
Das Präzisionswerkzeug-Portfolio von Kyocera umfasst unter anderem Headup-Displays, Highcolor-LEDs, Körper-Implantate, hocheffiziente Fotovoltaik und Home-Energy-Systeme. Meist ist Keramik im Spiel, wenn der japanische Technologie-Konzern Kyocera Hightech-Lösungen aus seinen vier Marktsegmenten vorstellt. Diese Tradition geht auf die Gründung 1959 zurück, als Konzern-Chef und Management-Vordenker Kazuo Inamori als erstes durchschlagendes Produkt winzige Keramikkomponenten für Fernsehgeräte produzierte. In 60 Jahren Highend-Entwicklung für Automobil, Luft- und Raumfahrt, Medizin und Industrie mit 286 Konzern-Töchtern formte Kazuo Inamori ein Imperium, das im technologischen Streben nach immer neuen Höchstleistungen ab 1985 jährlich in dem mit über 2,4 Mio. Euro dotierten Kyoto-Preis gipfelte. Ähnlich dem Nobel-Preis werden Ende November von einer Jury herausragende Wissenschaftler prämiert. Entscheidender Erfolgsfaktor für den Konzern ist die Management-Philosophie, die nicht nur in der Vergabe des Kyoto-Preises deutlich wird, sondern die Kazuo Inamori in 12 Leitsätzen zusammengefasst und in vielen Fachbüchern beschrieben hat.
Sehr hoher Marktanteil in Japan – 8 % der Präzisionswerkzeuge in Europa
Was hat aber der Leitspruch (Respect the Divine and Love People) und der Kyoto-Preis mit Präzisionswerkzeugen zu tun? Prinzipiell nichts. Bis dato wurden keine Werkzeug-Wissenschaftler ausgezeichnet. Allerdings produziert Kyocera seit 1972 erste Wendeschneidplatten aus Keramik. Das war der Beginn. Bis heute hat sich der Umsatzanteil der Präzisionswerkzeuge auf 3 bis 4 % entwickelt. Gleich hoch schätzt Senri Nagashima, Executive Officer der Industrial Tool Group, den Marktanteil in Europa, global mittlerweile auf rund 7 bis 8 %. Hauptabnehmer sind, wie in Japan üblich, Händler, die auch das Gros der Zerspanungsindustrie in Japan mit Werkzeugen beliefern. Kein Wunder also, dass Kyocera Tooling Solutions gut 36 % des Umsatzes im Heimatland macht, Asien folgt mit 23,6 % vor Europa (20,4 %) und den USA (15,3 %).
Idee 1972 in Sindelfingen – neues Werk in Vietnam
Schuld am Einstieg von Kyocera in das Cutting-Tool-Business war übrigens Mercedes Benz in Sindelfingen. Dort war Kazuo Inamori bei seinem Besuch im Jahre 1972 so beeindruckt von den zerspanenden Keramik-Werkzeugen, das er nach seiner Rückkehr nach Japan sofort die Industrial Tools gründete. Die Einheit mit 66 Firmen leiten heute Ken Ishii und Senri Nagashima, der fünf Jahre den Standort Neuss, anschließend sieben Jahre die Europazentrale und das Produktionswerk im dänischen Sunds leitete (NCF 9/2018) und 2018 nach Kyoto in die Konzernzentrale zurückgekehrt ist. Sunds ist laut Senri Nagashima eine typische Branchenfabrik von Kyocera, mit der fast die komplette europäische Automobilindustrie vor allem mit Sonderwerkzeugen versorgt wird, wie mit den Tieflochbohrern, Fräsern und Reibahlen, die ohne Spänerückstände im ungarischen Györ den 4-Zylinder-Weltmotor von VW finishen. Neue Fabriken sind natürlich auch geplant. In Vietnam soll 2020 eine Fabrik für Schleifwerkzeuge ihre Arbeit aufnehmen, um vor allem das Produktions- und Pulvererzeugungswerk im chinesischen Ganzhou zu entlasten. Außerdem, so Senri Nagashima, könnte Kyocera auch relativ einfach den amerikanischen Markt bedienen. In China will Kyocera dennoch weiter expandieren und noch näher mit den Kunden zusammenarbeiten. Key-R&D-Center für neue Werkzeuge werden weiterhin die fünf Standorte in Japan sein. Die Entwicklungszentrale bleibt in Sendai.

