
Über 10 Mio. Kurbelwellen hat die Maschinenfabrik Alfing Kessler seit 1911 produziert. „In der LF4-Halle fertigen wir die Großkurbelwellen, das Herzstück vieler großer Generatoren und Marineanwendungen, aber auch für immer mehr Schiffspropeller und Leitschaufeln von Wasserkraftanlagen“, deutet Prozessentwicklungsleiter Richard Ulmer die eingeleitete Kurskorrektur in Richtung nachhaltiger Antriebssysteme an. Werkzeugseitig sorgt vor allem Boehlerit für Dauerfestigkeit und Hochglanz zwischen Wangen, Hub- und Lagerzapfen.
In Summe rund 100 Mio. Euro hatte der Aalener Kubelwellenhersteller 2008 in die Large-Factory-4-Halle investiert und auf 11.000 m2 jeweils mehrere XXL-Bearbeitungszentren und Dreh-Fräszentren installiert. „Damals gab es riesige Nachfrage vor allem für große und monolitische Großkurbelwellen, die wir im Auftrag für Motorleistungen von 1 bis 12 MW und bis zu 10 m Länge gefertigt haben“, begründet der Leiter der Prozessentwicklung, Richard Ulmer, die Mega-Investition von Alfing in der Zentrale in Aalen-Wasseralfingen. Zwar bremste der Börsenknall 2009 die Geschäfte, konnte aber Alfing auf dem Weg zum weltweit größten Hersteller für bis zu 8 m lange Großkurbelwellen nicht abbringen.

Vergütungsstahl zum Gesenkschmieden, Härten, Fräsen
„Im Fertigzustand liefern wir unseren Kunden die bestellten Kurbelwellen mit maximal 2/10 mm Längentoleranz auf 8 m und samt Oberflächengüten bis auf Rz 2 µm.“ Diese hohe Präzision und Oberflächengüte sei nach Angaben von Richard Ulmer aber auch notwendig. „Wir liefern quasi das Herzstück eines jeden Motors, das die gewaltigen transversalen Kräfte von Kolben und Pleuel in rotativen Vortrieb wandelt. Durchbiegung oder gar Verschleiß dürfen an der Kurbelwelle natürlich gar kein Thema sein.“ Alfing setzt deshalb, so Engineering-Experte und Programmierer Michael Bauer, fast ausschließlich den schwefelarmen Vergütungsstahl 42CrMo4 