Spezialisiert hat sich das Wiesbadener Unternehmen Wigtec auf die Fertigung von Schweißkonstruktionen und deren anschließende mechanische Bearbeitung. Egal ob für die Medizintechnik, die Lebensmittelindustrie oder die Halbleitertechnik. Darüber hinaus führte die langjährige Erfahrung im Bereich der Vakuumtechnik und der Reinstmedienversorgung zur Entwicklung eines eigenen Hochvakuumofens zum Vakuumlöten von Diamant- und CBN-Schneidstoffen. Es sind nicht nur die komplexen Schweißkonstruktionen, sondern die anschließenden Bearbeitungen, welche einiges an Know-how verlangen. Denn die Bauteile müssen für die Komplettbearbeitung auf die Maschinentische der Bearbeitungszentren gespannt werden. „Das Rüsten der Maschine, insbesondere der Bauteilspannung ist aus Gründen der hohen Präzisionsanforderungen sehr zeitaufwändig. Deshalb haben wir Lösungen entwickelt, um die Bauteile mit nur einer Aufspannung zu bearbeiten“, erklärt Sieghard Fischereder, Geschäftsführer von Wigtec. Die Bearbeitung der Bauteile erfolgt mannlos, auch in Geisterschichten.
Ernsthafte Verschleißmarken nach neun Flanschen
Für eines dieser Bauteile suchte Fischereder mit seinem Team eine Lösung zur Optimierung der Schruppbearbeitung. Das Ziel der Optimierung war die Standzeiterhöhung und die Beschleunigung des Planfräsens von drei Flanschen eines Getriebegehäuses für eine Flaschenförderungsanlage. Wigtec fertig 400 dieser Bauteile pro Jahr mit einer hohen Variantenvielfalt. Beim Fräsen des geschweißten Bauteils aus 1.4301 (X5CrNi18-10) zeigte der eingesetzte, sechsschneidige Wendeplattenfräser nach drei Bauteilen, also neun Flanschen, schon ernsthafte Verschleißmarken und wies Rattermarken auf. „Es stellte sich auch das Problem, dass die einfache Kontrolle über die Einsatzzeit der Schneidplatten zu verfrühten Werkzeugwechseln führte. Die Werkzeugkontrolle soll parallel zu der Bearbeitung geschehen. Über das Fräsgeräusch kontrollieren die sich im Raum befindenden Mitarbeiter den Schneidenzustand während der Bearbeitung“, sagt Fischereder. So holte sich der Geschäftsführer die technische Unterstützung von Horn. Jürgen Schmid, Abteilungsleiter des Produktmanagements von Horn und Gerald Brux, Außendienstmitarbeiter von Horn, nahmen den Fräsprozess genau unter die Lupe.
Betatec-Frässystem bot das Potenzial der Lösung
Ein Problem bei dem Fräsprozess eines Absatzes an dem Flansch war die Auskragung des Werkzeugs, welche aufgrund der Spannsituation des Bauteils nötig ist. Die Auskragung erfordert eine Schneidengeometrie mit einem sehr weichen Schnitt, um Vibrationen und Rattermarken zu vermeiden. Die Herren Schmid und Brux entschieden sich aufgrund der labilen Umfeldbedingungen, das Frässystem Betatec90P Feed multifunktional von Boehlerit zu testen. Mit der positiven VA-Geometrie und sieben effektiven Schneiden bot das Frässystem das Potenzial der Lösung von Fischereder‘s Forderungen: „Wir wollten ein Werkzeug, welches lange Standzeiten, einen weichen Schnitt und genügend Stabilität bietet, um auch in der Phase mit erhöhtem Verschleiß vor einem Gewaltbruch reagieren zu können. Falls es zum Bruch kommt, sollten die verbliebenen Schneiden den Fräsergrundkörper schützen. Darüber hinaus war es uns sehr wichtig, dass die Schneidplatten einen reproduzierbaren Verschleiß aufweisen.“ Nach einer Testphase, bei der das Boehlerit-Fräswerkzeug gegen vier andere Werkzeugsysteme von ebenfalls namhaften Herstellern angetreten war, stellte sich die Wahl von Schmid und Brux als die Richtige heraus.
