

Insider kennen Vargus: gegründet 1960 in Israel, ist Vargus ein Mitglied der Neumo Ehrenberg Group, der weltweit über 30 Unternehmen angehören. Vargus Deutschland sitzt in Knittlingen zwischen Stuttgart und Karlsruhe. „Unser Know-how waren schon immer die Gewindewerkzeuge. Wir sind tatsächlich weltweit ein führendes Unternehmen in der Gewindedreh- und Fräsbearbeitung. Deshalb sind die Leistungssprünge der neuen Dreh- und Fräswerkzeuge umso beeindruckender“, betont Deutschland-Geschäftsführer Andreas Jäppche, der unübertroffene Produktivität mit der neuen Mach-Linie verspricht, die aus den Gewindedrehwerkzeugen Mach TT und Gewindefräswerkzeugen Mach TM besteht.
Mit Schwalbenschwanz-Klemmsystem und VK8-Beschichtung die Bearbeitungszeit um 50 % verkürzt
Mit der neuen Mach-Linie hat Vargus nach eigenen Angaben die Produktivität tatsächlich neu definiert. Die Unterschiede zu den regulären Vargus-Produkten können sich sehen lassen, versichert Andreas Jäppche. Demnach wurde ein komplett neues Grundsubstrat geschaffen und sowohl die Schneidgeometrie als auch die Schneidkante optimiert. Zudem wurde ein neues Klemmsystem entwickelt: Das Vargus-Schwalbenschwanz-Klemmsystem ist sehr stabil und für hohe Belastungen ausgelegt. Gleichzeitig wurde das Profil optimiert und die Beschichtungstechnik weiterentwickelt.


60 % schneller Gewindedrehen mit TT