und 50CrMo4 ein, der sich nicht nur im ersten Arbeitsgang glänzend gesenkschmieden lässt, sondern auch im nachfolgenden Schrupparbeitsgang gute Zerspanraten bei vergleichsweise wenig Längenausdehnung liefert.


Innenfräser und 276 kW an der Hauptspindel
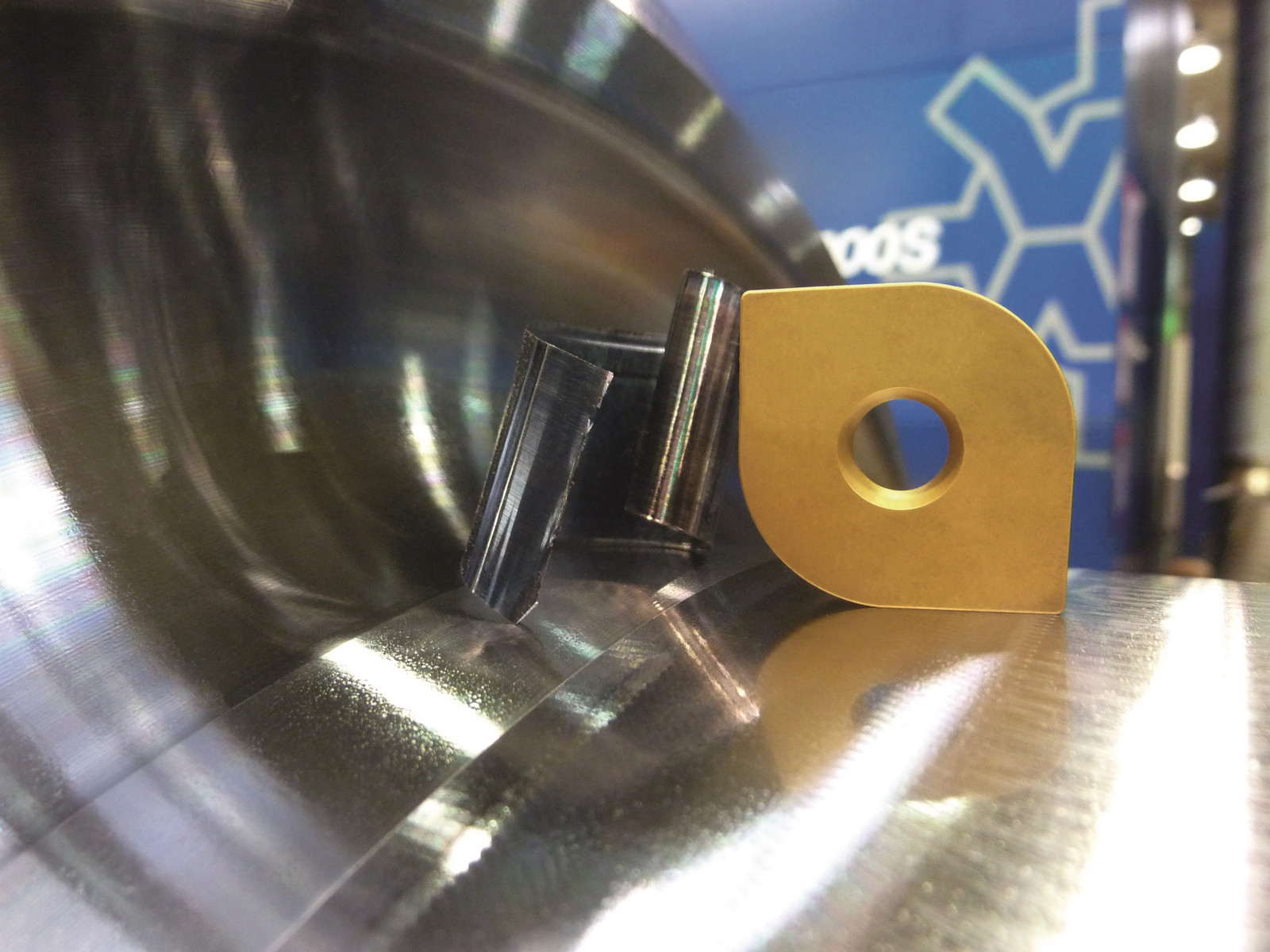
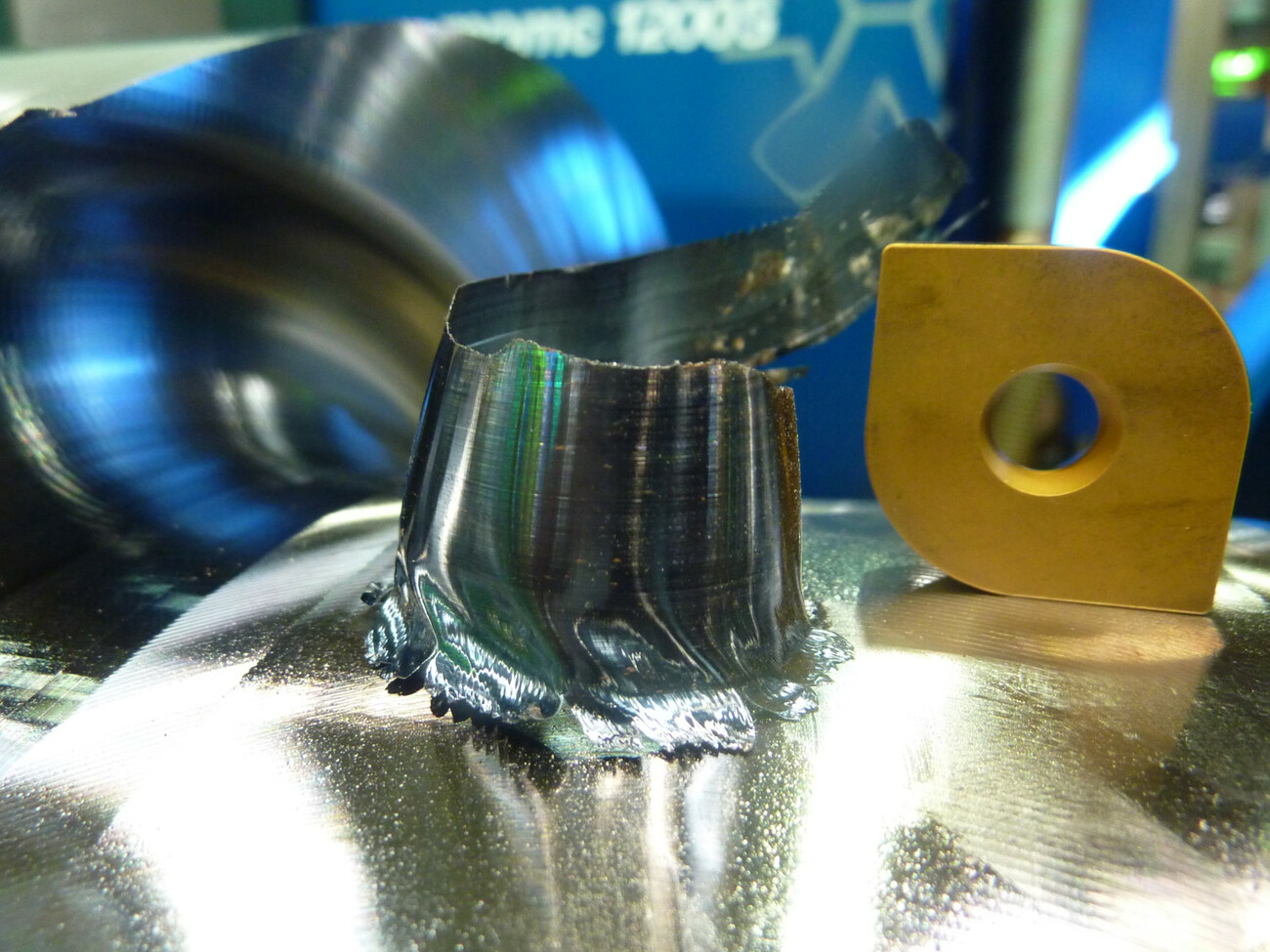
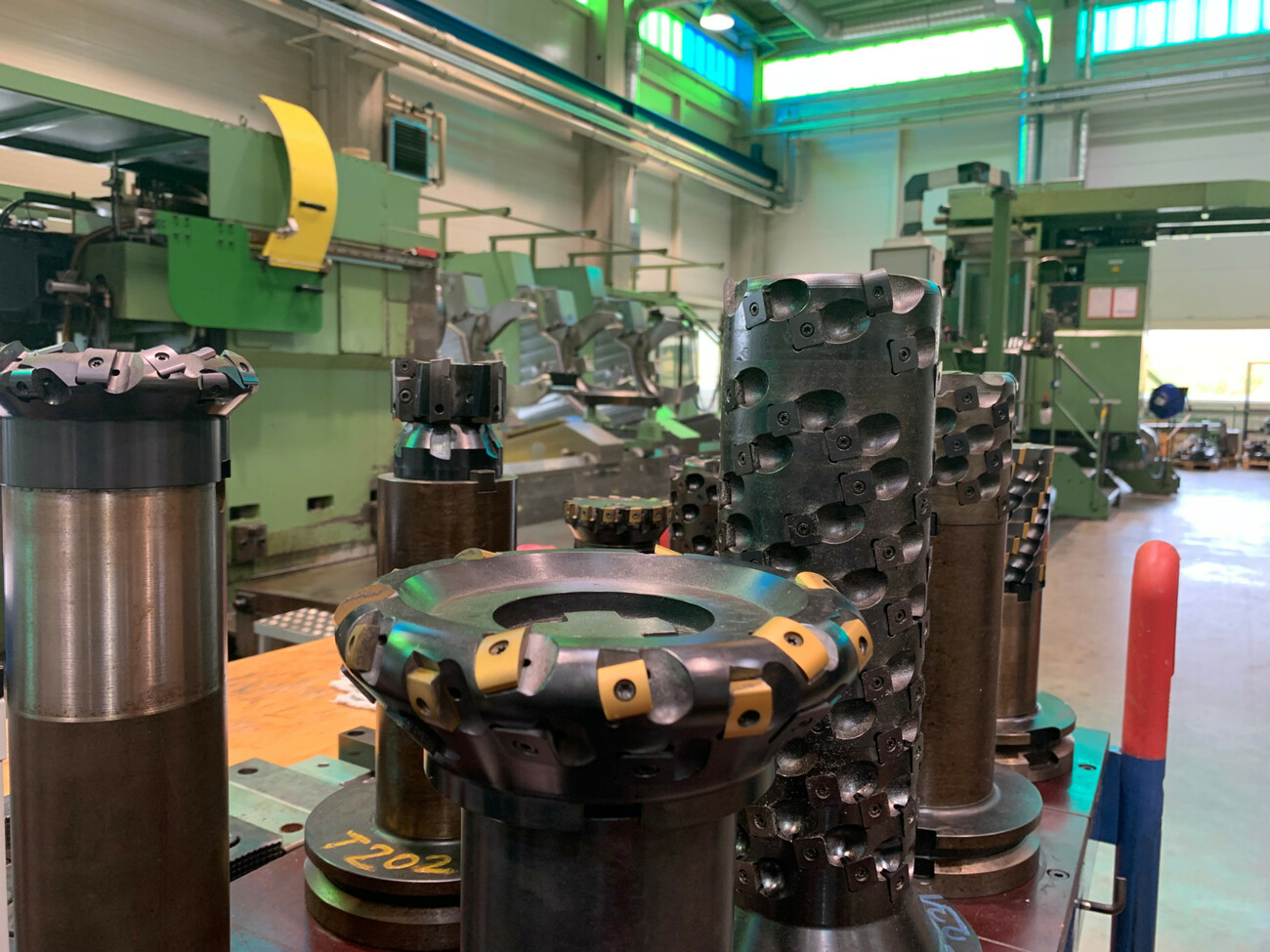
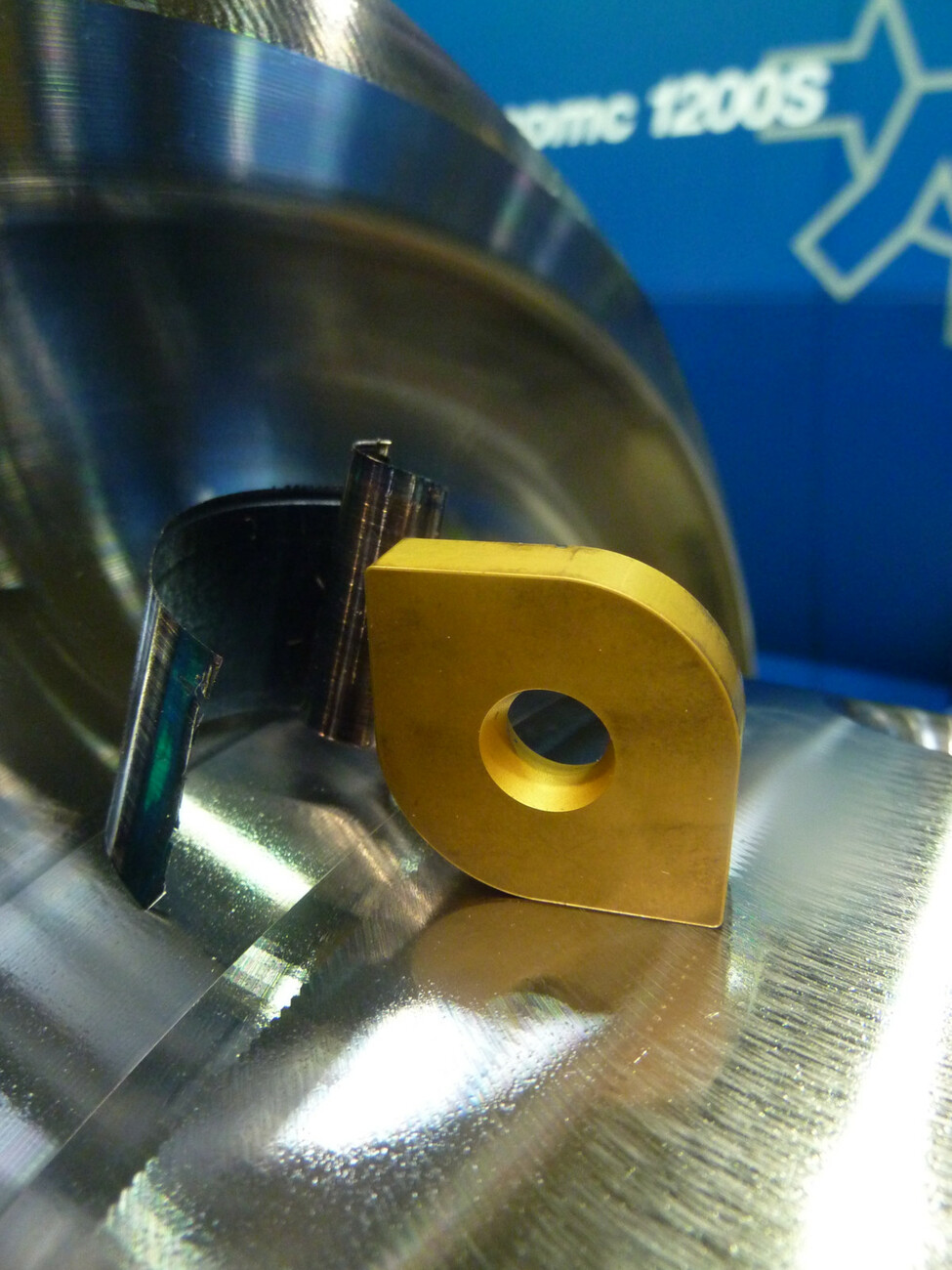
Geschruppt werden die Großkurbelwellen in LF4 ausschließlich auf den 12 m langen XXL-Fräsmaschinen, die mit den Innenfräsern von Boehlerit bis zu 1.000 kg Späne pro Stunde von der Kurbelwelle abnehmen können. „Die Innenfräser kosten so viel wie eine kleine 1-Zimmerwohnung, die ganze Maschine ist gewaltig und leistet an der Hauptspindel bis zu 276 kW.“ Gefräst, so Michael Bauer, wird trocken mit zwei bis drei Lünetten und einigen Pausen, damit den Rundlauf- und Längenveränderungen erfolgreich entgegengewirkt wird. Grund sei, dass