

Von drei wesentlichen Faktoren hängt ab, welche Werkzeuglösung bei der Fertigung von Verzahnungen zum Einsatz kommt: Modulgröße, Losgrößen und die vorhandene Maschinentechnologie. Sie entscheiden über die zu wählende Fertigungstechnologie. Insbesondere die neueren Werkzeugmaschinen mit gekoppelten und synchronisierten Achsen bieten heute Möglichkeiten zur Verzahnungsherstellung, die früher Spezialmaschinen vorbehalten waren.
Von Kegel- und Hypoidrad bis Wälz- und Schraubgetriebe
Man unterscheidet innen- und außenverzahnte Zahnräder sowie Zahnwellen. Zahnräder kommen vor als Stirnräder, geradeverzahnt, schräg- oder pfeilverzahnt, als gerade- oder bogenverzahnte Kegelräder, Schraubenräder, bei denen die beiden Achsen keinen gemeinsamen Schnittpunkt haben müssen, ebenso wie die ähnlichen Hypoidräder. Ein Zahnrad kann aber auch eine Schnecke sein in einem Schneckengetriebe. Eine Sonderform ist zum Beispiel die Zahnstange. Die Zahnradgetriebe unterteilt man, je nach Lage der Achsen zueinander, in Wälzgetriebe oder Schraubgetriebe.
Die am häufigsten verwendete Zahnform ist die Evolvente. Evolventenverzahnungen sind gleichermaßen geeignet für Übersetzungsverhältnisse von schnell zu langsam und umgekehrt, für rechts- und linksdrehend. Sie sind relativ spielarm und einfach sowie kostengünstig herzustellen. Die zweite wichtige Verzahnungsform ist die Zykloidenverzahnung. Ihre Vorteile sind geringe Reibung bei der Übersetzung vom Langsamen zum Schnellen und die größeren möglichen Übersetzungsverhältnisse. Konstruktiv und fertigungstechnisch stellt diese Zahnform allerdings höhere Ansprüche. Daneben spielen sogenannte Triebstockverzahnungen (außer bei der Sonderform Kettenantrieb wie bei Fahrrad- und Motorradantrieben) keine größere Rolle mehr in der Technik.
Vorzugsreihe II von Modul 0,055 bis 70
Das Maß für die Größe der Zähne bei Zahnrädern ist das Modul. Es ist definiert als Quotient aus der Zahnradteilung p (dem Abstand zweier benachbarter Zähne) und der Kreiszahl Pi. Bestimmungsgrößen der Zähne wie Kopf- und Fußhöhe, Fußrundungsradius und Kopfkantenbruch werden als Produkte mit dem Modul angegeben. Um standardisierte Werkzeuge verwenden zu können, sind in der DIN 780 Vorzugsreihen definiert. Sie reichen bei der Vorzugsreihe I von Modul 0,05 bis Modul 60 und in der Vorzugsreihe II von Modul 0,055 bis Modul 70. Im angloamerikanischen Maßsystem wird statt des Moduls der ‚Diametral Pitch‘ verwendet.
Bearbeitungsverfahren mit geometrisch bestimmter Schneide sind Abwälzfräsen, Profilfräsen, Wälzhobeln, Wälzstoßen, Stoßen, Wälzschälen, Profilräumen, 5-Achs-Freiformfräsen oder Schaben. Bearbeitungsverfahren mit unbestimmter Schneide sind Wälz- oder Profilschleifen, Honen, Läppen, Erodieren oder Ätzen. Bei der Großserienbearbeitung von Zahnrädern im Maschinen- und Automobilbau setzt man vor allem auf Bearbeitungsmaschinen mit spezieller Kinematik und aufwendig konstruierten Werkzeugen, wie zum Beispiel Wälzfräser. Diese teuren Investitionen rechnen sich in der Regel nur bei großen Serien. Auf gängigen CNC-Drehzentren und CNC-Bearbeitungszentren und mit auf den Anwendungsfall angepassten Werkzeugen können wirtschaftlich anspruchsvolle und präzise Zahnkonturen bearbeitet werden.


Verzahnen von Schneckenwellen bis Ritzeln und Stirnrädern
Das Produktportfolio von Horn umfasst ein breites Werkzeugprogramm zur Herstellung von unterschiedlichen Verzahnungsgeometrien ab Modul 0,5 bis Modul 30. Ob Verzahnungen an Stirnrädern, Welle-Nabe-Verbindungen, Schneckenwellen, Kegelrädern, Ritzeln oder an kundenspezifischen Profilen, alle diese Zahnprofile lassen sich mit den Werkzeugen zum Fräsen, Nutstoßen und anderen Prozessen heutzutage wirtschaftlich herstellen. Einen weiteren Beweis der Kompetenz beim Verzahnen bietet das Produktprogramm Wälzschälen. Das Verfahren ist seit über 100 Jahren bekannt. Eine breitere Anwendung findet es aber erst, seit Bearbeitungszentren und Universalmaschinen mit voll synchronisierten Spindeln und verfahrensoptimierter Software die Anwendung dieser hochkomplexen Technologie ermöglichen.
