Stefan Maas ist ein Macher durch und durch. Stillsitzen ist nicht sein Ding. Permanent detektiert sein Blick, wo gerade Handlungsbedarf besteht und wo Optimierungspotenziale stecken. Mit einer einzigen Fräsmaschine war er vor gut zehn Jahren gestartet und hat seinen Betrieb innerhalb der vergangenen zwei Jahre von 12 auf heute 32 Mitarbeiter ausgebaut. Dass sich Maas nie mit dem Status Quo zufriedengibt, führte zu einer engen Kooperation mit Martin Schultheis von Qmax Plus Tooling + Engineering, einem Dienstleister, der sich die Optimierung von Zerspanungsprozessen auf die Fahne geschrieben hat. Immer wieder tüfteln die beiden an den Prozessen – den eigenen ebenso wie denen, die im Kundenauftrag entwickelt werden. Sie feilen so lange an der Programmierung, den Werkzeugen und den Spannmitteln, bis eine maximale Produktivität erzielt ist und ausgereifte Prozesse in den eigenen Betrieb implementiert oder fix und fertig an die Kunden übergeben werden können. Dabei dient die Fertigung von Maas mitunter auch als Showroom und Schulungszentrum, denn so manche Strategie, die das Unternehmen im Laufe der Jahre für den eigenen Bedarf erfolgreich etabliert hat, lässt sich als Blaupause auf Prozesse von Kunden übertragen.
Vorteile des Nullpunktspannsystems wurden deutlich
Bestes Beispiel dafür ist die Ausstattung von mittlerweile drei 5-Achs-Maschinen mit einer durchgängigen Spannlösung von Schunk. Den Anstoß dafür hatte Schultheis mit einer 5-Achs-Anlage gegeben, die er zur Entwicklung von Kundenprozessen angeschafft hatte. Sie war mit den Vero-S-Nullpunktspannmodulen von Schunk ausgestattet und wurde in der Fertigung von Maas betrieben. „Wir hatten zuvor immer wieder überlegt, Nullpunktspanntechnik in der Einzelteilfertigung einzusetzen. Aber es ist, wie es immer wieder ist: Wenn der Anfang nicht gemacht wird, geschieht nichts“, berichtet der Firmenchef. Innerhalb kürzester Zeit wendete sich das Blatt. Im täglichen Betrieb, Seite an Seite mit herkömmlichen Spannmitteln, wurde deutlich, wie groß die Vorteile des Nullpunktspannsystems waren. Während an der konventionell ausgestatteten 5-Achs-Fräsmaschine, die lange Zeit der Flaschenhals in der Fertigung war, mühsam gerüstet wurde, lief die DMU 50 ecoline von DMG Mori längst wieder. Für Maas war dies ein klares Signal: Wenn in ein neues 5-Achs-Zentrum investiert wird, dann nur mit Nullpunktspannsystem und mit einem durchgängigen Spanntechnikkonzept.
Anforderungen auf Anhieb gedeckt
Die Rechnung ist aufgegangen: Neben der DMU 50 sind heute ein Hermle-C30-U- und ein Hermle-C42-U-Bearbeitungszentrum mit der Schunk-Nullpunktspanntechnologie ausgerüstet und mit einem umfangreichen Spannmittel-Pool ergänzt, so dass ein Großteil aller denkbaren Kundenanforderungen auf Anhieb abgedeckt werden kann. „Wir haben Bauteile in der Größe eines kleinen Fingers und solche mit 500-mm-Grundplatte. Das heißt, wir sind gefordert, sehr schnell im Wechsel alle Möglichkeiten abzubilden und müssen oft für unsere Kunden die Feuerwehr spielen“, führt Maas aus. „Wenn jedes Mal ein Schraubstock mit sechs Pratzen rauf und runter gepratzt werden muss, ist das zu zeitintensiv, denn der Kunde zahlt das Rüsten nicht.“
Unterschiedliche Spannmittel schnell wechseln
Zentrales Element der Spannlösung sind die Vero-S-NSE-plus-138-Nullpunktmodule, mit denen sämtliche Maschinentische in einem einheitlichen Stichmaß von 200 mm ausgestattet sind. So können die unterschiedlichen Spannmittel mit wenigen Handgriffen zwischen den einzelnen Maschinen gewechselt werden. Maas schwärmt: „Ich brauche keine Schraube anzuziehen, keine Unterlegscheibe suchen, keinen Schlüssel. Sämtliche Spannmittel sind präzise und fest mit der Maschine verbunden. Die Spannsituation ist immer identisch, ohne dass irgendetwas ausgerichtet werden muss. Und die Flexibilität ist einfach sensationell.“
Radiale Spannschieber verriegeln formschlüssig
Radial angeordnete Spannschieber ziehen bei Vero-S die Spannbolzen ein und verriegeln diese selbsthemmend und formschlüssig über ein Federpaket. Die Fixierung beziehungsweise Positionierung erfolgt über einen Kurzkegel, wodurch eine Wechselwiederholgenauigkeit 0,005 mm gewährleistet ist. Jedes Modul erzielt dank Eil- und Spannhub Einzugskräfte von 7.500 N. Mit aktivierter Turbofunktion beträgt die nachgewiesene Einzugskraft 25.000 N. Die Haltekraft liegt bei 50.000 N. Aufgrund der speziellen Geometrie der Vero-S-Spannbolzen ist auch eine außermittige und damit besonders einfache Beladung der Module möglich, ohne dass die Spannbolzen verkanten. Um die Lebensdauer und Prozesssicherheit zu erhöhen, sind sämtliche Funktionsteile der Module in gehärtetem Edelstahl ausgeführt und damit korrosionsbeständig. Zudem sind die Module komplett abgedichtet und damit vor Verschmutzungen und Kühlschmiermittel geschützt.