das Material prinzipiell „lebt“, die Verspannungen vom Schmieden noch im Material stecken und tatsächlich bei bis zu 1.200 mm Bearbeitungsdurchmesser viele der rund 70 bis 200 Wendeschneidplatten im Eingriff sind und damit auch Wärme erzeugen. Und auch hier würde wiederum Boehlerit mit ins Spiel kommen, so Michael Bauer, um die Schneidenauslegung so zu gestalten, damit die maximale Wärme in den Span geleitet wird und nicht ins Werkstück.
Highlight: einstellbare Kassetten
„Das Highlight an unseren Innenfräsern sind aber die individuell einstellbaren Kassetten. Sie können damit jede Platte je nach Geometrie und gewünschter Zustellung einrichten“, erklärt Boehlerit-Kubelwellenexperte Herbert Steiner, dessen erste Kontakte zu Alfing ins Jahr 1987 zurückreichen, als der Österreicher noch für den Hersteller GFM tätig war. „Diese Maschinen sind so komplex und der Fräsprozess auch nicht für den Maschinenbediener einsehbar, so dass vieles mit vielen Erfahrungswerten einfach richtig programmiert werden muss“, erklärt Michael Bauer. Und dabei, ergänzt Alfing-Programmierer und Arbeitsvorbereiter, seien die Erfahrungswerte von Herbert Steiner nicht nur sehr hilfreich, sondern würden bei dieser klassisch vorliegenden Losgröße-1-Fertigung viele Probleme erst gar nicht entstehen lassen. So wird jede Großkurbelwelle einzeln und auf ihre Besonderheiten hin geschruppt: Die Wangenaußenformen und Schrägen werden fertig gefräst sowie die Lager- und Hubzapfen mit geringem Aufmaß herausgearbeitet aus den geschmiedeten Rohteilen mit einem Aufmaß von 6 bis 25 mm pro Fläche. Bei freiformgeschmiedeten Rohteilen oder einer geschmiedeten runden Walze werden die Kurbelwellen aus dem Vollen herausgearbeitet.
Neue Plattenbeschichtungen und Strategien
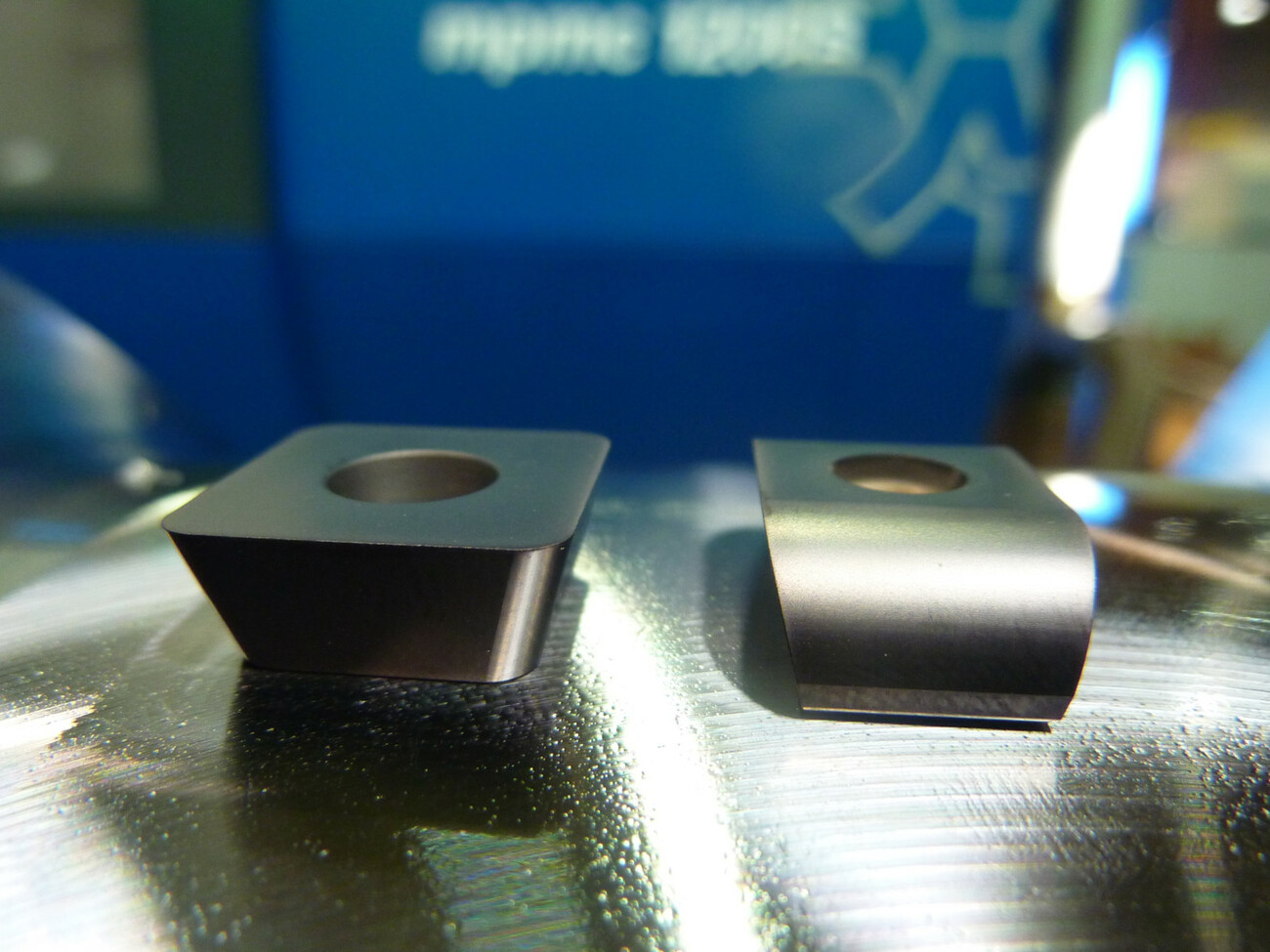
Warum sind die in den Innenfräsern verbauten Wendeschneidplatten aber nicht mit positiven Schneiden ausgestattet? „2007, 2008 hatten wir im Rahmen der Prozessoptimierung viele Versuche auch mit positiven Schneiden gefahren, um durch Werkzeugoptimierung höhere Vorschübe, damit kürzere Prozesszeiten und letztlich weitere Fertigungskapazitäten frei zu bekommen.“ Das, so Richard Ulmer, sei aber nicht durch positive Schneiden gelungen, sondern eher durch neue Plattenbeschichtungen und diverse neue Fertigungsstrategien, wie eben das Ablösen des Schälprozesses von großen Kurbelwellen bis 1.200 mm Durchmesser mit Schälmessern. „In der Konsequenz haben wir den Fertigungsprozess Kurbelwelle komplett neu aufgestellt“, berichtet Richard Ulmer. Demnach die neue Halle gebaut, neue Dreh-Fräszentren angeschafft, die auch in Zukunft nach dem Schruppen auf den XXL-Fräsmaschinen das Vorschlichten und nach dem Härten das Erstellen der Endkontur übernehmen. Es verbleiben dann nur noch wenige Zehntel zum abschließenden Schleifen, Polieren und Bandfinishen der Endkontur.
