Prozesskräfte sind eine wichtige Kenngröße zur Überwachung von Zerspanprozessen. Sie können entweder durch eine Simulation bestimmt oder durch Messungen im Prozess erfasst werden. Jedoch ist es nur mithilfe der prozessparallelen Messung möglich auf Prozessfehler, wie beispielsweise Werkzeugverschleiß zu reagieren. Die Messung erfolgt sensorisch beispielsweise mit einem Dynamometer oder auch mit strukturintegrierten Dehnungsmessstreifen. Durch zusätzliche Sensorik steigt jedoch die Ausfallwahrscheinlichkeit des Gesamtsystems. Eine Alternative, ohne zusätzliche Sensorik, stellt die Rekonstruktion der Prozesskräfte aus den Antriebssignalen dar. So können beispielsweise Haupt- und Nebenantriebe einer Werkzeugmaschine als indirekte Sensoren eingesetzt werden. Dazu wird die elektromechanische Kopplung zwischen Antriebsströmen und den am Werkzeug wirkenden Prozesskräften betrachtet. Da die Antriebe nicht für sensorische Zwecke ausgelegt sind, sind Störeffekte und Signalverluste allerdings stark ausgeprägt. Der genaue Zusammenhang zwischen Stromsignalen und Prozesskräften hängt dabei von der Antriebstechnik der jeweiligen Werkzeugmaschine ab.
Herangehensweise zur Kompensation von Störeffekten
Eine mögliche Herangehensweise zur Kompensation von Störeffekten ist die Verwendung modellbasierter Ansätze. Dabei werden die Störeffekte einzeln modelliert, um so das Übertragungsverhalten zwischen Antriebsströmen und Prozesskraft abzubilden. Ein Nachteil dieser Ansätze ist die aufwändige Modellierung und Parametrierung. Mit steigenden Anforderungen an die Vorhersagegenauigkeit nimmt dabei die Modellkomplexität und somit auch der Parametrieraufwand zu. Neben modellbasierten Ansätzen finden zunehmend