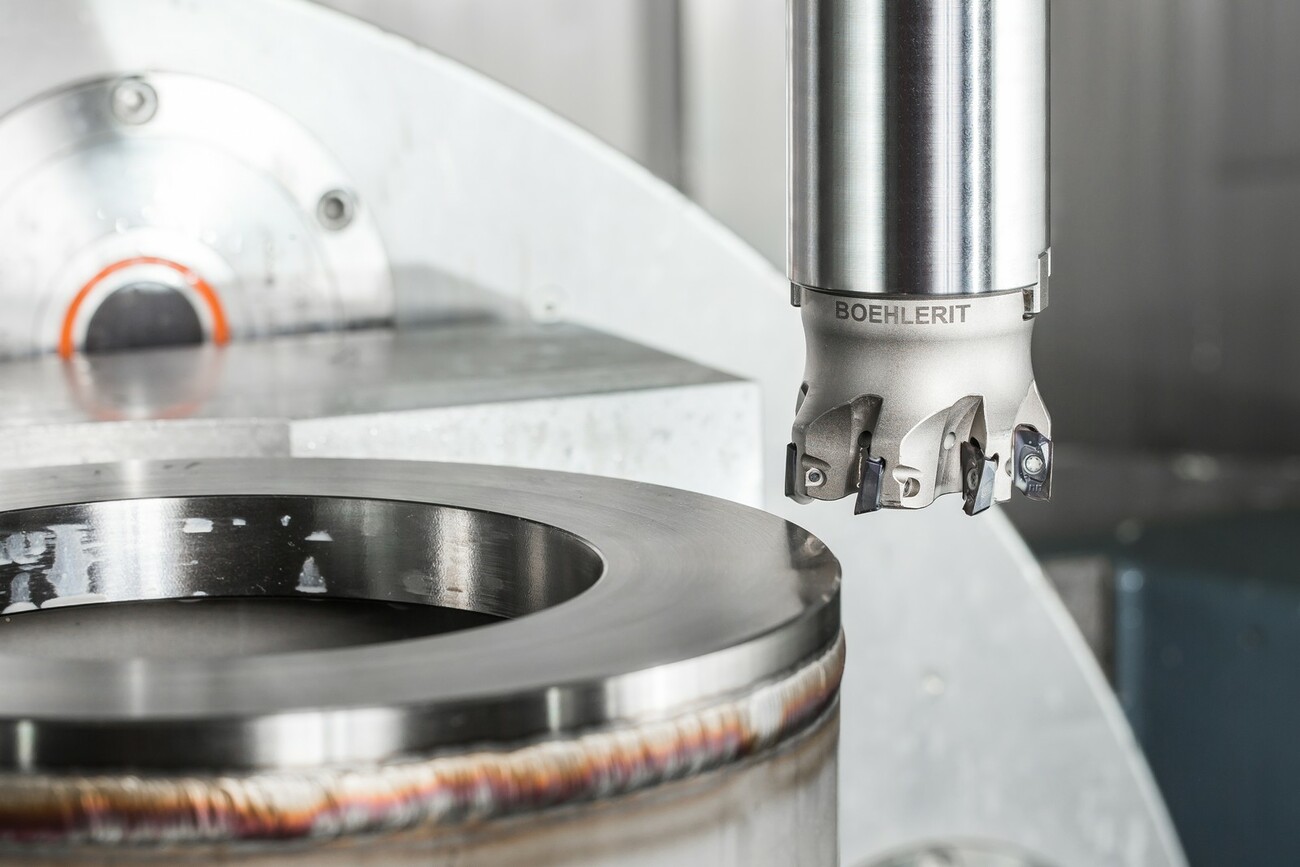
Weicher Schnitt beugt Rattermarken vor
Das Frässystem Betatec90P Feed multifunktional von Boehlerit hat sich durch das schwingungsdämpfende Konzept bei langen Auskraglängen des Werkzeugs bewährt. In Verbindung mit einer VHM-Verlängerung und den helikalen Schneidkanten beugt das Frässystem durch den weichen Schnitt Rattermarken vor.
