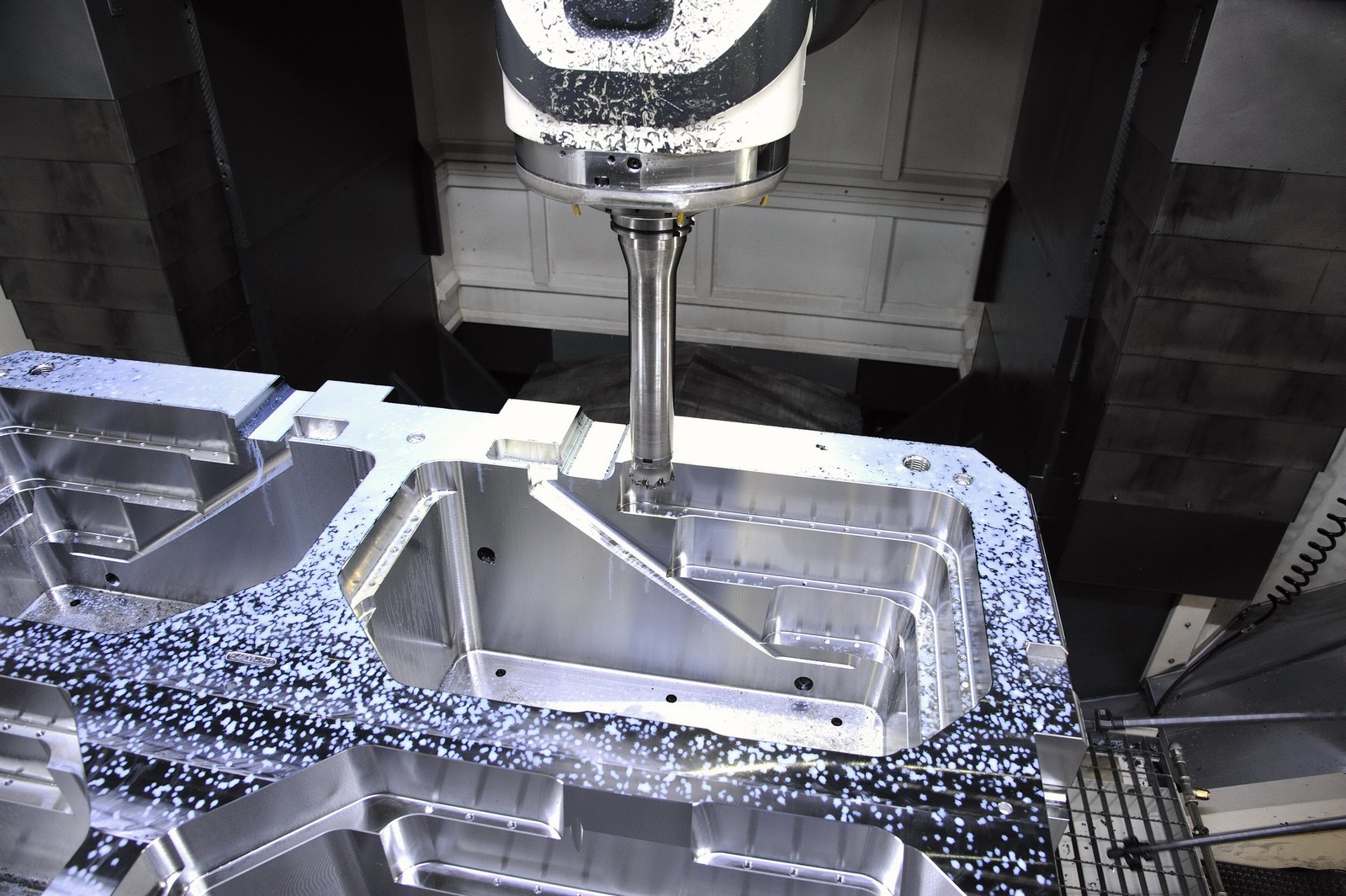
Ein Schwerpunkt in der Fertigung bei Schweiger sind Fräsarbeiten für komplexe Großformen, wobei einzelne Werkstücke bis zu 9 t wiegen können. Die Kavitäten sind häufig sehr tief. Oft sind es 300 bis 400 mm, immer wieder auch 500 oder 600 mm, die gemeistert werden müssen. Das erfordert schlanke Schrumpfaufnahmen und den Einsatz von Schrumpffutter-Verlängerungen sowie Werkzeugen mit extrem langem Schaft. „Auch das ist eine Stärke von Haimer. Das Unternehmen bietet schon im Standard eine große Vielfalt an Werkzeugaufnahmen. Bei Bedarf bekommen wir aber stets verschiedenste Sonderausführungen geliefert“, betont Fertigungsleiter Orterer. Dabei weist er nochmals auf die extrem guten Rundlaufeigenschaften hin, die für Standard- und Sonderaufnahmen gleichermaßen gelten. Sie tragen nicht nur zu exzellenten Zerspanungsergebnissen bei, sondern schonen auch die Spindel und Werkzeuge.
