

Wie perfekte Fertigung heute aussieht, welche Bausteine nötig sind, zeigt Hermann Diebold gerne anhand seiner seit kurzem angelaufenen vollautomatisierten HSK-Produktion: Von der Stange produzieren in Jungingen zwei von rund einem Dutzend Index-Dreh-Fräszentren hochpräzise HSK-Werkzeughalter – momentan noch in den gängigen Größen 40 und 50 – aber vor allem vollautomatisch auf zwei neuen G200.
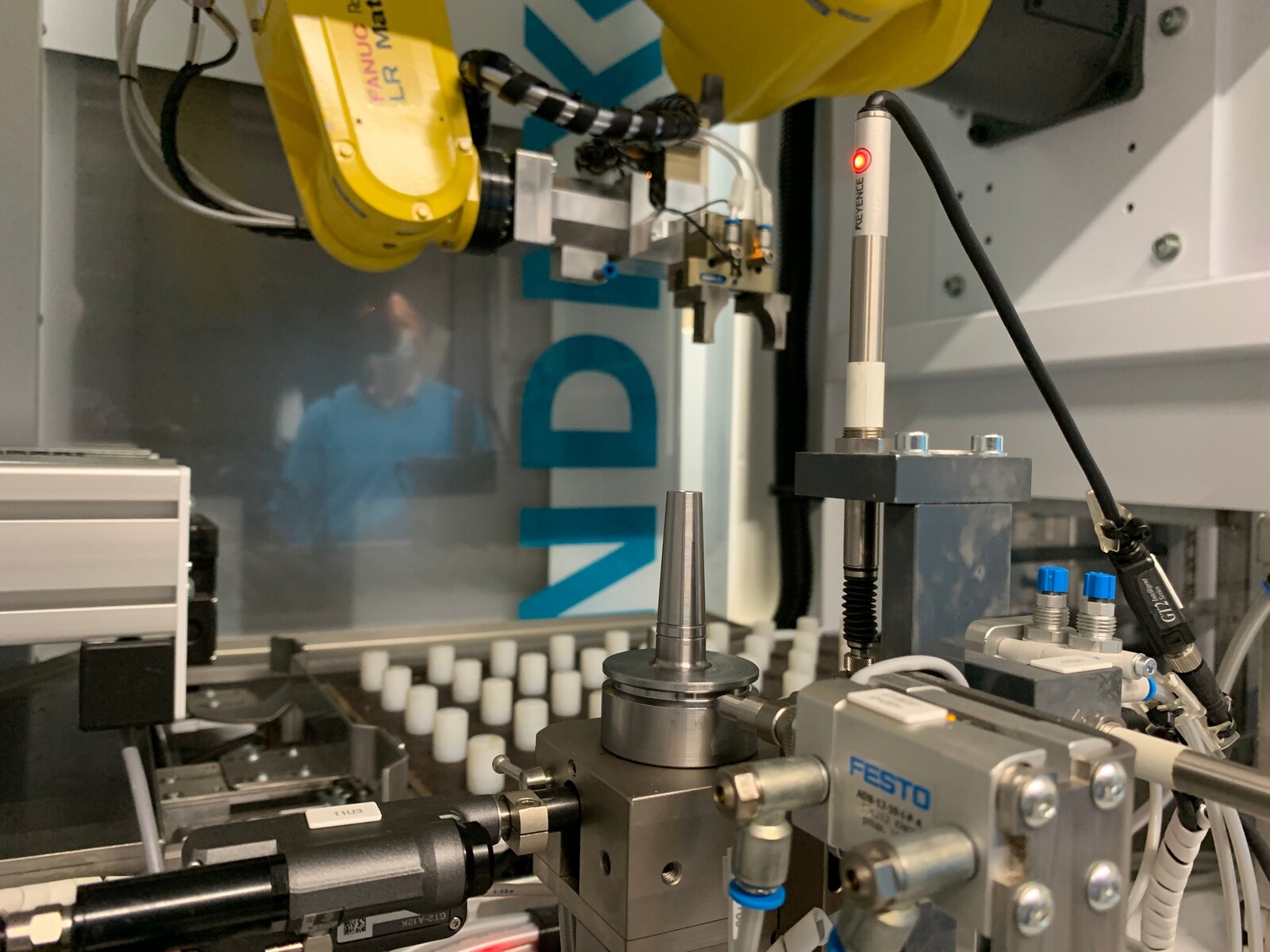
Vollautomatische HSK-Fertigung inklusive Waschstation und HSK-Messgerät
Prunkstücke sind die Waschstationen, Highlights die dort erstmals verbauten und erprobten HSK-Messgeräte, die jeweils die vier entscheidenden Maße am HSK aufs µm prüfen, analysieren und dokumentieren. „Für die komplette Fertigung eines hochpräzisen HSK-Werkzeughalters brauchen wir unterm Strich keine 10 Minuten mehr“, berichtet Geschäftsführer Hermann Diebold, der das hochpräzise Vermessen der HSK-Halter als eine absolute Kernkompetenz seines fast 70 Jahre erfahrenen Unternehmens definiert.







