Mit der Markteinführung der neuen EXN1-Serie beschleunigt das bayerische Unternehmen Hofmann & Vratny die Bearbeitungszeit von NE-Werkstoffen. Neben den großen Markennamen hat sich Hofmann & Vratny zu einem Hidden Champion in der Zerspanungsbranche entwickelt. Als Hersteller von Vollhartmetallfräsern produzieren sie Fräser für die Zerspanung von Stahl, Guss, Titan, Inconel, Aluminium, gehärtetem Stahl, Abrasivmaterial und Inox.
Auf NE-Werkstoffzerspanung abgestimmt
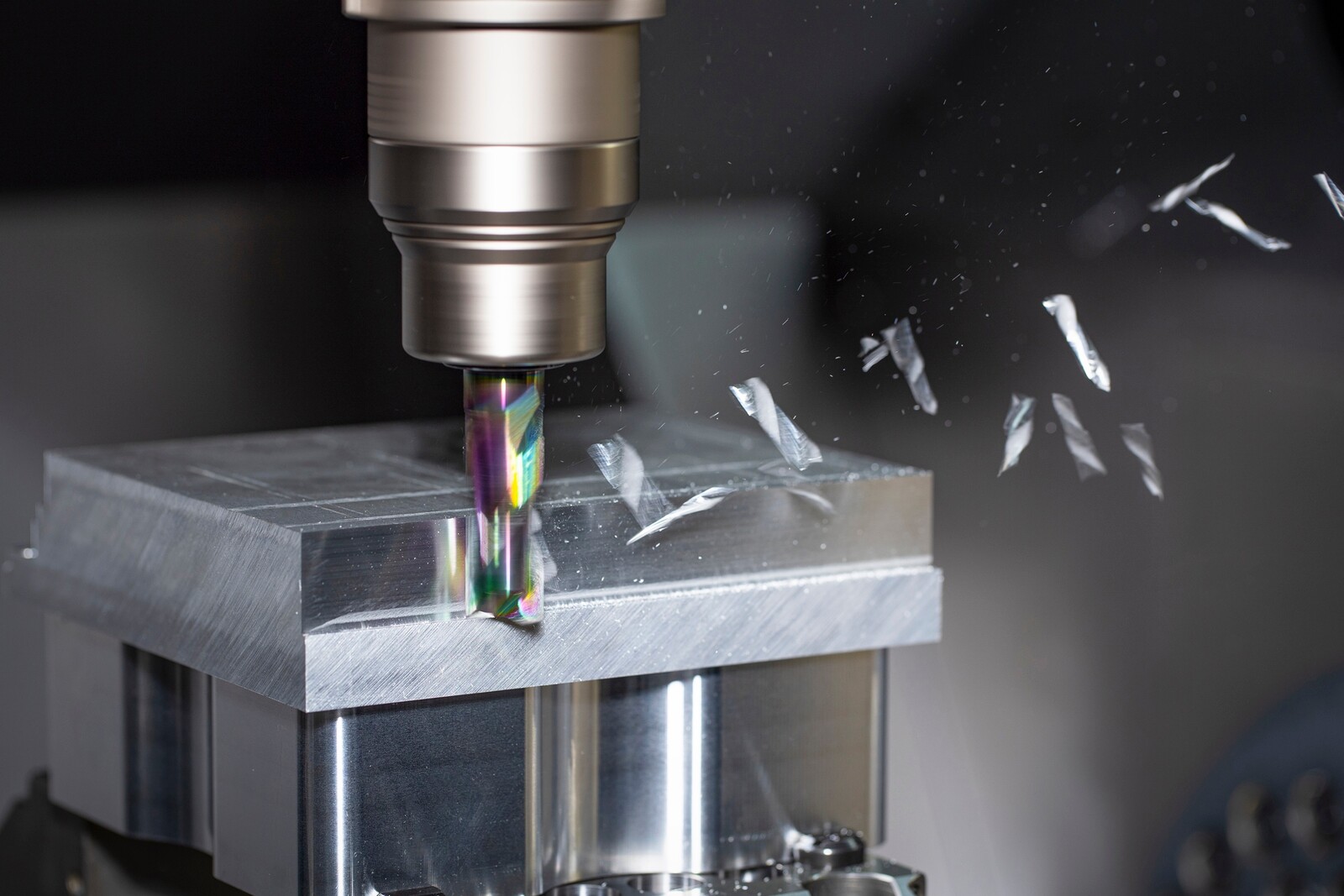
Die EXN1-Serie wurde entwickelt, um potentiell leicht zerspanbare Materialien sicher zu bearbeiten und ist speziell auf die Anforderungen in der NE-Werkstoffzerspanung abgestimmt. Bei der Entwicklung der neuen Expert-Serie lag der Fokus darauf, die Standzeiten, die erzeugte Oberfläche am Werkstück sowie die Prozesssicherheit zu erhöhen. Die Fräser erhalten eine spezielle Schneidkantenpräparation mit einer definierten Kantenverrundung. Dies sorgt für durchgehend homogene Schneidkanten, gleichmäßige Schnittkraftverteilung und somit verminderten