
Die Ingenieure der Gressel AG haben mit dem Roboter-Spannmodul R-C2 eine Lösung entwickelt, die das Beladehandling mit der Werkstückspannung kombiniert. „Es eignet sich für die automatisierte Einzelteil- und Kleinserienfertigung und ermöglicht das Greifen und Spannen in einem Arbeitsgang“, erklärt Andreas Brunhofer, Produktspezialist Automation bei Gressel.
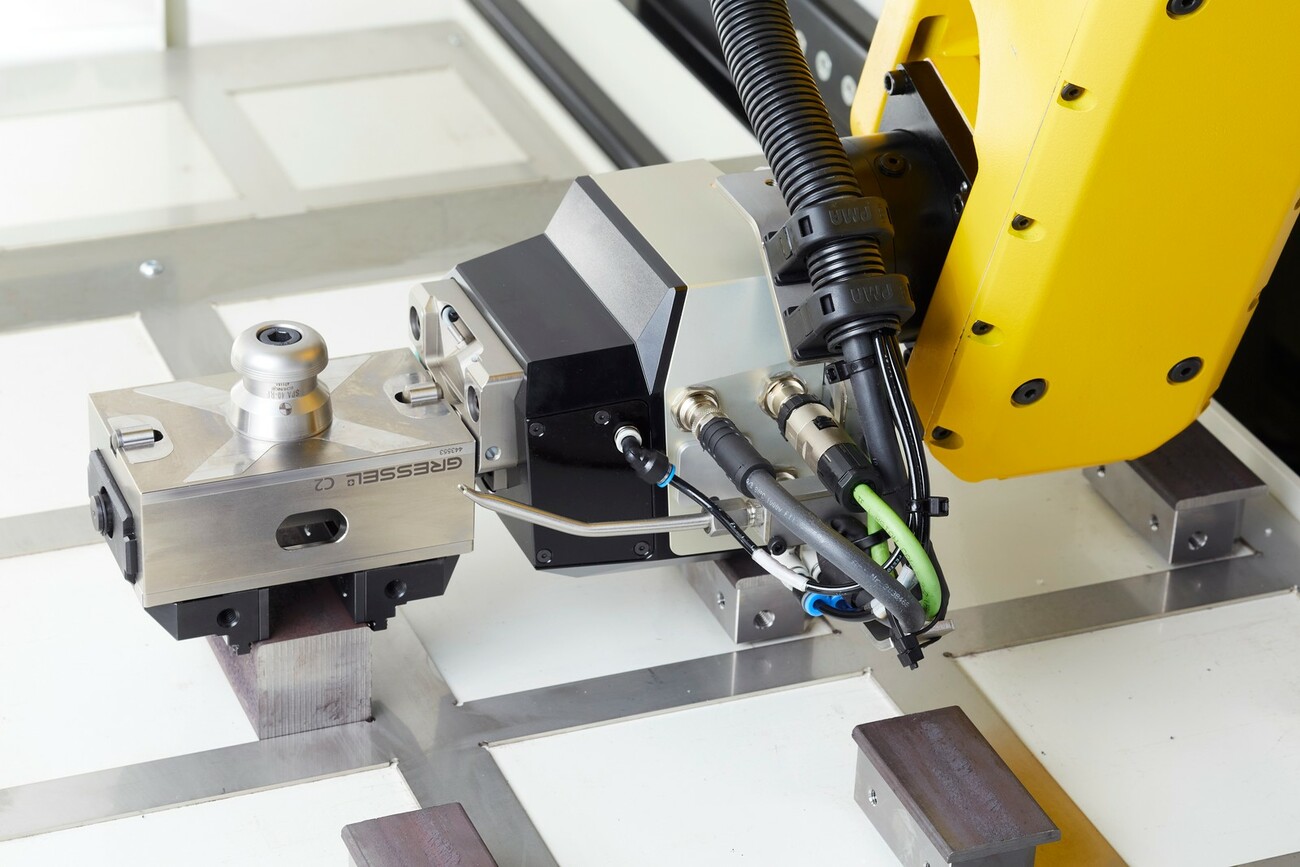
Beim Beladen funktioniert das Modul wie ein Greifer
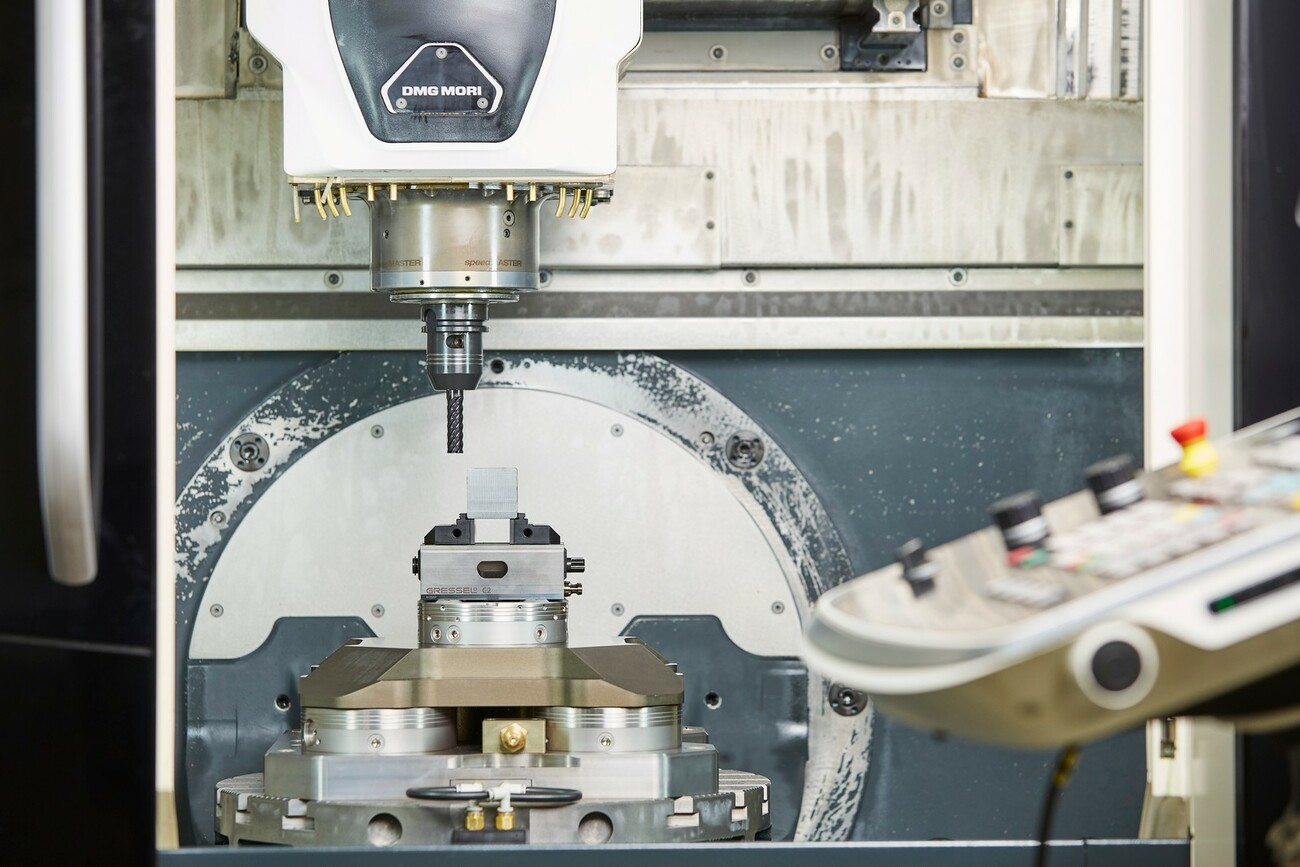
Das Roboter-Spannmodul vereint laut Angaben des Schweizer Unternehmens die Vorteile von Roboter-Direktbeladung mit denen der Palettenbeladung. In der Maschine funktioniert der R-C2-Spanner wie eine Palette. Der Zentrischspanner wird vom Roboter in die Maschine eingelegt und abgekuppelt. Beim Beladen funktioniert das R-C2-Modul wie ein Greifer. Der Zentrischspanner wird vom R-C2-Modul motorisch als gesteuerter Servogreifer eingesetzt. Damit entfällt der Rüst- und Umrüstaufwand, denn neue Werkstückspannweiten werden mit dem Servoantrieb automatisch umgestellt.
Das Roboter-Spannmodul kann einerseits formunabhängig zupacken und macht andererseits teure Komponenten wie Rohteilgreifer und Greifer für die Prozessschritte OP 10 entladen, OP 20 beladen, OP 20 entladen sowie auch eine werkstückspezifische Ablage überflüssig, heißt es weiter. Es fungiert somit als Spanner zum Fixieren des Werkstücks und zudem als Transportmittel für das Werkstückhandling ab der Rohteilaufnahme bis hin zur Ablage des Fertigteils.