„Das digitale Vermessen haben wir im Rahmen unserer Digitalisierungsoffensive mit Industrie 4.0 komplett auf ein wirklich neues Niveau gehoben“, deutet Hermann Diebold die Weiterentwicklung seiner Prüfstände an. Basis für diese Hochpräzision ist die neue, voll klimatisierte Fertigungshalle. In Summe bedeutet die Integration des vollautomatischen Prüfstandes natürlich einen großen Schritt für die gesamte Fertigung von Diebold. „Wir werden die Prüfstände demnächst auch für sämtliche anderen gängigen Größen einführen. Das erspart künftig viel Logistik und Arbeit im Messraum, den wir jetzt ausschließlich für die Qualitäts-Checks der gebrauchten Werkzeughalter nutzen können“, erklärt Hermann Diebold.
„Bis zu 90 % der Werkzeugaufnahmen sind n.i.O.“
Was hat aber der Zerspaner von einem hochpräzisen Werkzeughalter? „Wir bekommen von Zerspanern meist Anfragen, wenn Bauteile langsam, aber sicher und vor allem unerklärlich für den Maschinenbediener und Fertigungsleiter aus der Toleranz laufen“, erzählt Hermann Diebold. Letztlich könnte der n.i.O.-HSK in der Fertigung eben nur durch ein n.i.O.-Werkstück erkannt werden. Hauptursachen für n.i.O.-HSKs seien vor allem Billigimporte. „Die HSKs der Markenhersteller sind durchwegs gut, vor allem, wenn sie in Deutschland produziert werden.“ Definitive Sicherheit könnte aber nur eine HSK-Überprüfung bringen, betont Hermann Diebold, der dafür einen besonderen Service anbietet: Demnach würden im Rahmen des Qualitäts-Check mit den Diebold-eigenen Präzisions-Kegel-Messgeräten sämtliche HSK-Werkzeugaufnahmen überprüft werden, die auch aus verschiedenen Quellen stammen können.
Diebold analysiert die Werkzeughalter und stellt dem Zerspaner detaillierte Messergebnisse zur Verfügung, die klar machen, ob die Werkzeughalter noch einsetzbar sind oder nicht. „Erfahrungsgemäß und im Durchschnitt sind etwa 30 % der vorhandenen Werkzeugaufnahmen nicht mehr in der vorgegebenen Toleranz. Wir hatten aber auch schon 90 % n.i.O.“ Im Basis- oder Plus-Qualitätscheck berechnet Diebold pro überprüftem Halter unter 10 Stück 24,60 Euro, bis 100 Stück 21,40 und bis 500 noch 17,50 Euro.