Vertriebskooperation sorgt für 80 % Vorschubplus
Die Vertiebskooperation zwischen Horn und Boehlerit besteht seit September 2016. Ziel dieser Vertriebskooperation ist es, sowohl die Produkt- als auch die Vertriebssynergien von zwei mittelständischen Unternehmen zu bündeln und als familiengeführte Unternehmen gemeinsam in gezielten Märkten zu wachsen. Für Horn ist das Boehlerit-Fräsprogramm eine ideale Produktergänzung zum eigenen Fräsprogramm. Horn erweitert somit seine führende Werkzeugposition bei technisch anspruchsvollen Anwendungen, auch auf die allgemeine Zerspanung.
Auf dem 5-Achs-Bearbeitungszentrum GS 1000 von Alzmetall gestaltet sich der Bearbeitungsprozess des 200 mm im Durchmesser großen Flansches wie folgt: Mit einer Schnittgeschwindigkeit vc = 140 m/min, der Zustellung ap = 3 mm und einem Vorschub fz = 0,11 mm wird die Absetzung helikal geschruppt. Die seitliche Zustellung beträgt ae = 25 mm, bei einem Werkzeugschneidkreis Ds = 50 mm. Im Vergleich zu dem vorher eingesetzten Werkzeug konnte die Vorschubgeschwindigkeit um 80% erhöht werden. Der Verschleiß der Schneideinsätze zeigte sich nach der Umstellung auf das Boehlerit-Werkzeugsystem erst nach acht Bauteilen, beziehungsweise 24 Flanschen. Die Verantwortlichen legten aufgrund der Prozesssicherheit einen Wechsel der Schneidplatten nach sieben Bauteilen fest. Die Geräuschkulisse ist durch den weichen Schnitt überraschend leise. Die Summe der Optimierung brachte im Ergebnis eine Steigerung der Standmenge um 200% und eine Zeiteinsparung von einer Stunde pro Bauteil.
„Sukzessive Programm auf dieses Werkzeug anpassen“
Sieghard Fischereder zeigte sich nach der erfolgreichen Optimierung äußerst zufrieden: „Mit dem Boehlerit-Werkzeug haben wir eine Lösung gefunden, die unser bisheriges Werkzeug schlägt und genug Einsparpotenzial bietet um sukzessive auch unsere bestehenden Programme auf dieses Werkzeug hin anzupassen. Auch wenn man bedenkt, dass die höheren Werkzeugkosten der zweischneidigen Platte immer anstehen, die Realisierung der finanziellen Vorteile der zeitlichen Einsparung jedoch von unterschiedlichen Faktoren abhängt, genügt ein Blick in die Stundensätze der Mitarbeiter/Maschine versus Werkzeugkosten, um die Vorteile des Systems zu erkennen.“ Auch Jürgen Schmid und Gerald Brux äußern sich zu der Prozessoptimierung positiv: „Das gemeinschaftliche Projekt verlief partnerschaftlich, offen und ehrlich. Wir sind zufrieden mit der Optimierung und freuen uns schon auf neue Herausforderungen.“
‚Die beste Lösung für den Kunden‘ als Horn-Konzept
Mit der vereinbarten Vertriebskooperation folgt Horn den Wünschen seiner Kunden, die immer wieder ein breiteres Programm angefragt haben. Bei Ausrüstungen aus einer Hand musste Horn zur Abdeckung eines breiten Werkzeugspektrums bisher immer mit anderen Partnern zusammenarbeiten – nicht immer zur eigenen Zufriedenheit, denn Kompromisse sind nicht die Maxime von Horn. Der Werkzeughersteller strebt immer die beste Lösung für seine Kunden an. Und die leistungsstarken Hartmetallwerkzeuge von Boehlerit gehören zu diesem Konzept.
db