Die Zeit für Einrichten sowie Be- und Entladen sinkt deutlich
Der Prozessablauf mit dem Roboter-Spannmodul R-C2 gestaltet sich im Einzelnen wie folgt: Der Roboter oder das Handlingsystem für die Werkstückbeschickung wird einmalig mit dem Modul ausgerüstet. An dieses wird, je nach Werkstückfamilie, der Werkstückspanner für die Teiledimensionen 80 mm x 130 mm oder 125 mm x 235 mm angedockt. Der Roboter fährt mit dem Werkstückspanner zur Rohteilablage in die Aufnahmeposition, fixiert und spannt das Werkstück, verfährt auf den Maschinentisch und setzt die Spanneinheit auf dem Nullpunktspannsystem ab. Nach dem Spannen erfolgt die Bearbeitung, währenddessen der Roboter hauptzeitparallel einen zweiten Spanner mit einem weiteren Rohteil vorbereitet. Nach der Bearbeitung holt der Roboter die Spanneinheit mit dem Halbfabrikat oder dem Fertigteil ab und verfährt wieder in die Ablageposition. Im Vergleich zu anderen Automatisierungslösungen wie Palettenhandling oder Spanner-Direktbeladung haben Untersuchungen von Gressel gezeigt, dass bei der R-C2-Automation der Mitarbeiter die geringste Zeit für das Einrichten sowie das Be- und Entladen benötigt. Daraus ergeben sich beim Palettenhandling 81,8 % höhere Mitarbeiterkosten im Jahr und bei der Spanner-Direktbeladung 71,4 % jährliche Mehrkosten im Vergleich zum Roboter-Spannmodul. „Wir sind mit dem R-C2 beim Rüstaufwand die schnellsten und die flexibelsten, die es derzeit am Markt gibt“, urteilt Brunhofer.
Das maximale Handlinggewicht beträgt 35 kg
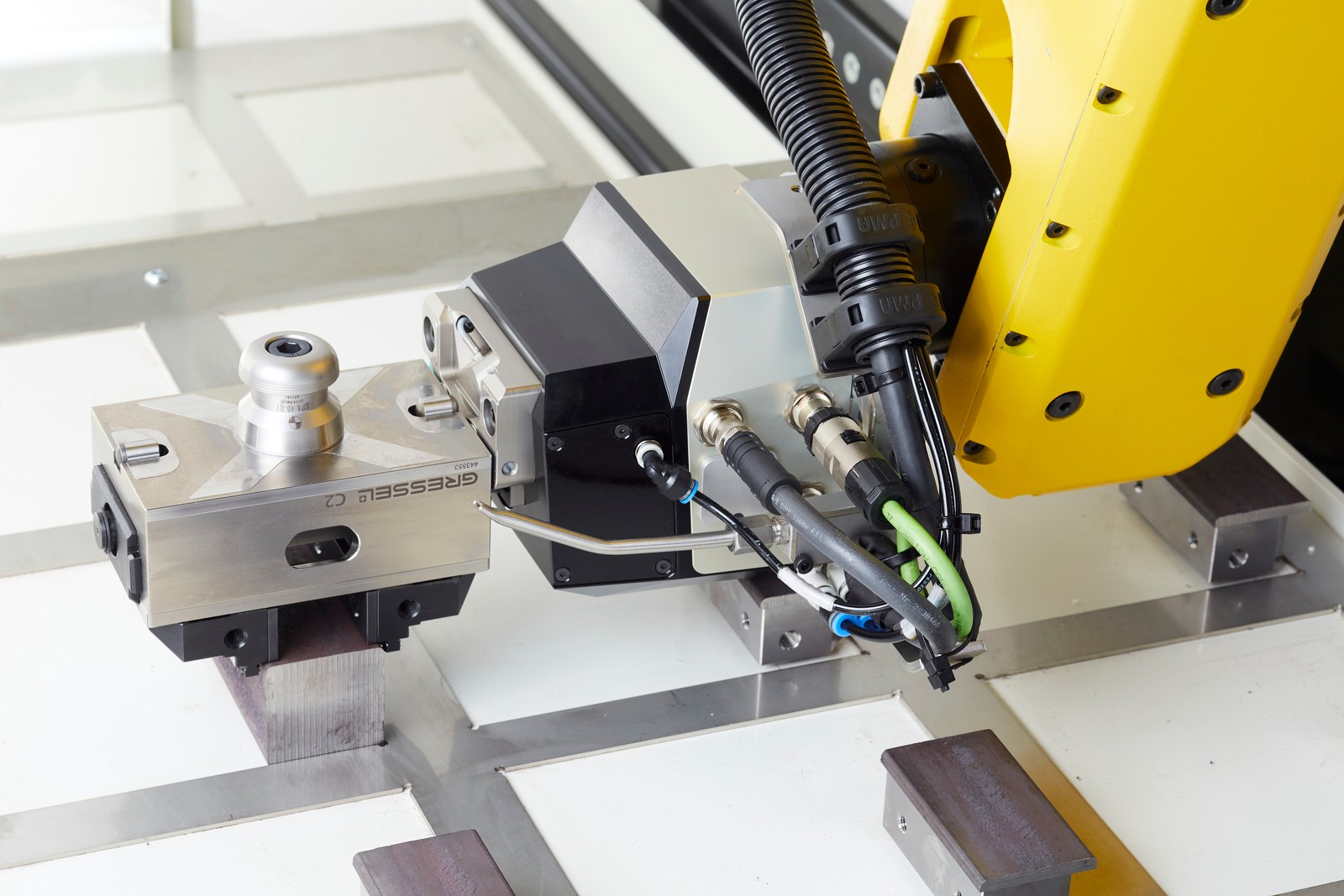
Das Roboter-Spannmodul R-C2 ist als Leichtbausystem konzipiert. Es wiegt 3,8 kg und verfügt über eine gesteuerte Servospannachse mit einer Greif- und Spannkraft von maximal 35 kN sowie eine Kopplungsvorrichtung. Die Werkstück-Spannkräfte sind zwischen 30 und 100 Nm frei programmierbar. Das maximale Handlinggewicht beträgt 35 kg inklusive R-C2-Modul und -Spanner. Mit vier Modellvarianten wird ein Spannbereich von 0 bis 226 mm abgedeckt. Zur