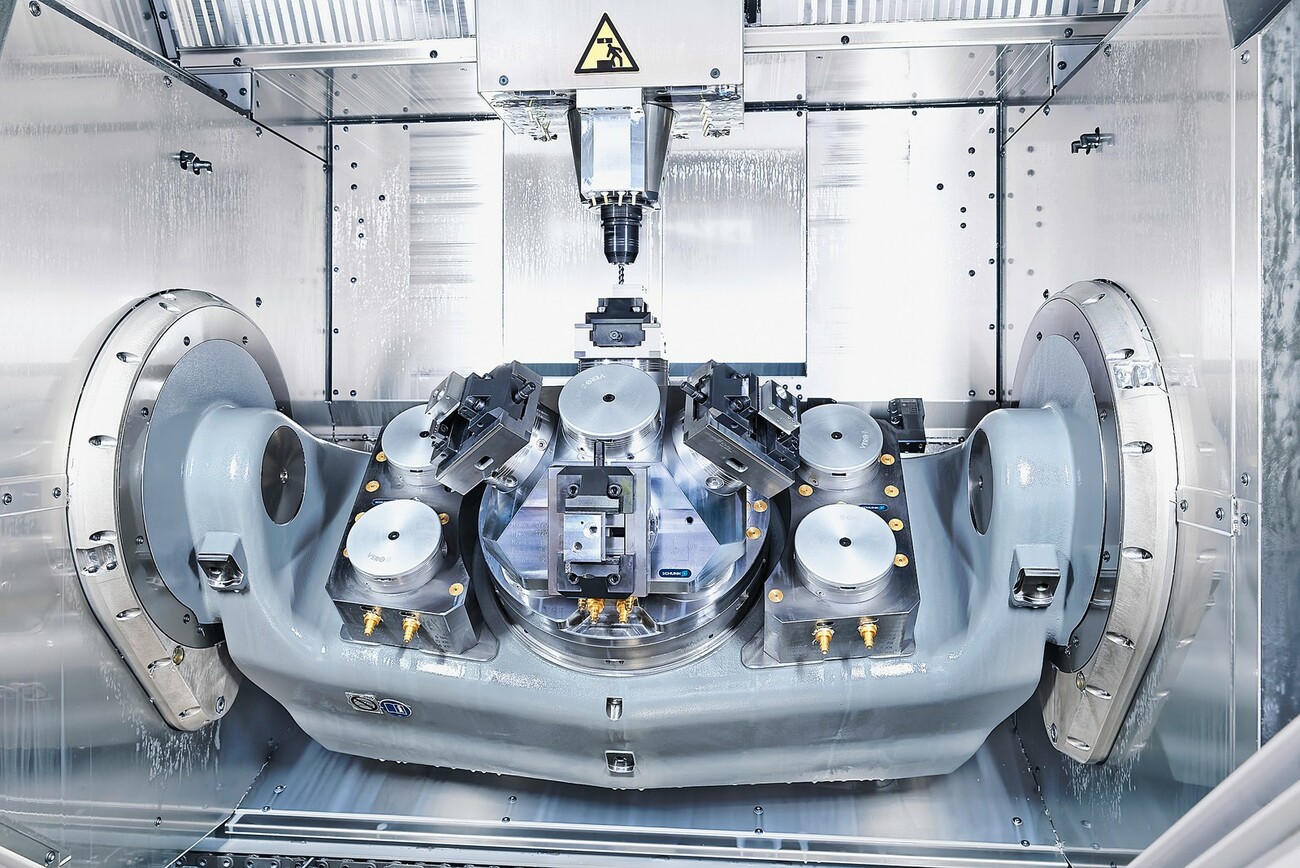
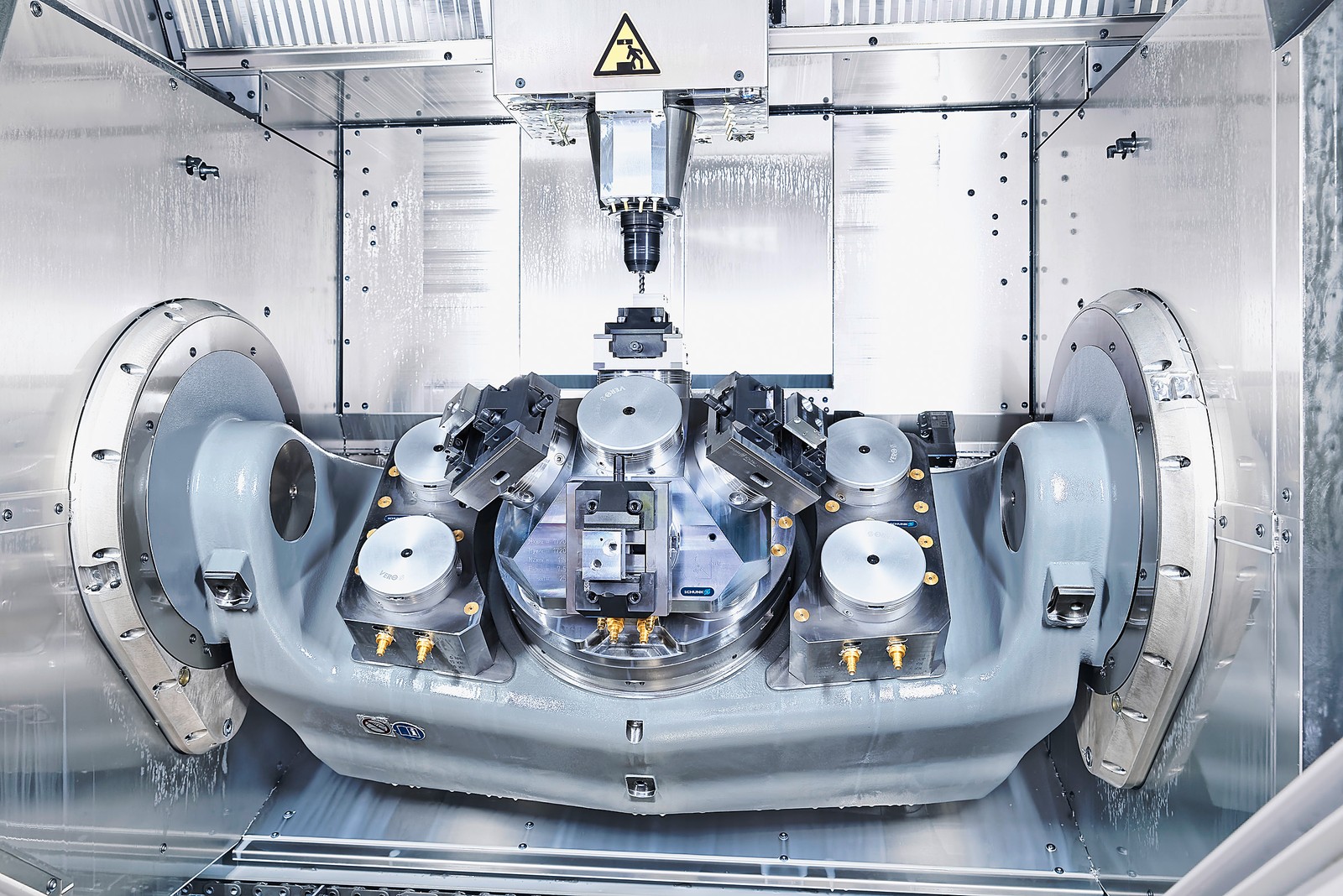
Spannpyramide überzeugt
Aus dem über 1.000 Varianten umfassenden Vero-S-Spannmittelbaukasten nutzt Maas insbesondere die Spannpyramiden. „Wenn man bei der 5-Achs-Bearbeitung alle Seiten erreichen will, kann man im Grunde nur über das Zentrum spannen. Sobald ich zwei Bauteile nebeneinander aufspanne, ist auf einer Seite immer ein Bauteil im Weg“, erläutert Maas. Die Spannpyramide mache genau diesen Nachteil wett: „Ich bin von der Zugänglichkeit relativ frei und kann die Schraubstöcke je nach Situation auch noch beispielsweise um 90° drehen. Ich habe also ein Mehrfachspannsystem und nutze zugleich die Vorteile der Mehrseitenbearbeitung.“ So lassen sich mehrere Teile nacheinander bearbeiten, ohne dass ein Bedienereingriff erforderlich ist. Zugleich sinken die Zeiten für den Werkzeugwechsel, da immer vier Teile unmittelbar nacheinander mit ein und demselben Werkzeug bearbeitet werden können. „Mit der Pyramide ist es unerheblich, ob ich vier identische Teile in Serie oder vier Einzelteile bearbeite, denn ähnliche Einzelteile kann ich jederzeit auf der Pyramide bündeln“, erklärt Maas. Voraussetzung sei lediglich die Programmierung im CAD/CAM-System und eine verlässliche Simulation. Seine Idee geht sogar noch weiter: „Meine Vision ist, dass wir irgendwann vier unterschiedliche Nullpunkte auf der Pyramide haben und komplett unterschiedliche Bauteile bearbeiten können.“
Hohe Spannkräfte von 35 kN
