Wir haben einfach die Dinge umgesetzt, die wir uns vorgenommen haben. Heute zählen wir uns zu den führenden Unternehmen in Deutschland im Bereich des Präzisionswerkzeugbaus“, unterstreicht Firmenchef Markus Gebhardt, der den 1964 gegründeten und auf Blechumformung spezialisierten Werkzeugbau seit den frühen 1990er-Jahren leitet. Unter seiner Führung fokussierte sich die im oberschwäbischen Baienfurt ansässige Gebhardt Werkzeug- und Maschinenbau GmbH mit ihren heute 90 Mitarbeitern zunehmend auf komplexe Teile und Komponenten für den Automotivebereich. „Wir verstehen uns als Fullserviceanbieter und decken die gesamte Prozesskette ab, angefangen von der grundlegenden Planung sowie einer eventuellen Bauteiloptimierung über die Konstruktion und Fertigung bis hin zum Tryout.“
Große Werkzeuge, modulare Baugruppen
Die Werkzeuge sind meistens so groß, dass sie nicht am Stück gehandhabt werden können und deshalb modular als einzelne Baugruppen aufgebaut sind. Im Schnitt werden in Baienfurt pro Jahr etwa hundert Module hergestellt. Daraus entstehen vorwiegend Einlege- und Folgeverbundwerkzeuge, mit denen Teile und Komponenten aus Stahl und Buntmetall für Fahrwerke oder Bodengruppen ebenso produziert werden wie Zierteile aus Aluminium. Ein weiterer Vorteil für die Kunden ist, dass für den Tryout vier Pressen bis 15.000 kN für bis zu sechs Meter lange Werkzeuge zur Verfügung stehen, wodurch das Testen unter seriennahen Bedingungen ebenso möglich ist wie die Produktion von Kleinserien im Kundenauftrag.
Mehr Maschinen als Mitarbeiter
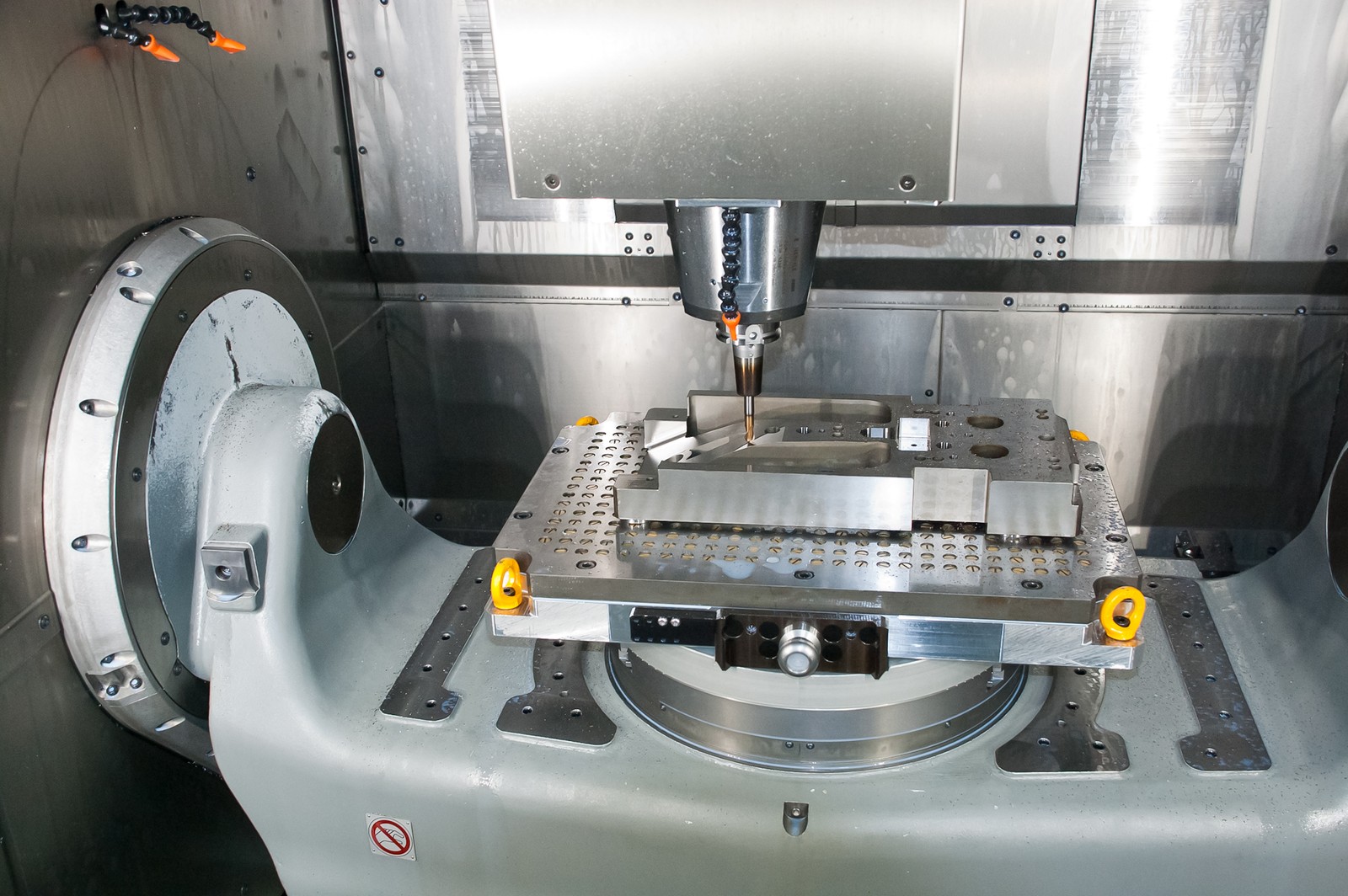