künstliche neuronale Netze Beachtung. Zwar ist auch hier spezielles Wissen erforderlich, um ein geeignetes Netz aufzubauen, eine Analyse des mechatronischen Verhaltes ist jedoch nicht notwendig. Zudem können künstliche neuronale Netze (KNN) die nichtlinearen Anteile des Übertragungsverhaltens der Antriebe besser abbilden als physikalische Modelle. Dies kann jedoch nur erreicht werden, wenn ausreichend viele Messdaten vorhanden sind. Am Institut für Werkzeugmaschinen und Fertigungstechnik (IFW) der Leibniz Universität Hannover wurden beide Methoden zur antriebssignalbasierten Prozesskraftrekonstruktion an einem 5-Achs Fräszentrum umgesetzt und untersucht. Die Ergebnisse zeigen die Vor- und Nachteile beider Ansätze.
Versuchsaufbau mit einer Sinumerik 840D sl
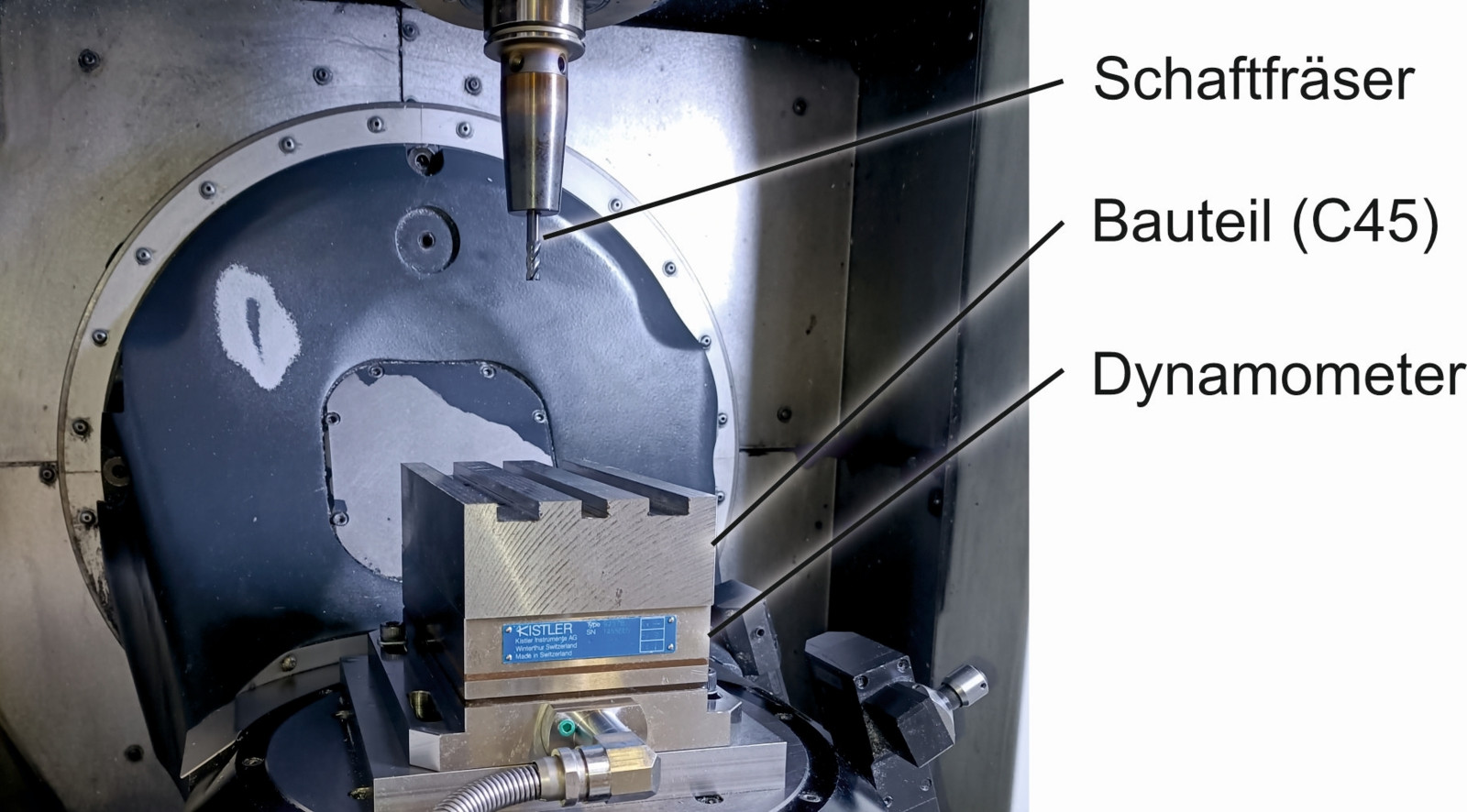
Die Prozesskraftrekonstruktion wurde am IFW auf einem 5-Achs Fräszentrum vom Typ HSC 30 linear der Firma DMG Mori realisiert. Die X-, Y- und Z-Achse der Maschine werden mithilfe von Lineardirektantrieben aktuiert. Zusätzlich kann der Rundtisch der Werkzeugmaschine um die B- und C-Achse rotiert werden. Als Steuerung wird eine Siemens Sinumerik 840D sl eingesetzt. Zur Datenakquise ist ein Beckhoff Industrie-PC (IPC) eingebunden, der via Profibus mit der Steuerung kommuniziert. Auf diese Weise können die Antriebsströme der Achsen mit einer Frequenz von 250 Hz an den IPC übertragen werden. Um Kräfte direkt zu messen, wurde ein Kistler Dynamometer 9257B auf dem Maschinentisch montiert. Das Messsignal wird mit einer Grenzfrequenz von 300 Hz tiefpassgefiltert, verstärkt und gewandelt. Anschließend liegt das digitale Signal mit einer Auflösung von 16 Bit und einer Frequenz von 1.000 Hz vor.