Bestandsaufnahme bringt erhebliche Produktivitätsvorteile
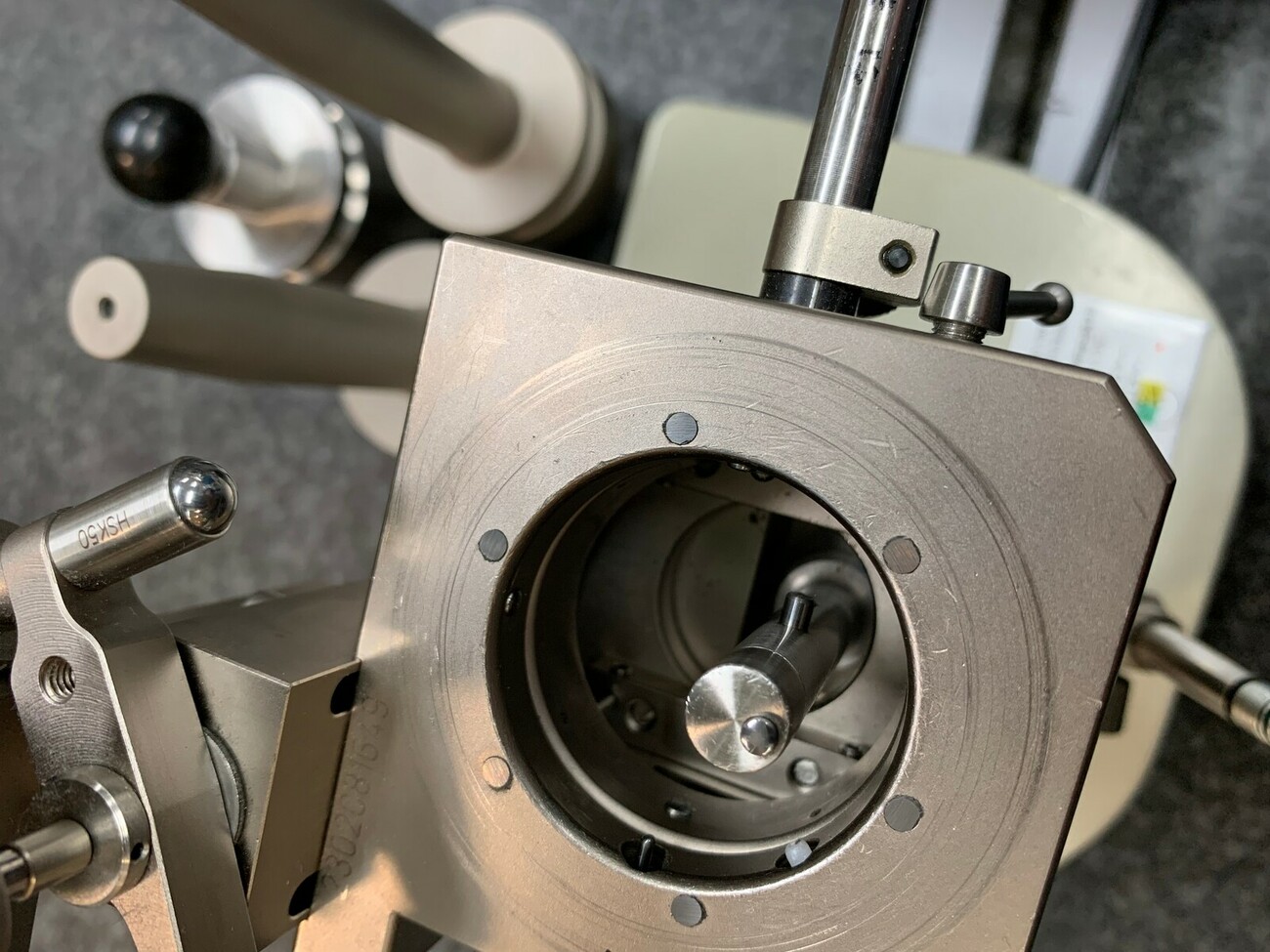
Dass Hermann Diebold weiß, was er messtechnisch tut, wird schnell klar bei einem Blick in den Messraum der nach Güteklasse 2 auf exakt 21,6°C temperiert ist. Grundsätzlich misst Diebold bei der Überprüfung des HSK die vier entscheidenden Merkmale: Durchmesser und Rundheit des Außenkegels, innen die Auswerfertiefe und die Spannschräge für den Werkzeugspanner, den Rundlauf der Werkzeugaufnahme und die Plananlage. „So eine Bestandsaufnahme kann ich nur empfehlen, am besten einmal jährlich, weil die Zerspaner so sehr einfach erhebliche Produktivitätsvorteile erzielen können.“ Denn nur mit präzisen HSKs können präzise Konturen geschaffen werden, versichert Hermann Diebold. „Unsere neuen, digitalisierten Messgeräte beschleunigen natürlich den Messprozess und die Datenverarbeitung. Was früher auf Messmaschinen 20 Minuten gedauert hat, läuft jetzt im HSK-Messgerät digital ab nachdem das Messgerät auf die Größe eingestellt und kalibriert ist.“ Heraus kommt ein Messprotokoll, das den Kunden per Werkzeugbeurteilung direkt informiert, welcher HSK in der Norm ist oder eben nicht mehr verwendet werden sollte. „Noch viel einfacher geht alles, wenn wir künftig auch noch QR-Codes auf die HSKs schreiben. Alles andere ist Steinzeit“, betont Hermann Diebold. Und das nicht nur für das Vermessen der Kegel. Denn statt nach wie vor händisch die Werkzeugdaten immer und immer wieder in Maschinensteuerungen, Werkzeuglisten und Messgeräte einzugeben, müssten die QR-Codes in einer vernetzten Fertigung nur per Scanner ausgelesen werden, um nicht nur die Kenndaten zu erhalten, sondern auch Informationen über Standweg bis Standzeit abfragen und nutzen zu können.