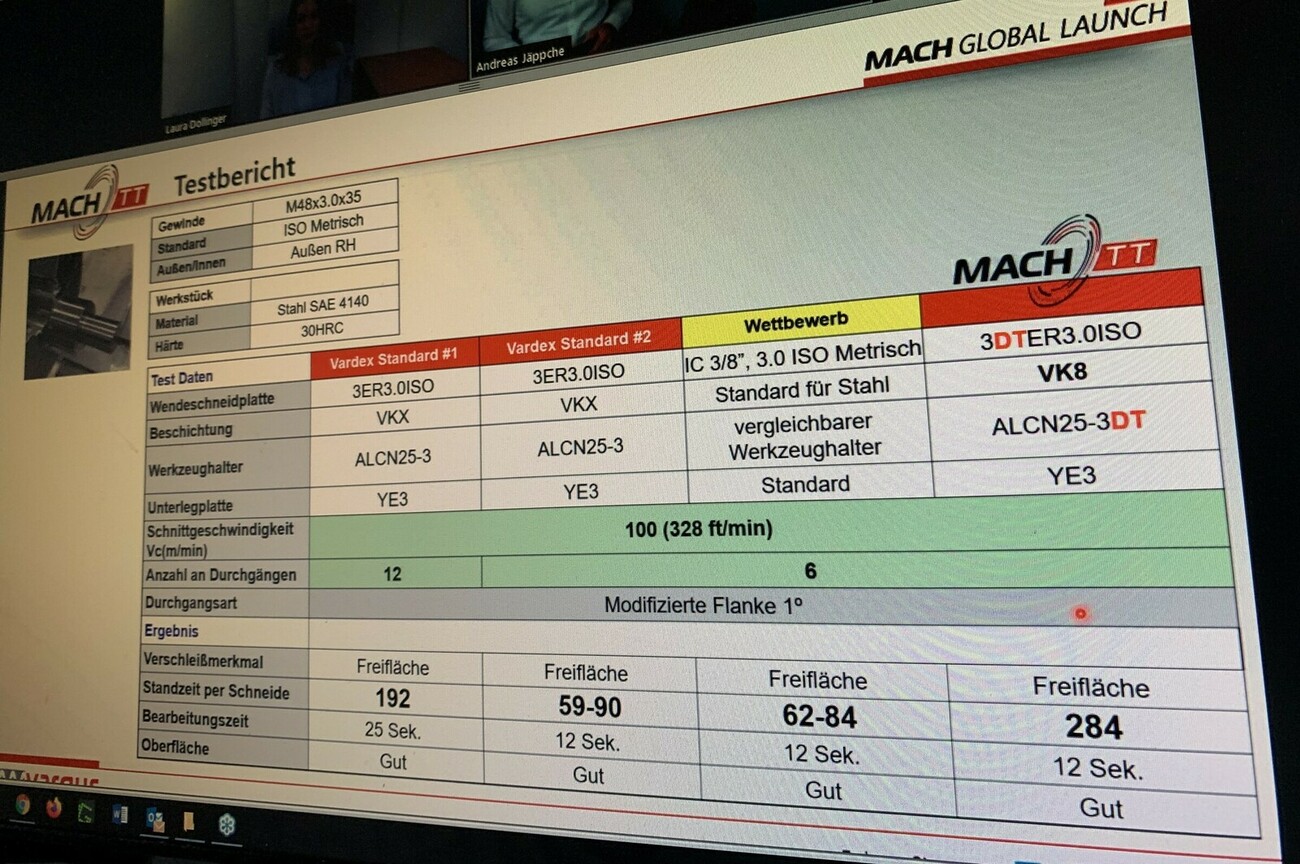
Die Mach-TT-Linie wird zum Gewindedrehen eingesetzt. Sie reduziert die Anzahl der Durchgänge erheblich. Die Bearbeitungszeit wird dadurch drastisch verkürzt was zu einer verlängerten Standzeit führt. Konkret braucht ein Standard-Werkzeug von Vargus derzeit für ein M64x3,0x33-mm-Gewinde in dem niedrig legierten Vergütungsstahl SAE 4140 bei einer Schnittgeschwindigkeit von 100 m/min und 15 Durchgänge ziemlich exakt nur 40 s. Das Mach-TT-Pendant realisiert dieses Gewinde bei gleicher Schnittgeschwindigkeit in sechs Durchgänge und in 15 s. Unterm Strich werden die Anzahl der Durchgänge um 60 % reduziert, ebenfalls um 60 % die Bearbeitungszeit und dazu verspricht Andreas Jäppche noch 25 % mehr Standzeit für die Mach-TT-Gewindedrehwerkzeuge.
Die Geheimnisse der bahnbrechenden Ergebnisse
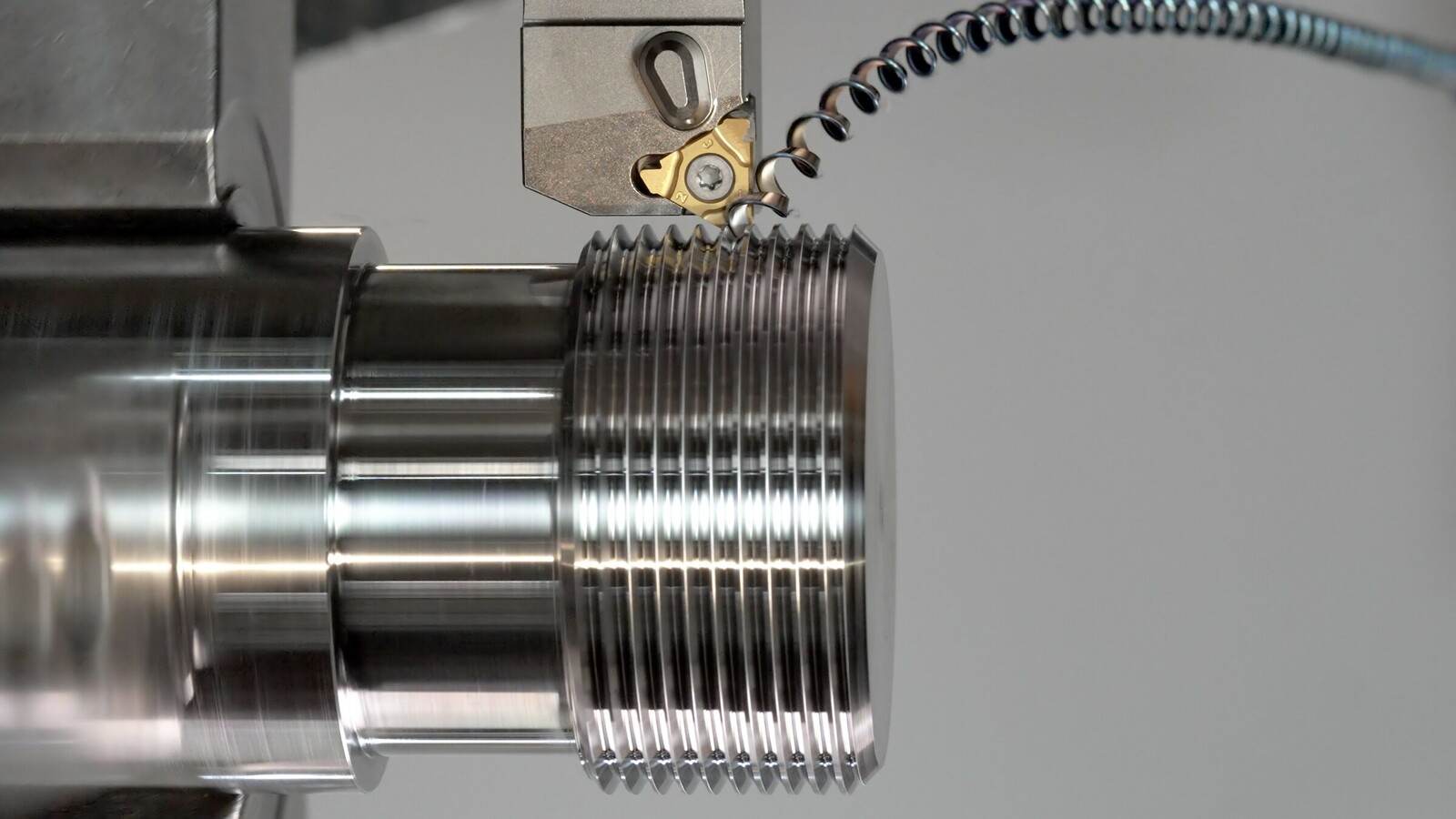
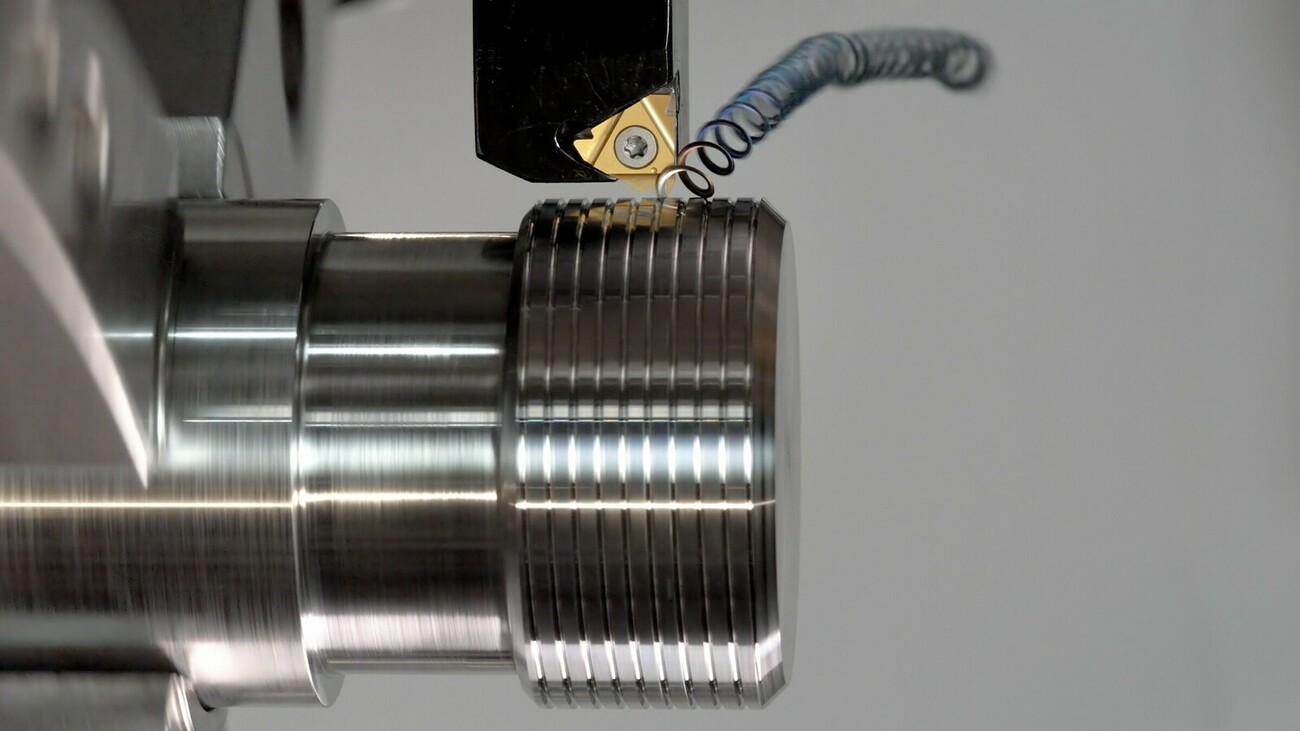
„Diese bahnbrechenden Ergebnisse sind nur möglich, weil wir mit den neuen Werkzeugen die volle Kopfumschlingung beim Drehen ausnutzen. Dazu kommt die verbesserte Profilgenauigkeit und die neue, einmalige VK8-Beschichtung, die bis dato nur auf den TT-Werkzeugen zum Einsatz kommt.