Kombiniert wird die Spannpyramide mit manuell betätigten Schunk-Kontec-KSC-125-Spannblöcken in den Längen 160 und 300 mm. Die effizienten Allrounder für die Roh- und Fertigteilbearbeitung vereinen hohe Spannkräfte, eine komfortable Bedienung und kurze Rüstzeiten. Bereits mit vergleichsweise geringem Drehmoment erzielen sie hohe Spannkräfte von 35 kN, so dass zum formschlüssigen Spannen auf eine separate Prägestation komplett verzichtet werden kann. Weil die Spannung auf Zug erfolgt, wird die Biegebelastung am Grundkörper und damit das Aufbäumen der Spanner minimiert, was der Genauigkeit und Steifigkeit der Spannung zugutekommt. Ein vorgespanntes Zentrumslager ohne Spindelumkehrspiel sowie extra eingepasste Schieber gewährleisten eine sehr gute Wiederholgenauigkeit von ± 0,015 mm. Der vollständig gekapselte Antrieb sowie ein integrierter Späneabfluss sorgen für eine besonders hohe Prozessstabilität und minimalen Verschleiß.
Werkstückspezifische Backen
Dank Backenschnellwechselsystem können werkstückspezifische Spannbacken mit wenigen Handgriffen gewechselt und ein breites Werkstückspektrum abgedeckt werden. Aus Sicht von Schultheis ist der KSC der ideale Spanner für die Anwendung: „Er baut auf der Pyramide sehr flach und ist mit dem Schnellwechselsystem kompatibel für die erste und die zweite Spannung. Zudem gewährleistet er eine hohe Präzision. Und über das Schunk-Backenprogramm können unterschiedliche Materialen und Bearbeitungen realisiert werden.“