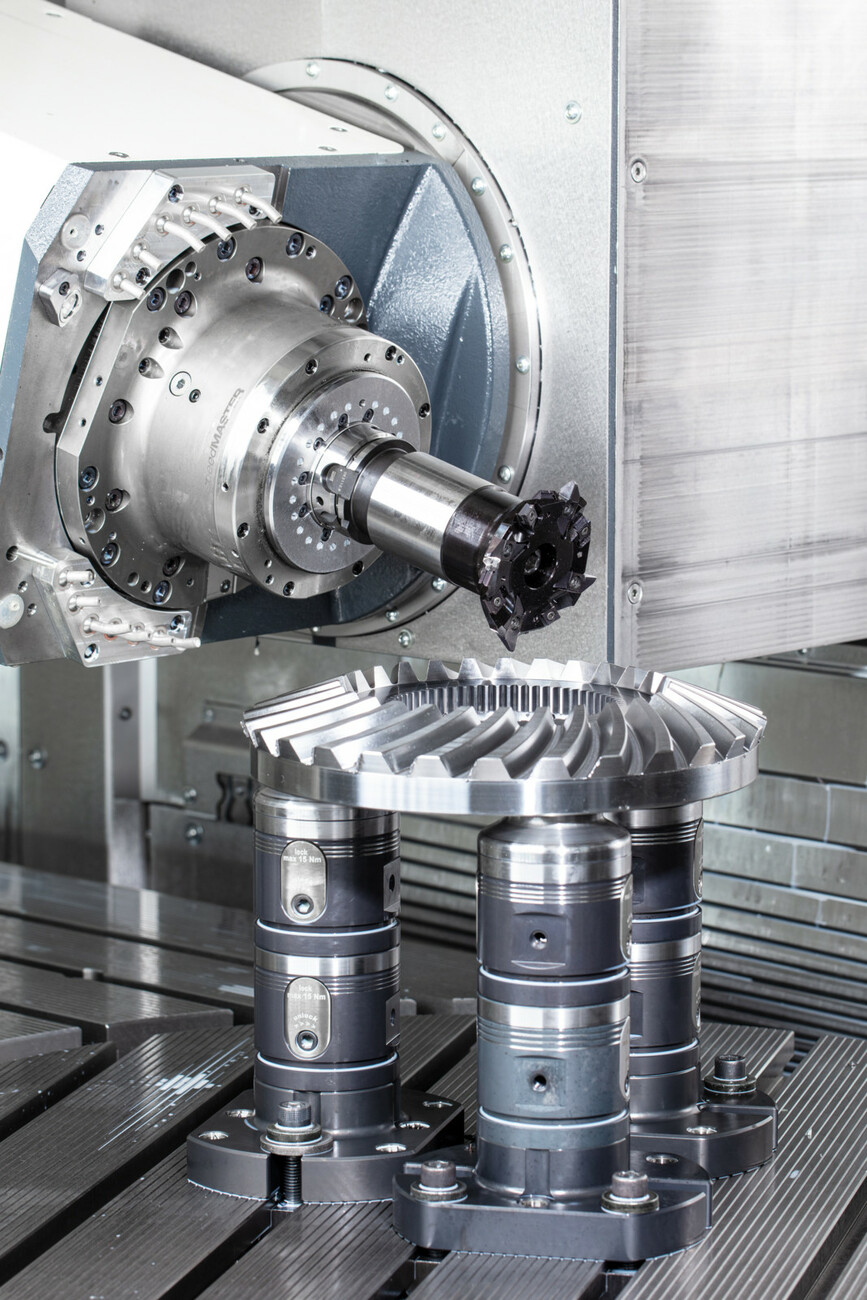
Flexible Lösungen zum Verzahnungsfräsen
Die Zusammenarbeit zwischen Horn und DMG Mori ermöglicht die wirtschaftliche Bearbeitung von Verzahnungen, sei es Wälzschälen, Verzahnungsstoßen oder aber Verzahnungsfräsen. Die stetige Weiterentwicklung der Werkzeugsysteme beispielsweise in Kombination mit der DMG-Mori-Software gearmill ermöglicht dem Anwender die produktive Herstellung von Verzahnungsbauteilen auf universellen Bearbeitungszentren mit Standardwerkzeugen. Die Wirtschaftlichkeit zeigt sich schon bei Einzelteilen und Prototypen und reicht bis zur Herstellung von hochwertigen Verzahnungsgeometrien in der Klein- und Mittelserie.