Modellbasierte Kraftrekonstruktion
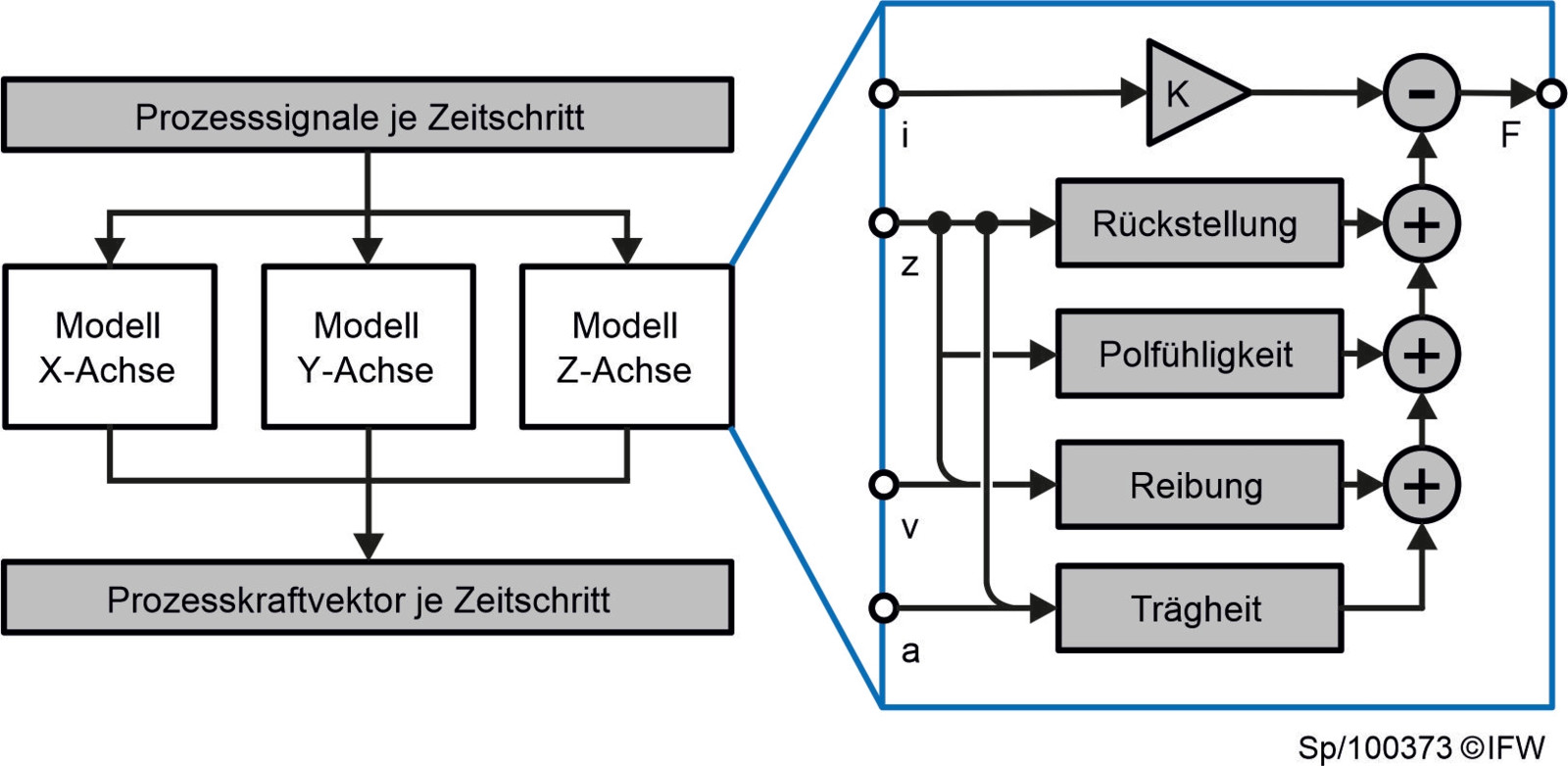
Mithilfe eines vereinfachten Modells können die Kräfte aus den Antriebssignalen rekonstruiert werden. Dazu werden für die Antriebe der X-, Y- und Z-Achse der Maschine unabhängig arbeitende Submodelle entwickelt. Die Submodelle bilden das Übertragungsverhalten zwischen Antriebsströmen und Prozesskräften ab. Sie sind jeweils gleich aufgebaut und setzen sich aus einem linearen sowie einem nichtlinearen Anteil zusammen. Der lineare Anteil des Modells umfasst Rückstellkräfte und die Massenträgheit, abhängig von Position und Beschleunigung. Der nichtlineare Anteil nähert zum einen Pol- und Nutrastkräfte an, zum andern die Reibkräfte für den jeweiligen Arbeitspunkt. Dazu werden Look-Up-Tabellen verwendet, in denen Werte für die nichtlinearen Kraftanteile hinterlegt sind, siehe Abbildung 1.