“ In Summe würden mit den TT-Werkzeugen bei sehr homogenen Maschinen- und Werkzeugbewegungen sehr präzise und glatte Gewinde absolut ohne Grate erzeugt, was nach Angaben von Andreas Jäppche zum einen an den hervorragenden Klemmsystemen für die Wendeschneidplatten liegt, die zum anderen über den speziellen Mach-Werkzeughalter und sein IKZ von oben und unten sehr effizient mit Emulsion gekühlt werden. „Dennoch ist die Mach-Platte mit ihrem Schwalbenschwanzprofil auch in einen Standard-Werkzeughalter von Vargus problemlos einbaubar. Wichtig ist aber besonders zum Erreichen der langen Standzeiten, dass die Spitze der Platten zu Beginn nicht gleich zu stark belastet wird, sondern erst beim dritten Durchgang maximal zugestellt wird. Sämtliche Werkzeug-Einsatzdaten finden Sie übrigens in unserer Vargus-Genius-Datenbank.“ Mit der Software, so Andreas Jäppche, lässt sich auch ganz einfach das richtige Werkzeug auswählen.



Gewindefräsen – mit einer Schneide mehr
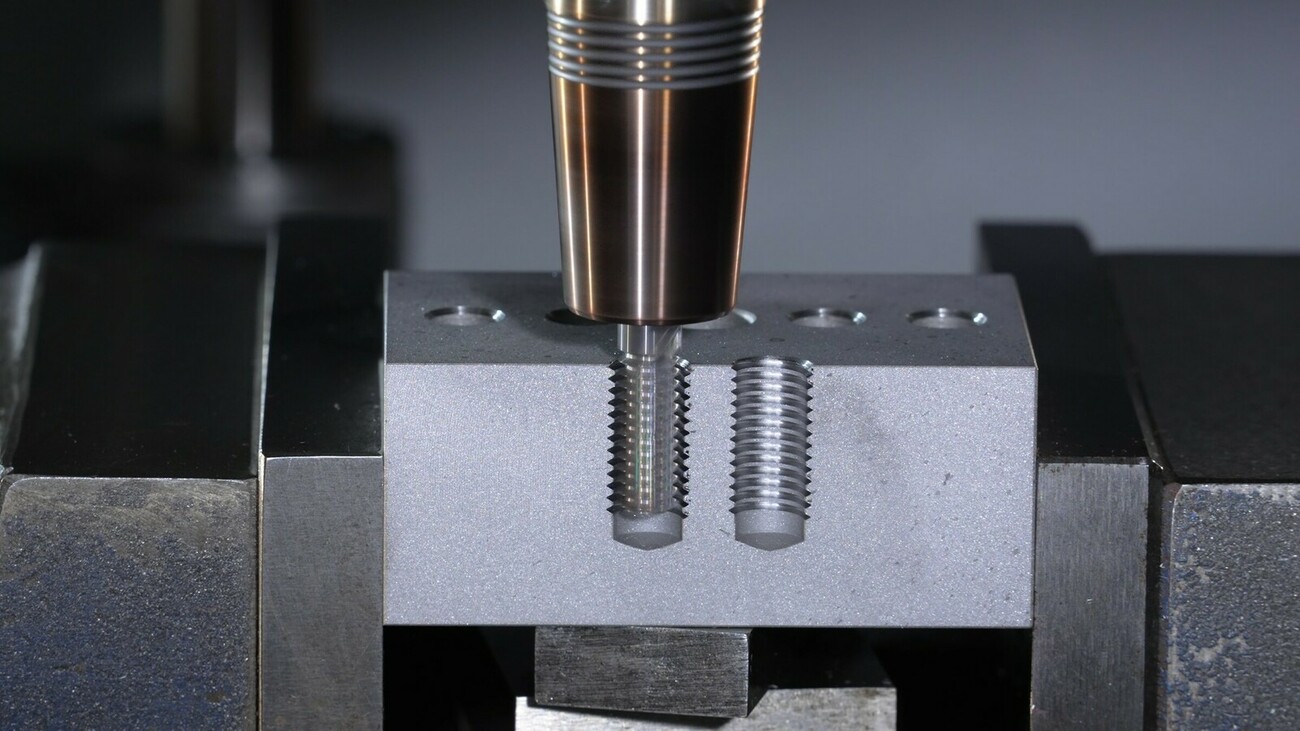
Indes empfiehlt Vargus die neue Mach-TM-Linie zum Gewindefräsen bei annähernd verdoppeltem Vorschub und trotzdem deutlich mehr Standzeit. „Eins ist klar: Durch den rund 100 % höheren Vorschub schaffen unsere Mach-TM-Fräswerkzeuge die Gewinde natürlich in einer deutlich geringeren Bearbeitungszeit. Kunststück ist dabei aber tatsächlich, die Standzeiten trotzdem um rund ein Viertel zu verlängern.