„Wir haben weniger Mitarbeiter als Maschinen, weshalb die Maschinen Tag und Nacht laufen müssen, ohne dass jemand danebensteht”, erzählt Gebhardt. Daher sei die generelle Richtung, in die man sich begibt, klar definiert: „Wir setzen konsequent auf Automatisierung, und zwar so, dass wir trotzdem flexibel bleiben.“ Dabei zählt für Gebhardt der Fräsbereich zu den wichtigen Stellschrauben. Im Zentrum des hochmodernen Maschinen-Equipments fällt der Blick sofort auf die 5-achsige Hermle C42 U und auf den sich hinter einer Schutzwand fleißig bewegenden Knickarmroboter. Dieser versorgt die Maschine rund um die Uhr mit Werkstückpaletten und räumt die fertig bearbeiteten Teile in den jeweils dafür vorgesehenen Palettenlagerplatz. „Wichtig ist, wie wir die Anlage in den Prozess eingebunden haben. Da steckt unser Know-how drin”, erklärt der Firmenchef.
Einen anderen Aspekt hebt Rainer Brandt hervor, der als Leiter CNC-Fräsen für den störungsfreien Betrieb der Zelle verantwortlich ist: „Die 24/7-Fertigung mit hundertprozentig konstanter Bearbeitungsqualität stellt extrem hohe Ansprüche an die Prozesssicherheit. Dabei wird die Rolle der verwendeten Fräswerkzeuge sowie Bearbeitungsstrategien häufig unterschätzt.“
Probleme mit Plattenbrüchen
Bei Gebhardt hat man sich beim Fräsen im Laufe der Jahre einen hohen Stand erarbeitet. Trotzdem kam es in der Vergangenheit während der Schruppbearbeitung immer mal wieder zu Plattenbrüchen. Dies hätte in einer automatisierten Fertigung zu massiven Problemen geführt, weshalb Rainer Brandt nach einer Lösung suchte. Hinzu kam der Wunsch nach kürzeren Bearbeitungszeiten, die nicht mit niedrigeren Standzeiten erkauft werden sollten. Eigene Versuche auf diesem Gebiet waren nicht besonders erfolgreich und als man hier auf der Stelle trat, nahm Rainer Brandt Kontakt mit MMC Hitachi Tool auf. Schon seit vielen Jahren setzt Gebhardt die qualitativ in der oberen Klasse angesiedelten Produkte des japanischen Herstellers ein. Die Erfahrungen, die man mit diesen Werkzeugen gemacht hatte, waren durchweg positiv.