Mit der Software gearmill gelang dem Werkzeugmaschinenhersteller DMG Mori ein entscheidender Schritt in der wirtschaftlichen Herstellung von Verzahnungsbauteilen auf universellen Bearbeitungszentren. Die Software ermöglicht die Berechnung unterschiedlicher Zahnradgeometrien und die daraus resultierende Generierung der Fräsbahnen. Dies gilt für Stirnverzahnungen, gerade-, schräg- oder pfeilverzahnt, für Schneckenräder, für unterschiedliche Kegelräder wie zum Beispiel Klingelnberg Zyklo-Palloid-Verzahnungen oder weitere Verzahnungsgeometrien.
Standardwerkzeuge und Software setzen Maßstäbe
Zum Verzahnungsfräsen kommen Werkzeuge aus dem Horn-Standard-Programm zum Einsatz. Dazu zählen Schaftfräser, Kugelfräser, torische Fräser, Scheibenfräser und konische Werkzeuge. „Theoretisch ist bei der Modulgröße keine Grenze gesetzt, aber in der Praxis beschränken wir uns hauptsächlich auf Verzahnungen bis Modul 30. Entscheidender als eine bestimmte Modulgröße ist jedoch, dass mit gearmill universelle 5-achsige Bearbeitungszentren befähigt werden, hochkomplexe Zahnräder zu fertigen. Der wirtschaftliche Effekt ist enorm. Auf universellen Bearbeitungszentren kann man vorher die jeweilige Rohteilgeometrie bearbeiten und anschließend in der gleichen Aufspannung Zahnräder in Einzelfertigung, für den Prototypenbereich oder Klein- und Mittelserien produzieren. Das ist ein großer wirtschaftlicher und zeitlicher Vorteil gegenüber der üblichen Bearbeitung auf teuren Verzahnungsmaschinen“, erklärt der Key-Account-Manager bei Horn, Joachim Hornung. Der Einsatz von Standardwerkzeugen beim Verzahnungsfräsen bietet dem Anwender eine schnelle Verfügbarkeit, geringere Werkzeugkosten im Vergleich zu speziellen Verzahnungswerkzeugen und eine Flexibilität durch die schnelle Verfügbarkeit der Horn-Werkzeugsysteme.
Hochvorschubfräsen besonders erfolgreich
Horn und DMG Mori pflegen seit vielen Jahren in enger Partnerschaft Weiterentwicklungen im Bereich der allgemeinen Zerspanungstechnologie. Kundennutzen erhöhen, Kosten einsparen, Prozesszeiten reduzieren, Prozesssicherheit erhöhen, Reaktionszeiten verringern und vor allem Standard-Werkzeuglösungen universell nutzen, das waren von Anfang an die gemeinsamen Ziele. Die Erfolge am Markt sprechen für sich. Die Technologie des Hochvorschubfräsens erwies sich in dieser Partnerschaft als besonders erfolgreich. Horn hat in den letzten Jahren auf diesem Gebiet besondere Schwerpunkte gesetzt und ein umfangreiches Standardprogramm entwickelt. Das breite Angebot an Hochvorschubfräsern zum Beispiel für die endkonturnahe Schruppbearbeitung von Zahnrädern reicht von Messerköpfen des DAH-Systems, VHM-Wechselköpfen der DG-Baureihe bis in den VHM-Bereich der DS-Serie. Die von Horn speziell entwickelten Hartmetallsorten zeichnen sich dabei wegen ihrer hohen Zähigkeit und Verschleißfestigkeit durch hohe Standzeiten aus. Das gilt genauso auch für die Fräser zur Zahnflankenfertigbearbeitung; beispielsweise spezielle Geometrien und Wechselköpfe auf Basis des DG-Wechselkopfsystems. Der Hauptvorteil: hohe Stabilität auch bei kleinen Modulen. Die konische Geometrie mit hoher Stabilität erfordert nur geringe Ausgleichsbewegungen der Maschine. Selbst der Fußkreisradius kann mit dem gleichen Werkzeug erzeugt werden.
Beschleunigte Fertigungsverfahren
Die unterschiedlichen Fräser aus dem Standardprogramm von Horn bilden die komplette und anspruchsvolle Fertigung von verschiedenen Verzahnungsgeometrien ab. Im Zusammenspiel mit der von DMG Mori entwickelten Steuerungssoftware gearmill ergibt sich ein flexibles, schnelles und besonders wirtschaftliches Bearbeiten von hochgenauen Zahnradkonturen in jeder Geometrie auf universellen Bearbeitungszentren bei Prototypen und kleinen sowie mittleren Stückzahlen. Die unflexible und teure Fertigung mittels spezieller Verzahnungsmaschinen und spezieller Verzahnungswerkzeuge kann somit durch beschleunigte Fertigungsverfahren abgelöst werden.