von Gerhard Maier
Hohe Wachstumsraten, mehr Maschinenanbieter, mehr Anwendungsfälle für den 3D-Druck in der Metallbearbeitung. Logische Konsequenz: Auch die Anzahl der angebotenen Werkstoffe wächst rasant. Wie aber da den Überblick behalten? Wie das optimale Pulver für die eigene Anwendung herausfiltern? Klaus Sammt, Leitung Forschung, Entwicklung und Labors bei Böhler Edelstahl, hilft da weiter.
Drucken ist wie Schweißen
„Grundsätzlich muss man verstehen, dass zum Beispiel die klassischen Werkstoffe so designed sind, dass eine Durchhärtbarkeit für große Abmessungen gewährleistet werden kann. Dementsprechend werden dafür bestimmte Legierungselemente hinzugegeben. Beim Pulver haben wir es aber nicht mit großen Massen zu tun, da wir nur kleine filigrane Stücke haben. Allerdings ist das Drucken wie ein Schweißprozess. Es liegt also auf der Hand, dass man für die Herstellung von Metallpulver andere Legierungselemente als bei geschmiedetem oder gewalztem Stahl benötigt.“ Um aber qualitativ hochwertige Metallpulver herzustellen, sei einiges an Know-how nötig, das Herstellungsverfahren mit entscheidend und vor allem trenne sich die Spreu vom Weizen, beim Beherrschen des eigenen Herstellungsprozesses. Letztlich macht Klaus Sammt vier entscheidende Kriterien für die Qualität der in der additiven Fertigung eingesetzten Werkstoffe aus.
1) Passende Korngröße für das eingesetzte Druckverfahren
Um zu optimalen Bearbeitungsergebnissen zu kommen, müsse die Korngröße der eingesetzten Pulver auf das Bearbeitungsverfahren abgestimmt sein. Bei den Böhler-AMPO-Pulvern, mittlerweile in vier verschiedenen Varianten auf dem Markt, liegen diese von 15 bis 45 µm für das Laser Pulverbett-Druckverfahren und für das Laser-Auftragsschweißen von 45 bis 150 µm.
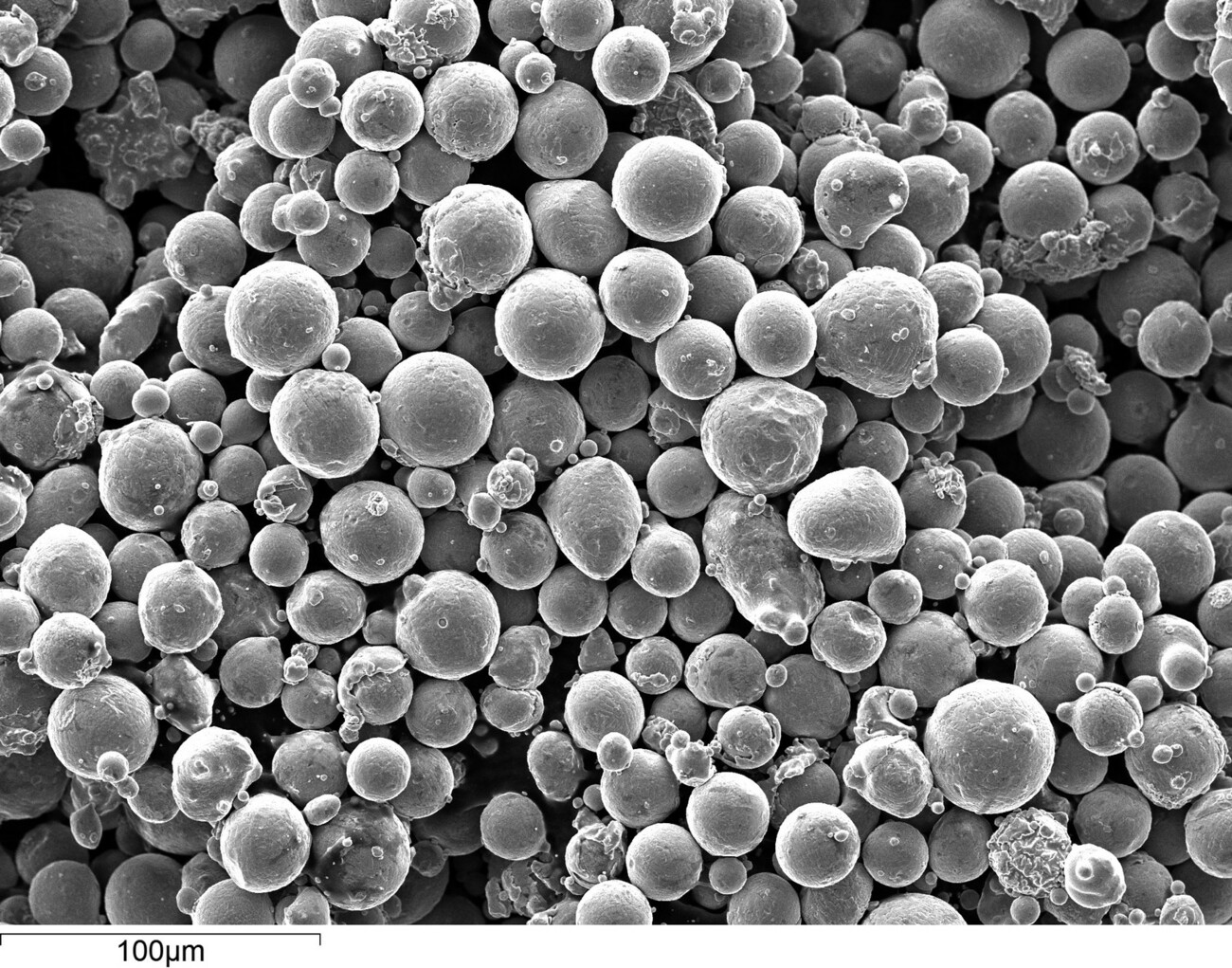
2) Korn-Rundheit entscheidend für Verhalten im 3D-Druck
Ein wesentlicher Faktor ist laut Klaus Sammt die Rundheit (Sphärizität) der einzelnen Pulver-Partikel. Die Sphärizität spielt vor allem eine Rolle bei der Verarbeitung des Materials. „Das Problem dabei sind die sogenannten Satelliten. Das bedeutet, dass kleinere Teilchen an größeren Partikeln anhaften. Je weniger dieser Satelliten, desto besser verhält sich das Pulver dann im Druckprozess.“
3) Geringe Porosität = guter Werkstoff
Geht es um die Werkstoffeigenschaften fehlt noch die Porosität. Eine gewisse Porosität sei aufgrund des Herstellungsprozesses immer vorhanden. „Physikalisch lässt sich nicht vermeiden, dass es winzige Poren in den Teilchen gibt“, erklärt Klaus Sammt. Im Herstellungsprozess wird die durch eine feine Düse geführte Schmelze mit Gas beaufschlagt. Das Gas führt dann zur Zerstäubung der Metallschmelze. In diesem Zusammenhang gilt: je weniger und kleiner die Poren, desto besser der Werkstoff für additive Fertigung.