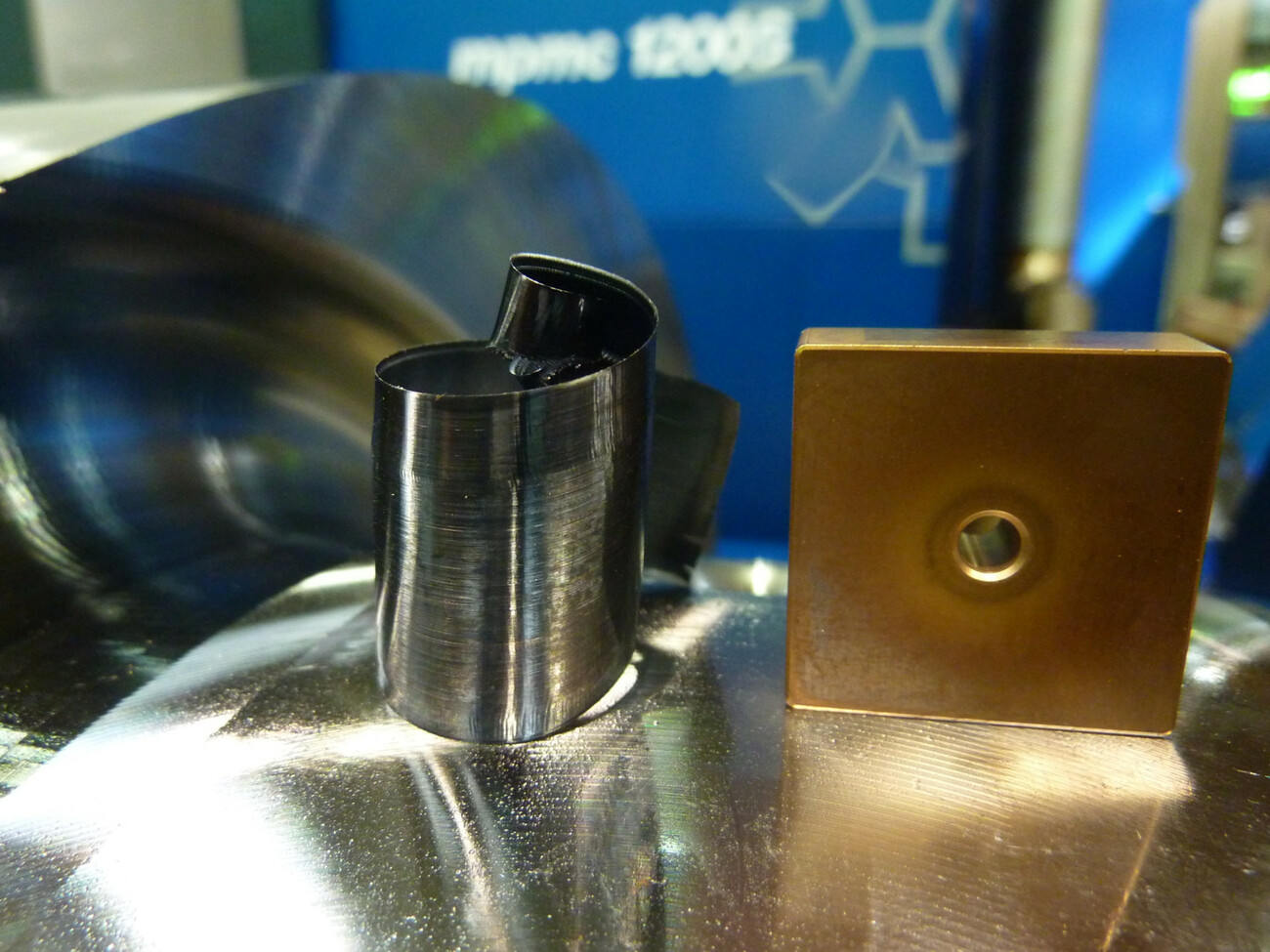
Formfräser realisieren Übergänge von Zapfen bis Wange
Nach dem Schruppen auf den XXL-Fräsmaschinen, dessen Durchlaufzeit etwa sechs Tage dauert, kommen die Kurbelwellen zum Vorschlichten auf die großen Dreh-Fräszentren. Dort werden auch bevorzugt die großen Formfräser eingesetzt. „Die ersten Formfräser von Boehlerit hatten wir bereits seit 1996 getestet und dann relativ schnell im Einsatz.“ Auch diese Werkzeuge des Kapfenberger Herstellers mit einer Niederlassung im nahegelegenen Oberkochen seien nach Erfahrung von Michael Bauer sehr wirtschaftlich. „Boehlerit hat die Fräser, die Platten und die Beschichtung auf unseren Vergütungsstahl perfekt abgestimmt“, berichtet Michael Bauer.