Tests mit ganzheitlichem Optimierungskonzept
Anwendungstechniker Florian Huber, ein erfahrener Branchenexperte von MMC Hitachi Tool, schaute zeitnah bei Gebhardt vorbei. Zum Testen sollte die Geometrie eines etwa 1.500 mm langen, 400 mm breiten und 250 mm hohen Stempels zum Ziehen von Aluminium aus unvergütetem, relativ gut zerspanbarem Gesenkstahl 40CrMnNiMo8 (1.2738) aus dem Vollen geschruppt werden. Rainer Brandt erläutert: „Wir hatten dieses recht große Teil gewählt, weil es eine typische Bearbeitungssituation repräsentiert und 1.2738 bei uns zu den Standardwerkstoffen zählt.“ Dabei ging Florian Huber nach dem ganzheitlichen Optimierungskonzept ‚Production 50‘ (P 50) vor, das von MMC Hitachi Tool speziell für spanabhebende Prozessketten im Werkzeug- und Formenbau entwickelt wurde.
6-schneidiger Torus-Wendeplattenfräser als Referenz
Nach eingehender Analyse von CAM-Strategie sowie dem Maschinen- und Werkzeugeinsatz fuhr er zusammen mit Gebhardt-Mitarbeitern weitere Versuche. Und die Testreihen führten schnell zum Ziel: „Wir hatten als Referenz einen 6-schneidigen Torus-Wendeplattenfräser zum Einschrauben mit 40 mm Durchmesser von MMC Hitachi Tool ausgewählt“, blickt Rainer Brandt zurück. „Wir haben zuerst den Durchmesser 40 genommen, weil das der größte Durchmesser ist, der bei Gebhardt in der Schruppbearbeitung eingesetzt wird”, beschreibt Florian Huber die damalige Vorgehensweise. „Denn wenn dieses Konzept funktioniert, können wir das Ganze auf andere Durchmesser herunter skalieren.“ Geschruppt wurde mit Z-konstant und programmiert mit WorkNC, das in Baienfurt als CAM-System zum Einsatz kommt. Die Schnittdaten wurden dabei auf die Prozessumgebung ausgelegt und zielgerichtet angepasst: „Bei der Leistungsfähigkeit des Fräsers sind wir dann bewusst nicht an die oberste Grenze gefahren, sondern mit der Zustellung sogar etwas zurückgegangen, um absolute Prozesssicherheit zu erhalten“, berichtet Rainer Brandt.
Ein neuer Standzeit-Standard
Das Resultat hat die Erwartungen weit übertroffen, weshalb die ermittelten Werte heute bei Gebhardt als Referenz gelten. „Die Standzeit hat sich mit den Werkzeugen von MMC Hitachi Tool bei Bauteilen dieser Art zwischen 30 und 40 Prozent erhöht.“ Plattenbrüche würden nicht mehr vorkommen. „Wir setzen die Platte heute durchgängig zum Schruppen auf allen Maschinen vom Baustahl bis hin zu hochlegierten Stählen ein, wobei wir die hohen Standzeiten bei jeder dieser Anwendungen erreichen.“ Zudem konnte man deutlich an Geschwindigkeit zulegen. „In dem Versuch haben wir die Bearbeitungszeit auf 240 Minuten gesenkt und sind so rund 30 Prozent schneller geworden“, fasst Rainer Brandt zusammen.