Verschleiß. Die Fertigungstoleranzen für Radius und Rundlauf wurden auf maximal 0,003 mm bis 0,005 mm optimiert und gewährleisten ein bestmögliches Maß an Genauigkeit. Die neue Hochleistungsgeometrie mit verfeinertem Schliffbild und abgestimmter Mikroschneidkante sorgt für einen scharfen Schnitt und ausgezeichnete Spanabfuhr. Abgerundet werden die Fräser durch die Verwendung eines Feinstkornsubstrats, das speziell für die Bearbeitung von NE-Werkstoffen ausgelegt ist. Aus diesem Zusammenspiel resultiert eine einzigartige Leistungsfähigkeit.

50 % weniger Bearbeitungszeit
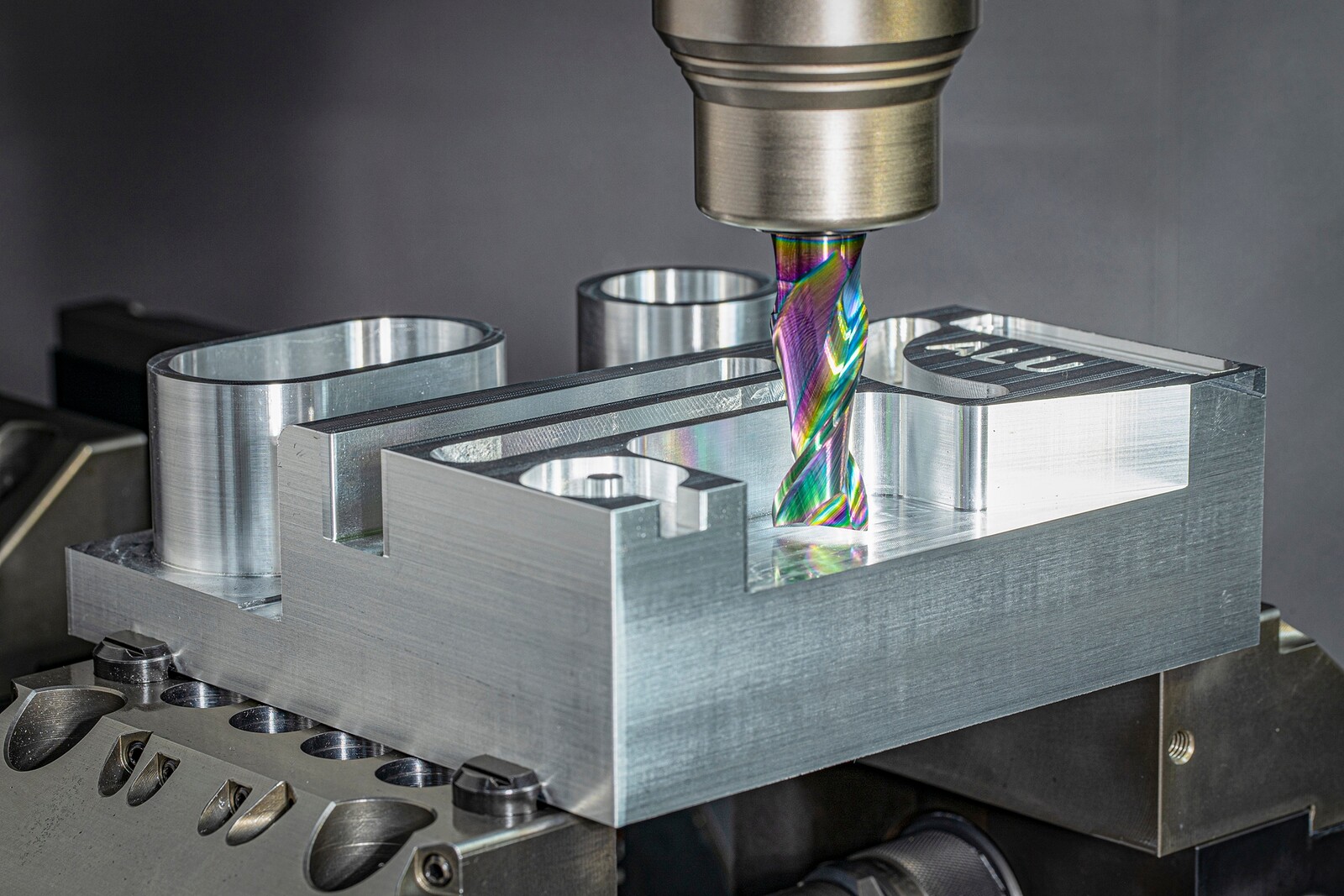
Die Testphase hat gezeigt, dass es durch die Umstellung auf die H&V EXN1-Serie möglich ist, Fertigungszeiten massiv zu reduzieren. Durch den Einsatz des neuen Schaftfräsers konnte ein Pilotkunde die Fertigungszeit je Bauteil um mehr als 50 % senken. Möglich wurde dies durch größere Zustellungen und höhere Vorschübe. Gleichzeitig wurde durch den Einsatz des neuen Schlichtfräsers die Oberflächengüte auf eine Rauheit von unter 1 Mikrometer verbessert.