“ Als Beispiel führt Andreas Jäppche das zu fräsende M10x1,5x20-mm-Gewinde an, das mit einem dreischneidigen Standardwerkzeug von Vargus im niederlegierten Vergütungsstahl SAE 4140 mit 90 m/min vc bewegt wird. Das Gewinde entsteht mit 0,15 mm/U in bereits sehr respektablen 7 s. „Knackpunkt für die drastisch verkürzte Bearbeitungszeit unseres neuen Mach-TM-Gewindefräsers ist natürlich der erhöhte Vorschub und die vierte Schneide des Werkzeugs.“ So lässt sich nach Angaben von Andreas Jäppche ein fz von 0,4 mm/U fahren und das M10er Feingewinde in nur 3 s fräsen. „Der Produktivitätssprung ist gigantisch. Unterm Strich erreichen wir 100 % mehr Vorschub und reduzieren die Bearbeitungszeit um 60 %. Überragend ist aber, wie schon gesagt, das deutliche Mehr an Standzeit mit einem Plus von 25 %“, betont Andreas Jäppche.
Super-Standzeiten mit neuen Gewindefräsern
Erreicht hat Vargus diese Produktivitätssprünge durch die verbesserten Schneidkanten und die verstärkte Geometrie. Zudem kommt die optimierte Kühlmittelzufuhr, die für besseren Spanfluss und mindestens DIN-konforme Oberflächengüten verantwortlich zeichnet. Große Durchmesser würden zudem für mehr Stabilität sorgen, die zusätzlichen Schneiden höhere Vorschübe erlauben. Die neue, angepasste VH4-Beschichtung sorgt indes für saubere Spanabfuhr und Gewindeflanken. „Mit den TM-Gewindefräsern sind tatsächlich super Standzeiten möglich. Kein Marktbegleiter kann außerdem unser neues Vorschubniveau mitgehen. Und unsere Kunden profitieren massiv von den reduzierten Bearbeitungszeiten, die eben richtig Geld sparen.