Vergleichstest: Fräser bei der Hartbearbeitung
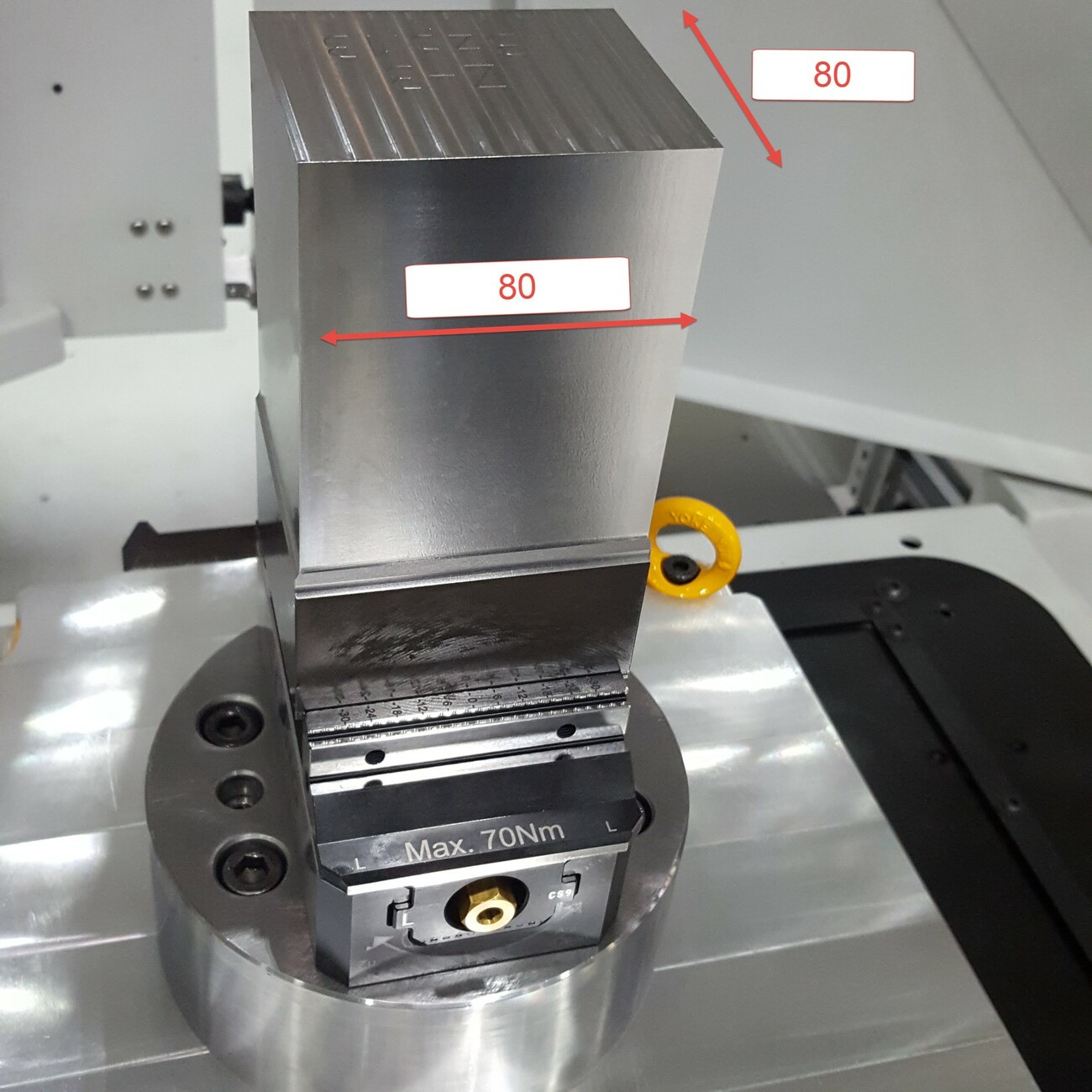
Nach den signifikanten Verbesserungen beim Schruppen sollte ein weiteres Projekt herausfinden, ob sich mit Hilfe von MMC Hitachi Tool auch die Hartbearbeitung weiter optimieren lässt. Dafür wurden zwei zweischneidige, unterschiedlich beschichtete Kugelfräser (EPBTS-TH, HGOB-PN) mit 10 mm Durchmesser einem Vergleichstest mit ähnlichen Kugelfräsern anderer Hersteller unterzogen, insgesamt sieben. Bei den Tests auf der 5-achsigen Hermle C 42 sollte es um die Prozesssicherheit, die Oberfläche und Standzeit gehen. Als Versuchsobjekt diente ein leicht zu messender, 100 mm hoher Block mit einer Länge und Breite von 80 mm aus verschleißfestem und auf etwa 60 HRC vorgehärtetem chromlegierten Kaltarbeitsstahl X155CrVmo12-1 (1.2379), der bei Gebhardt der Standardwerkstoff bei der Hartbearbeitung ist. Der Versuchsaufbau bestand zudem aus einem eingeschwenkten Kugelfräser, mit dem in einem Winkel von 30° fünf Stunden auf einem einzigen Punkt durchgefräst wurde. Wenn der Kugelfräser nach diesen fünf Stunden keinen Verschleiß aufweist, so der Rückschluss, könne man in der Praxis mit zehn Stunden Standzeit rechnen, „weil ich hier wechselnde Bedingungen an der Kugelflanke habe”, wie Rainer Brandt ergänzt.