Werkzeugdatenverwaltung gut pflegen
„Nur wer die aktuellen Werkzeugdaten vorliegen hat, kann auch maximale Performance fahren: muss ein Werkzeug nicht wegwerfen, wenn das Werkzeug noch schruppen könnte; muss kein Werkzeug mehr in Magazinen suchen oder sicherheitshalber doppelt und dreifach viele HSKs einkaufen.“ Das A und O sei demnach auch, die „Mutter aller Daten“ zu pflegen. Nur mit einer digitalen, komplett vernetzten Werkzeugverwaltung fließen auch die Werkzeugdaten zwischen Messgeräten und Maschinen. „Die Zeiten, in denen wir Werkzeugdaten händisch in Maschinensteuerungen eingegeben haben, sollten längst vorbei sein. Zudem lassen sich viele Spindelkapazitäten aktivieren, wenn Teile nicht mehr auf Maschinen eingemessen werden müssen, sondern per Nullpunktspannsystem immer exakt richtig ausgerichtet auf der Maschine per Handhabungsgerät oder Roboter eingesetzt werden kann“, skizziert Hermann Diebold das große werkstückseitige Ratiopotenzial.
„Nur so lässt sich tatsächlich in Deutschland 24/7 effizient arbeiten“
Und auch auf den Paletten der Nullpunktspannsysteme würde der QR-Code weitere Transparenz transportieren: „Mittlerweile sind die Produktionssysteme so gut, dass nicht nur in der Serienfertigung, sondern auch bei Losgröße 1 keine Teile mehr auf der Maschine angetastet und vermessen werden sollten. In Summe können Sie so die Produktivität ihrer Fräsmaschinen problemlos um 30 % heben – vor allem in Deutschland.“ Deutsche Hersteller sollten nach Erfahrung von Hermann Diebold dafür sorgen, dass hier am Standort Deutschland sämtliche Teile so günstig hergestellt werden können wie nirgends sonst. „Das muss das große Ziel sein. Wir haben die Technologie bereits hier, um sowas zu realisieren – und nur so lässt sich tatsächlich in Deutschland 24/7 effizient arbeiten.“ Automation ist der Schlüssel, so Hermann Diebold. Das sagte ihm auch kürzlich der Vorstandsvorsitzende eines sehr großen Werkzeugmaschinenherstellers, der keine Maschinen mehr ohne Automation verkaufen und ausliefern will. „Für den Qualitätscheck von HSK-Werkzeughaltern bekommen wir mittlerweile jede Woche neue Anfragen. Offenbar besteht großer Bedarf, dass Werkzeughalter mindestens so gut wie die Norm sind.“
Mit 13 kW in 2 s das perfekte Schrumpffutter aufweiten
Ähnlich verhält es sich mit den Schrumpfwerkzeugen, berichtet Hermann Diebold, die durch ständige Überhitzung nicht nur pechschwarz werden, sondern erhebliche Spannkraft verlieren, was den Wechselprozess verlängert und letztlich auch zum Scheitern führt, dass Werkzeuge überhaupt nicht mehr aus dem Futter aufgeschrumpft werden können. „Erst wenn die Genauigkeit weg ist, die Werkzeuge sich entweder im Prozess lösen oder die Futter nicht mehr vom Schrumpfgerät ausreichend aufgeweitet werden können, damit das Werkzeug herausnehmbar ist - erst dann reagieren meist die Zerspaner. Dann erreichen uns Hilferufe“, berichtet Hermann Diebold. Dann sei es aber zumindest für diesen HSK zu spät. Denn ab 450°C wird das Gefüge verändert. Geschieht das regelmäßig, verfärbt sich das Schrumpfwerkzeug pechschwarz, verliert Spannkraft und Toleranzen. „Das vermeiden Sie ganz einfach, indem Sie unser US-1100-Schrumpfgerät nehmen, das zum Patent angemeldet, mittels Pyrometer und definiertem Abstand durch die Spule ständig die Temperatur misst – und somit das Schrumpffutter definitiv nicht überhitzen kann.“ Das US-1100-Gerät bringt 13 kW Leistung. Ein Standardfutter glüht damit in 2s. „Andere Geräte brauchen viel länger und regeln die Temperatur nicht so präzise. Mit dem US 1100 kann kein Bediener mehr einen Fehler machen – besonders nicht, wenn die Werkzeuge mit unserem QR-Code gechipt sind. So werden nicht nur sämtliche Daten mitgeliefert. Das Gerät kann so auch perfekt auf das eingelegte Schrumpffutter eingestellt werden. Das ist schon klasse. Besser kann man Industrie 4.0 nicht interpretieren“, erklärt Hermann Diebold sein schlüssiges Prozesskettenkonzept.