4) Herstellungsprozess entscheidet über Werkstoffeigenschaften
Um eben ein Pulver mit optimaler Korngröße, Rundheit und geringer Porosität zu erzeugen, ist der Herstellungsprozess von großer Bedeutung. Gasstrom, Überhitzung der Schmelze, Viskosität der Schmelze, Gasfluss, Gasdruck - all das sind Stellschrauben, die entscheidenden Einfluss auf die Produktqualität haben. „Da gibt es eine Menge Parameter, an denen man drehen kann. Das ist eben das Prozess-Know-how, das man haben muss, um hochqualitative Pulver zu erzeugen. Da verfügen wir bei Böhler über sehr viel Erfahrungswissen“, skizziert Klaus Sammt die Komplexität des Herstellungsprozesses.
Verdüsen unter Vakuum verhindert Schmutzeintrag
„Zudem schmelzen wir unter Vakuum. Das können natürlich auch andere, aber entscheidend sind die Einsatzmaterialien. Es kommt auch auf die richtige Behandlung der Einsatzstoffe an, sprich, was gebe ich in diesen Vakuumofen hinein. Das ist eine Kompetenz die wir schon seit Jahrzehnten im Haus haben und für die klassische Stabstahl-Route verwenden. Diese Erfahrungen haben wir nun mit der neuen Vergütungsanlage kombiniert“, so Klaus Sammt. Mit dem Verarbeiten unter Vakuum stelle man zudem sicher, dass weniger Gase in die Schmelze kommen und Verunreinigungen vermieden werden.
Prozessparameter im voestalpine Additive Manufacturing Center entwickelt
Um die optimale Verarbeitung der AMPO-Pulver zu garantieren, werden die passenden Druckparameter für die jeweiligen Werkstoffe vom Partner voestalpine in deren Düsseldorfer Additive Manufacturing Center nach umfangreichen Tests entwickelt und zur Verfügung gestellt.
Viertes Pulver AMPO L625 jetzt auf dem Markt.
Schon im April brachte Böhler Edelstahl seine ersten drei Pulver unter der Marke AMPO auf den Markt (NCF 5/2017). Damals auch mit der Aussicht, weitere Pulver aus dem 250 Sorten umfassenden Böhler-Portfolio herzustellen. Mit dem AMPO L625, eine Nickel-Basislegierung, hat Böhler Edelstahl nun eine vierte Pulversorte auf den Markt. Dieses neue Pulver wurde aufgrund einer konkreten Kundenanfrage entwickelt und auch direkt in das Standardprogramm aufgenommen. Wie gut die Böhler-Pulver im Markt ankommen, belegt allein schon die Tatsache, dass aufgrund der großen Nachfrage die Fertigungskapazitäten in Kürze deutlich erhöht werden.