Standhafte Mehrbereichssorte und angepasste Geometrien
Sowohl für die Formfräser wie auch für die Innen- und Außenfräser, die Boehlerit auch für die Großserienproduktion von kleinen und mittelgroßen Kurbelwellen empfiehlt und mit bis zu 2.100 mm Durchmesser für großen Monoblockwellen von Schiffskurbelwellen und Stationärantrieben anbietet, liefert der österreichische Werkzeughersteller standardisierte Wendeschneidplatten. „Die drei Sorten BCP25, 30 und 35 zum Fräsen von leicht bis schwierig zu zerspanenden Stahl inklusive einer Mehrbereichssorte stehen bereit und werden mit der passenden Geometrie im Werkzeug individuell für das zu bearbeitende Werkstückprofil angepasst“, erklärt Christian Göttling, der Technische Berater von Boehlerit aus dem naheliegenden Königsbronn. Demnach zeichnet sich vor allem die Mehrbereichssorte durch hohe Verschleißfestigkeit und ausgezeichnete Zähigkeitseigenschaften aus. Die Formfräser übernehmen das Fräsen der Hohlkehlen und könnten nach Angaben von Christian Göttling prinzipiell die Übergänge von Zapfen auf Wange in nur wenigen Durchgängen auf Fertigmaß bearbeiten. „Bei den Formfräsern können tatsächlich auch positive Schneidengeometrien zum Einsatz kommen, die dann mit ihren versetzten Platten einen sehr weichen Schnitt erzeugen“, erklärt Christian Göttling. Ebenfalls im Programm seien auch Walzenstirnfräser, die auf Dreh-Fräsmaschinen mit Schaftlängen von bis zu 500 mm für das Fräsen von Wangenflächen eingesetzt werden.
Flexibler Plattenwechsel bei neuen Materialqualitäten
„Großer Pluspunkt unseres Vergütungsstahls mit etwa 1.000 N/mm2 Zugfestigkeit ist die besonders gute, auch partielle Härtbarkeit. Das anschließende Fräsen der gehärteten Oberflächen ist mit den Boehlerit-Formfräsern auf den Dreh-Fräszentren kein Problem. Auch die Ölkanäle und deren Eintritte bearbeiten wir heute erst im gehärteten Zustand. In Summe erzielen wir problemlos die von unseren Kunden geforderten Toleranzen, Rund- und Geradheitswerte, die durchwegs bei < 10 µm liegen“, resümiert Richard Ulmer. Und großer Vorteil der Formfräser sei, dass natürlich die Wendeschneidplatten jederzeit entsprechend auf neue Materialien oder Härteverfahren angepasst werden können, ergänzt Michael Bauer.
Fertigungsqualität für neue Antriebskonzepte
Rund 150 verschiedene Kubelwellentypen hat Alfing im Programm. Gefertigt werden heute in vier Hallen rund 15.000 Kurbelwellen pro Jahr im Großkurbelwellenbereich und im Automotivebereich etwa 300.000 Stück für die namhaften deutschen Automobilhersteller wie Porsche, aber auch Schiffspropeller für Hafenschlepper oder Off-Road- und Minenfahrzeuge. Abnehmer finden sich auf der ganzen Welt für die 1,5 bis 8 m langen Kurbelwellen, aber auch Extruderschnecken, Kompressor- und Turbinenwellen. „Freude machen uns natürlich Anfragen für Kurbelwellen, die in neue Konzepte wie etwa in elektromechanische Antriebe eingebaut werden sollen. Das beweist schon, dass weder das Herzstück Kurbelwelle in der Energiewende abzuschreiben ist noch unsere Fertigungskompetenz unterschätzt wird.“ Denn umfangreiche Tests hätten gezeigt, so Richard Ulmer, das nicht neue Materialien mit bis zu 1.700 N/mm2 besser seien und bis dato auch kaum von Stahlwerken geliefert werden könnten, sondern der partiell gehärtete Vergütungsstahl nach wie vor die berühmte ‚Nase‘ vorne hat: sowohl mit rund 80 % höherer Dauerfestigkeit bei Biegewechselbeanspruchung oder durch Schlagverdichtung in den hochbeanspruchten Zonen, wodurch sehr einfach und effektiv die Dauerfestigkeit um bis zu 150 % erhöht wird.
Auch künftig keine Sensoren in der Kurbelwelle
Der Elektrifizierung der Kurbelwelle erteilt Richard Ulmer allerdings eine Absage. „Sensorik wird eigentlich nicht in Kurbelwellen eingebaut. Vibrationsmesser, Schwingungsdämpfer oder Temperatursensoren werden vom Motorenbauer um die Kurbelwelle platziert. Das Herzstück hat eine klare, prinzipiell einfache Funktion: die Längsbewegung des Kolbens in Rotation umwandeln – und das machen unsere Kurbelwellen sehr gut – bis dato ohne Ausfall weltweit – was natürlich auch an den exzellenten Werkzeugen und dem Fertigungs-Know-how von Boehlerit liegt.“ Mehr über die bei Alfing eingesetzten Werkzeuge finden Sie hier auf der Website von Boehlerit.