Die Parametrierung der Submodelle erfolgt mithilfe von Leerlauffahrten ohne Materialabtrag. Hierfür werden zuerst die Antriebssignale für Achsbewegungen mit konstanter Geschwindigkeit in positive und negative Richtung aufgezeichnet. Anschließend werden die Antriebsströme über Hin- und Rückweg gemittelt, sodass die Rückstellkräfte durch eine lineare Regression approximiert werden können. Nach Abzug der Rückstellkräfte verbleibt der nichtlineare Anteil. Dieser wird in der Look-Up-Tabelle für die Motorwelligkeit hinterlegt. Anschließend ist es möglich die Reibkräfte zu bestimmen, indem Achsbewegungen mit verschiedenen Vorschubgeschwindigkeiten ausgewertet werden. Die Reibkraft wird anschließend mit einer Stribeck-Kurve approximiert. Zuletzt werden die Masseparameter des Modells mithilfe von beschleunigten Achsbewegungen ermittelt.
Künstliche neuronale Netze zur Rekonstruktion von Prozesskräften
Der modellbasierte Ansatz zur Kraftrekonstruktion hat zwei wesentliche Nachteile. Zum einen können die nichtlinearen Anteile nur näherungsweise abgebildet werden. Zum anderen sind nicht alle Störgrößen bekannt. Ein Beispiel dafür können Mikroreib-Effekte sein. Ansätze wie das LuGre-Bürstenmodell können Mikroreibung zwar annähern, jedoch können sie nicht ohne weiteres für die Linearführungen der Antriebe parametriert werden, da die Antriebsregler das Mikroreibverhalten überlagern. Durch diese Einschränkungen ist die Genauigkeit der modellbasierten Kompensation begrenzt. Einen Ansatz, um auch unbekannte Störeffekte abzubilden, stellen künstliche neuronale Netze (KNN) dar. Analog zu dem modellbasierten Ansatz können diese genutzt werden, um das Übertragungsverhalten der Antriebe abzubilden. Dazu dienen die Antriebsströme sowie die Achspositionen, -geschwindigkeiten und -beschleunigungen als Eingang und die Prozesskraft-Komponenten in X-, Y- und Z-Richtung als Ausgang des KNN. Um das Netz zu trainieren, müssen deshalb zunächst Trainingsdaten mithilfe des Dynamometers aufgenommen werden. Dabei ist es wesentlich, die für Fertigungsprozesse relevanten Arbeitsbereiche der Antriebe abzubilden. Abhängigkeiten der Störeffekte von Achsposition, Geschwindigkeit und Beschleunigung können so identifiziert werden. Damit das neuronale Netz die