Hohe Standzeiten ermöglichen mannlosen Betrieb
Eine längere Spindellebensdauer spart zwar erhebliche Kosten, doch noch wichtiger sind die hohen Standzeiten für die automatisierte Produktion. „Um mannlos bearbeiten zu können, benötige ich ein absolut zuverlässiges, möglichst langlebiges System aus Spindel, Aufnahme und Werkzeug“, erläutert Anton Schweiger. Denn viele der großen Spritzgießwerkzeuge bearbeitet Schweiger automatisiert in einer Aufspannung – ununterbrochen 40 bis 50, manchmal auch 100 Stunden lang. Ein Werkzeugbruch oder gar ein Spindelschaden während des mannlosen Betriebs wäre fatal. Auch für die zu erzielende Oberflächenqualität ist die steife und stabile Verbindung wichtig. „Ein Schlüssel dazu sind die Haimer-Werkzeugaufnahmen“, ergänzt Firmeninhaber Anton Schweiger, „die ein prozesssicheres Arbeiten ermöglichen.“
Nicht jede Anforderung des Uffinger Werkzeugbauers lässt sich mit Standardwerkzeugaufnahmen optimal erfüllen. Besonders dann schätzt Anton Schweiger den engen Austausch mit den Haimer-Spezialisten und die Flexibilität des Igenhausener Unternehmens. „Für uns ist es wichtig, dass Haimer ein offenes Ohr für die Anwender hat“, betont der Unternehmer. So reagiert sein Ansprechpartner Oliver Lechner, Haimer-Vertriebsleiter Süddeutschland, stets schnell auf Anfragen. Lechner dazu: „Wir liefern der Firma Schweiger dann die benötigten Sonderanfertigungen, wie zum Beispiel spezielle, konisch geformte Messerkopfaufnahmen, mit denen sich Kavitäten bis zu 360 mm Tiefe bearbeiten lassen.“ Anton Schweiger ergänzt: „Diese Aufnahmen sind perfekt auf die Werkzeugdurchmesser und die jeweiligen Kavitäten abgestimmt. Damit kann ich die Maschinen bedenkenlos ohne Beaufsichtigung arbeiten lassen – selbst beim Schruppen.“
Spezialist für komplexe Großformen
Das Werkzeug- und Formenbauunternehmen Schweiger wurde 1962 von Erich Schweiger gegründet. Heute beschäftigt es unter der Geschäftsführung seines Sohnes Anton Schweiger rund 75 Mitarbeiter und erwirtschaftet pro Jahr rund 10 Mio. Euro Umsatz. Das Kerngeschäft besteht aus komplexen Spritzgießformen mit Gewichten zwischen 5 und 30 t, die zu 99% in die Automobilindustrie geliefert werden. Sie dienen vorwiegend der Produktion von Scheinwerferabdeckscheiben, optischen und Sichtbauteilen.
Zu den Kunden zählen deutsche Premiumhersteller, sowie deren 1st Tiers. Neben einer automatisierten Produktion mit standardisierten Prozessen sieht Schweiger seine Stärke in Turn-Key-Lösungen. Dabei reichen die Leistungen von der Unterstützung bei der Produktentwicklung bis zur Serienproduktion und Aftersales-Services.
cd