Beschichtung ohne Wasserstoff
Um beim Einsatz der Fräser die Oberflächengüte zu optimieren sowie Aufbauschneidenbildung zu unterbinden, wurde außerdem eine innovative Beschichtung aus tetragonalem Kohlenstoff konzipiert. Durch diesen neuartigen Beschichtungsprozess wurden die sp3-Bindungen auf über 85 % erhöht, die Schichtdicke auf unter 1 µm reduziert und die Schichthärte auf ca. 4500 HV verringert. Darüber hinaus zeichnet sich die Beschichtung durch eine sehr hohe Glätte aus, da sie nahezu keine Droplets bildet und einen minimalen Reibungskoeffizienten (ca. 0,05 trocken auf Stahl) gewährleistet. Durch diese Optimierung der Beschichtung werden Schichtrisse vorgebeugt und Dämpfungseigenschaften optimiert. Mit 35 Artikelgruppen, bestehend aus Schaft-, Schrupp-, Schlicht-, Trochoidal-, Einschneiden-, Torus, Vollradius- und Mikrofräsern von Durchmesser 0,1 mm bis 20 mm hat Hofmann & Vratny ein umfangreiches Aluminiumprogramme am Markt geschaffen. Im Vergleich zum bisherigen Aluprogramm wurde das Produktportfolio damit mehr als vervierfacht.
ak