Prozesskraft präzise rekonstruieren kann, ist es erforderlich, eine möglichst umfassende Variation möglicher Einflussparameter als Trainingsdaten zu verwenden. Dies kann erreicht werden, indem sowohl Prozesse mit beschleunigten Achsbewegungen als auch mit konstantem Vorschub aufgezeichnet werden. Zudem werden die Prozessparameter so variiert, dass ein breites Spektrum an Prozesskräften erfasst wird. Dazu werden Prozesse mit unterschiedlichen Zahnvorschüben, Schnitttiefen und –breiten mit Gleich- und Gegenlauf verwendet. Das KNN wird für den thermisch stationären Zustand der Maschinenstruktur angelernt, daher werden die Temperaturänderungen vernachlässigt.
Zur Optimierung das Kreuzvalidierungs-Verfahren genutzt
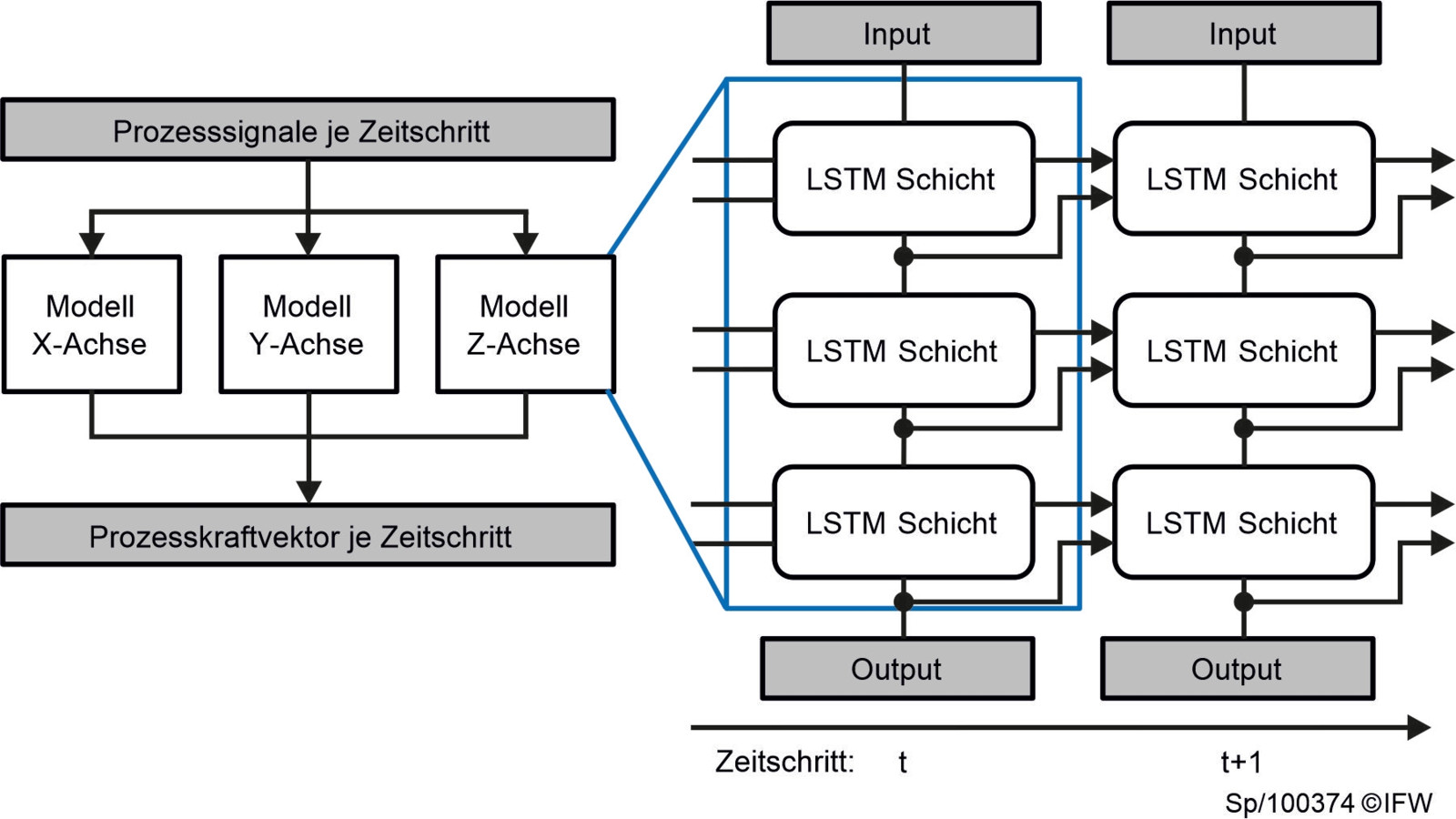
Um den zeitlichen Verlauf der Eingangsgrößen berücksichtigen zu können, wurde ein rekurrentes neuronales Netz entworfen, welches aus Long-Short-Term-Memory-Zellen (LSTM) besteht. Im Vergleich zu normalen KNNs, wie zum Beispiel dem multilayer perceptron, greifen rekurrente Netze neben den Informationen aus dem aktuellen Zeitschritt auch auf vergangene Zustände zurück, wie in Abbildung 2 veranschaulicht wird. Darauf aufbauend wird durch das LSTM ein sogenanntes Forget-Gate eingeführt, um die Gewichtung von länger zurückliegenden Informationen zu reduzieren. Für ein optimales Lernergebnis werden die Hyperparameter des Netzes optimiert. Um den Fortschritt während des Optimierungsprozesses zu bewerten, wurde das Kreuzvalidierungs-Verfahren genutzt. Die größte Herausforderung ist dabei, die Hyperparameter zu stark anzupassen, sodass das Netz die Trainingsdaten auswendig lernt, ohne dass die Übertragbarkeit auf neue Datensätze gewährleistet ist. Man spricht in diesem Fall auch von einer Überanpassung. Als Gegenmaßnahme wurde daher das Dropout Verfahren während des Trainings verwendet. Mit einer Normierung der Trainingsdaten wurde zudem eine Verbesserung des Trainings erreicht. Für jeden Antrieb wurde dabei ein separates Netz angelernt. Es hat sich gezeigt, dass die Netze unabhängig voneinander genauere Ergebnisse erzielten, als ein einzelnes neuronales Netz, welches alle drei Prozesskraftkomponenten ausgibt. Jedes Netz besteht dabei aus drei verdeckten Schichten, siehe Abbildung 2.