Leistungscheck am Weltmotor
Keine Massenware – deutsche Kultur geschätzt
Ziel der Entwicklungen ist nach Angaben von Senri Nagashima nur High Quality. Volumen-Geschäfte und niedrige Preise seien für Kyocera keine Option. Demnach sieht Kyocera auch künftige Potenziale für seine Präzisionswerkzeuge ausschließlich in der Produktion von Sonder- und Spezialwerkzeugen für diverse Highend-Märkte, für die eben nur High-Quality-Tools produziert werden. Deutschland sei nach wie vor der interessanteste Markt. Bis dato hat Kyocera zwar nur außerhalb von Deutschland in Europa Werkzeughersteller gekauft, dennoch liefern der Markt, die großen OEMs, die Wettbewerber und die technologisch sehr versierten Zerspaner oft entscheidende Impulse für neue Werkzeugentwicklungen, betont Senri Nagashima. Gerade neue Trends und Technologien würden in Deutschland auf den Weg gebracht, wie die Trochoidalwerkzeuge oder die Kreissegmentfräser. Deshalb würde speziell natürlich Deutschland und die dortige Innovationskultur auch von Japan aus intensiv verfolgt und auch wertgeschätzt. Einen Umsatzrückgang wegen dem Einzug der Elektromobilität erkennt Senri Nagashima aber nicht. Zu breit sei Kyocera auch mit den Tooling Solutions aufgestellt und hätte bereits viele erfolgversprechende Projekte im Leichtbau, bei der Zerspanung von ultraleichten und gleichzeitig hochfesten Materialen, wie CFK und GFK.
CCX-Cermets für bis zu 800 m/min
Über 30.400 Produkte hat die Kyocera Tooling Solutions bis heute herausgebracht. Und auch zur EMO hat Senri Nagashima wieder einige hochkarätige Neuheiten geschickt, die zuerst im Entwicklungszentrum und Hauptproduktionswerk Sendai im Testcenter vorgestellt wurden. Als absolutes Highlight war auf der EMO die CVD-beschichteten CCX-Wendeschneidplatten zu sehen. Highlight, so Takeyuki Sakama, Manager beim International Sales Department, ist das Substrat, ein selbst entwickeltes und erstmals eingesetztes Micro Grain Cermet, das eben mit einer besonders dicken CVD-Schicht überzogen wird. Damit würden sich in vielen Stahlsorten und auch Guss große und sehr variable Vorschübe zwischen 300 bis 800 m/min oder eben in Grauguss zwischen 300 und 400 m/min realisieren lassen. Unterm Strich können so deutlich niedrigere Prozesszeiten erreicht und gleichzeitig hohe Werkzeugstandzeiten von bis zu 100 min (vc 300-500 m/min, ap 0,5, f 0,2 in SCM435) genutzt werden. Deutlich verbessert sei die Widerstandsfähigkeit beim Zerspanen, vor allem wegen der dicken CVD-Schicht, die im Wesentlichen aus einer dicken Micro-TiCN-Schicht und einer Aluminium-Oxid-Schicht aus Alpha-Al2O3 besteht und mit einer TiN-Schicht gefinisht wird. „Die Schnittgeschwindigkeiten von bis zu 800 m/min sind einmalig“, fasst Joachim Neumann, Testcenterleiter in der Deutschlandzentrale in Neuss, zusammen.