Sicherheit ist die Spanntechnik energielos gespannt. Die Überwachung der Spannung erfolgt mittels Spannweitenmessung per Lasersensor, die Spannkraftmessung durch Überwachen des Motorenstroms. Ebenfalls kontrolliert wird die Funktion Ankoppeln. Zum Lesen und Beschreiben ist ein RFID-Sensor integriert, der das Speichern von Backenkonfigurationen, Spannzykluszählungen und vieles mehr erlaubt.
Störkonturen wurden weitgehend vermieden
Die Pneumatik und Elektronik (Profinet) sind integriert, sodass sich das Roboter-Spannmodul R-C2 problemlos installieren lässt, so der Schweizer Hersteller. Es ist kompakt konstruiert und vermeidet weitgehend Störkonturen, womit die Funktionalität bei mehrachsiger Komplettbearbeitung erhalten bleibt. Zur weiteren Reduzierung von unproduktiven Nebenzeiten kann eine weitere Spanneinheit verwendet werden, die während der Bearbeitung des auf der Maschine befindlichen Werkstücks hauptzeitparallel beladen und auf einer Zwischenablage geparkt werden kann. In Summe sind somit maximal ein Roboter-Spannmodul R-C2 und zwei anzudockende Spanneinheiten erforderlich, um die Einzelteil- und Kleinserienfertigung produktiv und sehr wirtschaftlich durchführen zu können, heißt es weiter.
6-Seiten-Station ermöglicht mannloses Umspannen
Bei der 6-Seiten-Fertigung erfolgt oft das Umspannen für die OP 20 noch von Hand. Um auch diesen Schritt zu automatisieren, hat Gressel die 6-Seiten-Station R-C2 entwickelt. Dort erfolgt ein Handshake zwischen dem robotergeführten Zentrischspanner der OP 10 und dem im Nullpunkt positionierten Zentrischspanner für die OP 20. Dabei wird das vorbearbeitete Werkstück von der 6-Seiten-Station während dem Umspannprozess angedrückt und gespannt. Prozesssicherheit und die parallele Werkstückauflage im Zentrischspanner werden laut Gressel gewährleistet. Messfunktionen zur Prozessüberwachung und eine Ausrichtstation für Rohteile sind integriert. „Damit ist ein mannloses Umspannen von OP 10 auf OP 20 möglich“, resümiert Brunhofer.