Ergebnisse der Kraftrekonstruktion
Sowohl mit dem modellbasierten Ansatz als auch mit dem KNN lassen sich die Prozesskräfte aus den Antriebssignalen rekonstruieren. Mit dem modellbasierten Ansatz kann für einfache Prozesse, wie zum Beispiel Nuten- oder Flankenfräsen, eine mittlere Abweichung von ungefähr 35 N erreicht werden, siehe Abbildung 3. Das KNN erzielt für diese Prozesse ähnlich gute Ergebnisse mit einer mittleren Abweichung von ca. 35 N. Jedoch treten bei der Rekonstruktion der Prozesskräfte in Y-Richtung Schwingungen im Kraftverlauf auf, die sich sichtbar von der Messung unterscheiden. Diese Schwingungen stimmen in ihrer Wellenlänge mit dem Effekt der Pol- und Nutrastkräfte überein. Daher scheinen die Schwankungen in den Antriebsströmen nicht immer vollständig von dem LSTM kompensiert zu werden. Für einen Testdatensatz aus verschiedenen Fräsprozessen konnte ermittelt werden, dass im Schnitt die LSTM die besseren Ergebnisse erreichen. Insbesondere kommt es bei dem modellbasierten Ansatz zu Ausreißern, die in einer deutlich höheren Abweichung von dem gemessenen Referenzverlauf resultieren. Dies ist vor allem der Fall, wenn Achsen beschleunigt werden, wie zum Beispiel bei der Bearbeitung von Kreistaschen. Hier erreichen die rekurrenten neuronalen Netze eine deutlich höhere Genauigkeit, siehe Abbildung 4.


Ein häufiges Argument gegen den Einsatz von KNN ist die mangelnde Nachvollziehbarkeit, da neuronale Netze sogenannte Black-Box Modelle sind. Die Ergebnisse zeigen jedoch, dass die KNN eine genauere Kraftrekonstruktion erreichen als die physikalischen Modelle. Insbesondere gilt dies auch für die Generalisierbarkeit beider Ansätze. Der Vergleich beider Prozesse anhand eines Testdatensatzes ergibt, dass das KNN eine höhere Generalisierbarkeit erreicht.
Zusammenfassung und Diskussion
Die Forschungsergebnisse zeigen, dass die vorgestellten Ansätze geeignet sind, um die Kräfte aus den Antriebssignalen zu rekonstruieren. Beide Ansätze können genutzt werden, um die Prozesskraft in Echtzeit zu berechnen. Somit ist es möglich auf Prozesskraftschwankungen zu reagieren, welche von einer Simulation nicht abgebildet werden können. Insgesamt liefert das KNN genauere Ergebnisse, insbesondere bei Achsbeschleunigungen. Jedoch sind zum Training des Netzes Kraftmessungen verschiedener Prozesse nötig. Nachdem das Netz einmalig angelernt ist, kann auf die Kraftmesseinrichtung verzichtet werden und das Netz lässt sich auf beliebige Prozesse übertragen. Bei dem modellbasierten Verfahren erfolgt die Parametrierung ohne Kraftmessungen. Diese wird lediglich zu Validierung der Ergebnisse benötigt. Dafür ist jedoch die Übertragbarkeit zwischen verschiedenen Prozessen in einem geringeren Umfang gewährleistet. Während das KNN die Pol- und Nutrastkräfte nicht vollständig kompensieren kann, treten für den modellbasierten Ansatz vor allem Schwierigkeiten bei dynamischen Achsbewegungen auf. Im Rahmen des Forschungsprojekts werden zukünftig beide Ansätze weiterentwickelt und für die Kompensation von statischer Werkzeugabdrängung eingesetzt. Der Dank der Autoren gilt der DFG für die Förderung des Forschungsprojekts ‚Abdrängungskompensation auf der Basis von Antriebsströmen‘ (Projektnummer 399080398) sowie dem Projektpartner, der Deckel Maho Seebach GmbH.
Die Autoren: Prof. Dr.-Ing. Berend Denkena leitet seit 2001 das IFW der Leibniz Universität Hannover; Dr.-Ing. Benjamin Bergmann ist seit 2021 Leiter des Bereichs Fertigungsverfahren am IFW; Dennis Stoppel, M. Sc. studierte Biomechatronik an der Universität Bielefeld und ist seit 2019 wissenschaftlicher Mitarbeiter am IFW. Weitere Informationen und Quellenangaben finden Sie auf der Website des IFW.