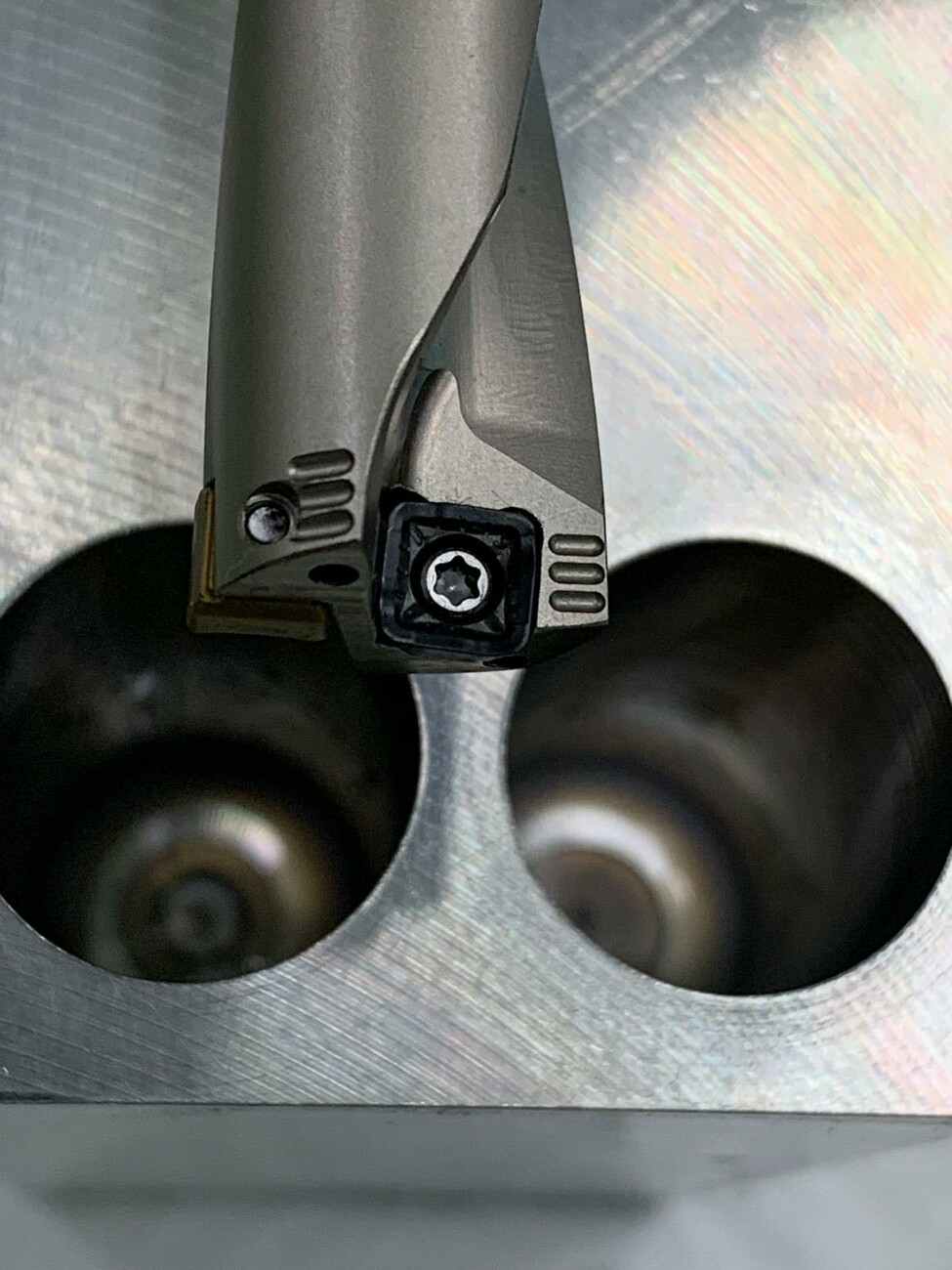
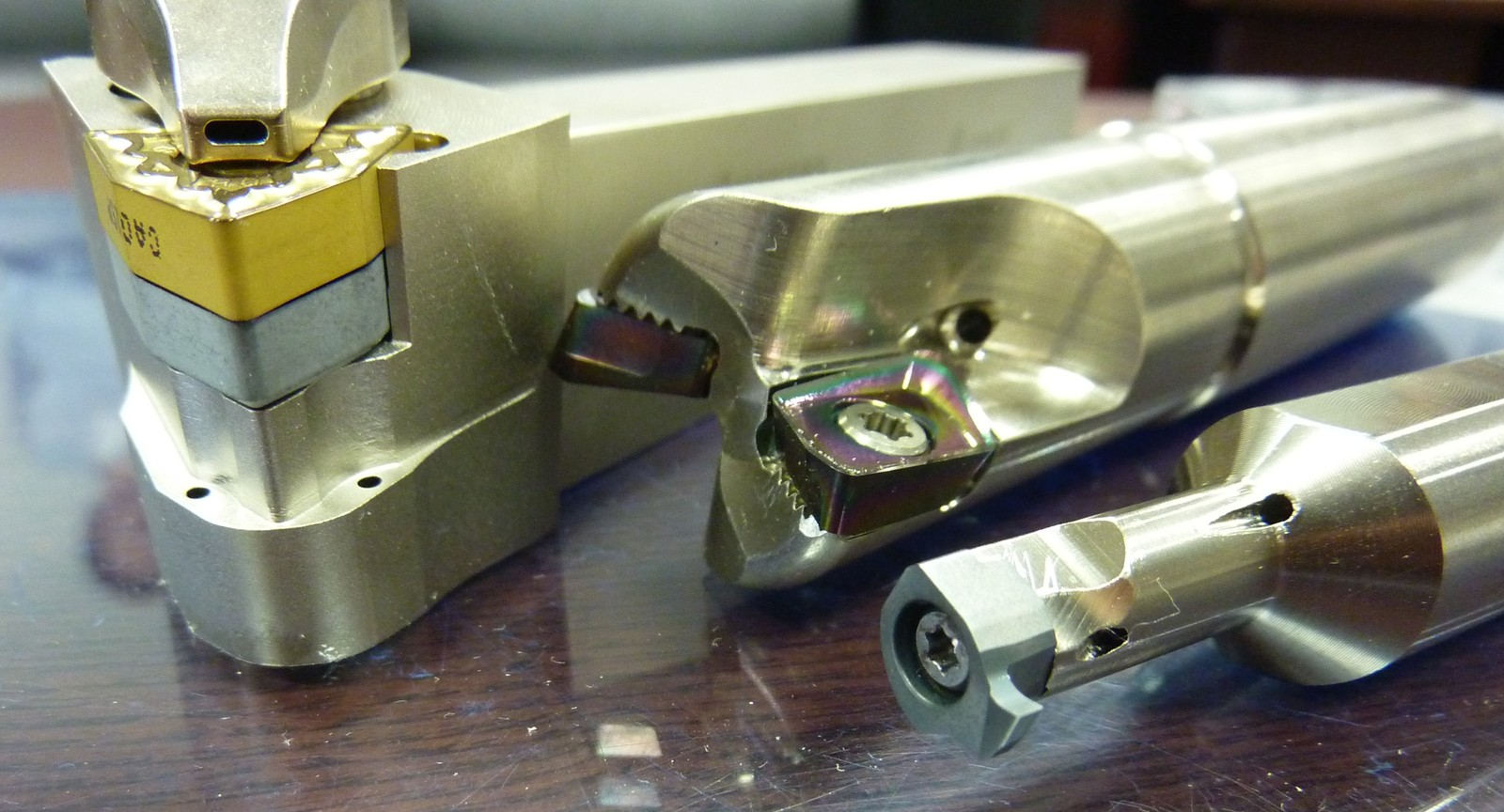
Hochpräzisions-Innenstechen bis 25 mm Tiefe
Außerdem empfiehlt Joachim Neumann unter den Präzisionswerkzeugen die SIGC-Hochpräzisions-Ausdrehwerkzeuge. Einmalig sind daran nicht nur die Späneausbringung durch die Platzierung zweier KSS-Düsen im Trägerwerkzeug, sondern vor allem, dass die Schneideinsätze in Kernlochbohrungen mit Durchmessern von bis zu 8 mm einfahren und dort Nuten einbringen können. Praktisch ist, dass die Schneideinsätze mit nur einer Schraube an der Stirnseite fixiert oder auch schnell wieder getauscht werden können. Großer Vorteil gegenüber Wettbewerbsprodukten sind nach Angaben von Takeyuki Sakama vor allem die sehr kurzen Späne, die sich dann auch gut aus der Bohrung herausspülen lassen. Mit der Megacoat-Nano-Plus- oder Megacoat-Nano-Beschichtung können zudem in verschiedenen Stahlsorten Vorschübe zwischen 50 und 80 m/min gefahren werden. Nuten von 1 bis 3 mm Breite sind möglich in Tiefen von bis zu 25 mm.

Maximale Effizienz bei der Bearbeitung von Aluminium verspricht Takeyuki Sakama vor allem mit den MEAS-Fräswerkzeugen, deren Wendeschneidplatten geschliffen und so hart wie PKD sind. Große Flexibilität würden die als Schaft- und Eckfräser verfügbaren Werkzeuge durch den maximalen Eintauchwinkel von 20° bekommen. Gleiches gilt für den Keilwinkel auf der Platte. In Summe können die MEAS-Fräser schon mit einem Durchmesser ab 25 mm Schultern, Nuten und Taschen fräsen und sogar problemlos sehr stark eintauchen oder helikal mit der Stirnseite eine kreisrunde Bohrung fräsen. Festen Sitz verleiht eine M4-Schraube, die jede Platte zentral auf den wellenprofilierten Sitz fixiert – auch bei Durchmessern von 32 mm und Schnittgeschwindigkeiten bis 3.000 m/min.