“ Demnach empfiehlt Andreas Jäppche den Zerspanern, weniger die Einsparungen bei den Werkzeugkosten zu suchen, wo eine 50-%ige Kostenreduzierung in der Regel nur 1 bis 2 % Kosteneinsparung am Bauteil bewirkt.
Richtige Werkzeugstrategie bringt hohe Einsparungen
„Viel effektiver ist es, Highend-Werkzeuge einzusetzen, die 50 % der Bearbeitungszeit einsparen. Sowas schlägt dann mit 20, 30, 40 % Ersparnis pro Bauteil zu Buche.“ Deshalb, so Andreas Jäppche, ist die Vargus-Strategie klar: Bearbeitungszeiten müssen reduziert werden – das bringt richtige Einsparungen. Unterm Strich sei gerade beim Programmieren des Gewindefräsens richtig viel rauszuholen, betont Andreas Jäppche: „Es lohnt sich, Prozesse anzuschauen. Sowohl mit Mach TT als auch mit Mach TM lassen sich an Bauteilen echte Produktivitätsvorsprünge generieren – denn eigentlich geht es ja oft nur darum, schneller zu sein als ein Mitanbieter. Um nix anderes. Und das klappt mit unseren neuen Gewindewerkzeugen sehr gut“, versichert Andreas Jäppche.
Die neuen Mach-TT-Gewindedrehwerkzeuge hat Vargus mit verbesserter Steigung und verstärkter Geometrie ausgestattet. Dazu die neue VK8-Beschichtung, ein verbessertes Profildesign und das hauseigene Schwalbenschwanz-Klemmsystem. Die Neuheiten zum Gewindedrehen und -fräsen zeigt Vargus hier auf der Website.