Für eilige Aufträge, die Maas zwischendurch immer wieder umsetzen muss, wird die Spannpyramide kurzerhand ausgewechselt. So können bis zu 800 mm lange Teile in Kontec-KSC-Schraubstöcken unmittelbar auf dem Maschinentisch bearbeitet werden. Alternativ lassen sich zylindrische oder flache Bauteile mithilfe der Schunk-Spannzangenaufnahme oder der Spannmembran auf der fünften Seite der Pyramide spannen. „Wir sind eine klassische Einzelteilfertigung, bei der es darauf ankommt, sehr flexibel auf der Maschine zu sein. Es nutzt mir nichts, wenn ich einen Mercedes habe und den mit Schubkarrenreifen ausstatte“, unterstreicht Maas.
Drei Säulen für den Erfolg
Gerade in puncto Spanntechnik sehen sowohl er als auch Schultheis noch erhebliche Potenziale in etlichen Betrieben: „Der Erfolg in der Zerspanung steht in Zukunft auf drei Säulen: Der CAD/CAM-Programmierung, der Standardisierung von Werkzeugen und der Standardisierung der Spanntechnik“, sagt Schultheis. „Vor allem bei der Spanntechnik gibt es heute noch reichlich Potenzial. Es geht nicht darum, das Hamsterrad immer schneller zu drehen, denn die Möglichkeiten der Werkzeuge sind weitgehend ausgeschöpft.“ Wesentlich effizienter sei es, aktuelle Spanntechnologien intelligent zu nutzen, auch wenn die Investition dafür zunächst etwas höher ist. „Wir haben moderne Maschinen, die genau das bringen, was auf dem Markt in einer 5-Achs-Maschine simultan verfügbar ist. Wir haben das maximale Werkzeugmagazin und die Standardisierung der Werkzeuge komplett realisiert. Wir haben das Nullpunktspannsystem drauf und eine Pyramide, um Mehrfachspannungen zu realisieren und den Maschinenraum vollständig auszunutzen. Damit ist das Maximum erreicht“, fasst Schultheis zusammen. „Fakt ist, die meisten dieser Investitionen rechnen sich innerhalb von einem Jahr, viele sogar schneller.“
cd