Große Differenzen bei Oberflächengüte und Maßhaltigkeit
Bei den Tests blieben alle Bearbeitungsparameter stets gleich, Ausgangspunkt waren die Schnittwertvorgaben und die Erfahrungen mit MMC Hitachi Tool. Gemessen wurde die Oberfläche, die Abweichung zum Nullmaß, also zum programmierten Maß – sowie die Konizität, also der Abbau vom Fräswerkzeug im Prozess. „Wir wollten einen wirklichen Eins-zu-eins-Vergleich zwischen einem teureren und einem billigeren Werkzeug haben.“ Bei dem EPTS war ein Verschleiß von 0,02 mm messbar, die Abweichung vom Nullmaß betrug ebenfalls 2/100 mm. Das war deutlich besser als bei den Konkurrenzwerkzeugen, wo Verschleiß und Maßabweichung teilweise bis zu 0,07 mm betrugen, bei einem Mittenrauwert Ra von teilweise bis zu 0,7 μm. Der EPBTS lieferte hinsichtlich Standzeit und Oberflächenqualität insgesamt das beste Ergebnis. „Wir hatten zum Schluss als optimales Ergebnis mit dem EPBTS einen Ra von 0,21 μm hinbekommen, also fast Polierqualität.“ Wie stark sich das Bearbeitungsergebnis bei den Werkzeugen der verschiedenen Hersteller unterschieden hat, hätte ihn schon verblüfft, gibt Brandt zu: „Wir hatten unter exakt denselben Bedingungen teilweise vierfach schlechtere Oberflächen.“ Getestet wurden die Kugelfräser außerdem in 20-Grad-Anstellung sowie in senkrechter Ausrichtung, um die Stirngeometrie zu testen. Letzteres deshalb, weil mit den Kugelfräsern bei Gebhardt sehr häufig flache Bereiche gefräst werden. Auch hier konnte der EPBTS in Sachen Oberflächenqualität und Maßhaltigkeit klar überzeugen.
Entscheidender Schritt bei der Prozesssicherheit
„Wir setzen im Stahlbereich heute fast ausschließlich MMC Hitachi Tool ein”, fasst Brandt den aktuellen Stand zusammen. Und Firmenchef Gebhardt bringt es so auf den Punkt: „Wir fräsen schneller, profitieren von höheren Standzeiten und fertigen mit weniger Kosten.“ Zudem hätte man in Sachen Maßhaltigkeit und Oberflächenqualität nachgelegt. „Je besser die gefräste Oberfläche, desto weniger ist die manuelle Nacharbeit, die im Idealfall heute auch ganz entfällt.“ Das sei ein extrem wichtiges Argument, so Gebhardt. Denn wo nicht nachgearbeitet werden muss, bleibt die Geometrie unbeeinflusst. „So habe ich am fertigen Werkzeug eine höhere Genauigkeit.“ Mit am wichtigsten sei aber, dass man beim Thema Prozesssicherheit einen entscheidenden Schritt vorangekommen ist. Dies bestätigt auch Rainer Brandt. „Seit wir auf MMC Hitachi Tool umgestiegen sind, haben wir beim Schruppen noch keinen einzigen Halter kaputt gefahren.“
cd