von Harald Klieber
Die neue Halle 3 mit circa 5.000 m², die neue Besucher-Lounge im künftigen Techcenter in Halle 1 und 24 Live-Zerspanungs-Demonstrationen. Alles ist rechtzeitig fertig geworden. „Unsere dritten InDays sind jetzt schon ein riesiger Erfolg“, resümierte Ingersoll-Werkzeuge-Geschäftsführer Armin Engelhardt schon während den InDays, die vom 12. bis 15. Juni in der Ingersoll-Zentrale in Haiger liefen. „2010 bei den ersten InDays taten wir uns schwer mit Maschinenapplikationen. Dieses Jahr konnten wir erstmals aus Platzgründen nicht alle angebotenen Maschinen aufnehmen. Mit diesem Zuspruch, letztlich auch bei den Besucherzahlen, hatten wir überhaupt nicht gerecht“, berichtet Armin Engelhardt.
Zusammen mit CAD/CAM-Herstellern 24 Maschinen programmiert
Auch die über 30 Aussteller der begleitenden Fachmesse seien letztlich sehr bewusst ausgewählt worden. Zusammen mit den Partnern seien sämtliche Applikationen geplant worden. „Beispielsweise kümmerten sich die CAD/CAM-Hersteller, beispielsweise Tebis und Vero, vielfach um die Programmierung der Maschinen, die uns die Hersteller kostenfrei zur Verfügung gestellt haben. Lediglich das Material mussten wir einkaufen – was bei hochwertigem PE, Titan, Inconel und in Dimensionen von beispielsweise acht zerspanten Motorblöcken doch einige Euro kostet.“
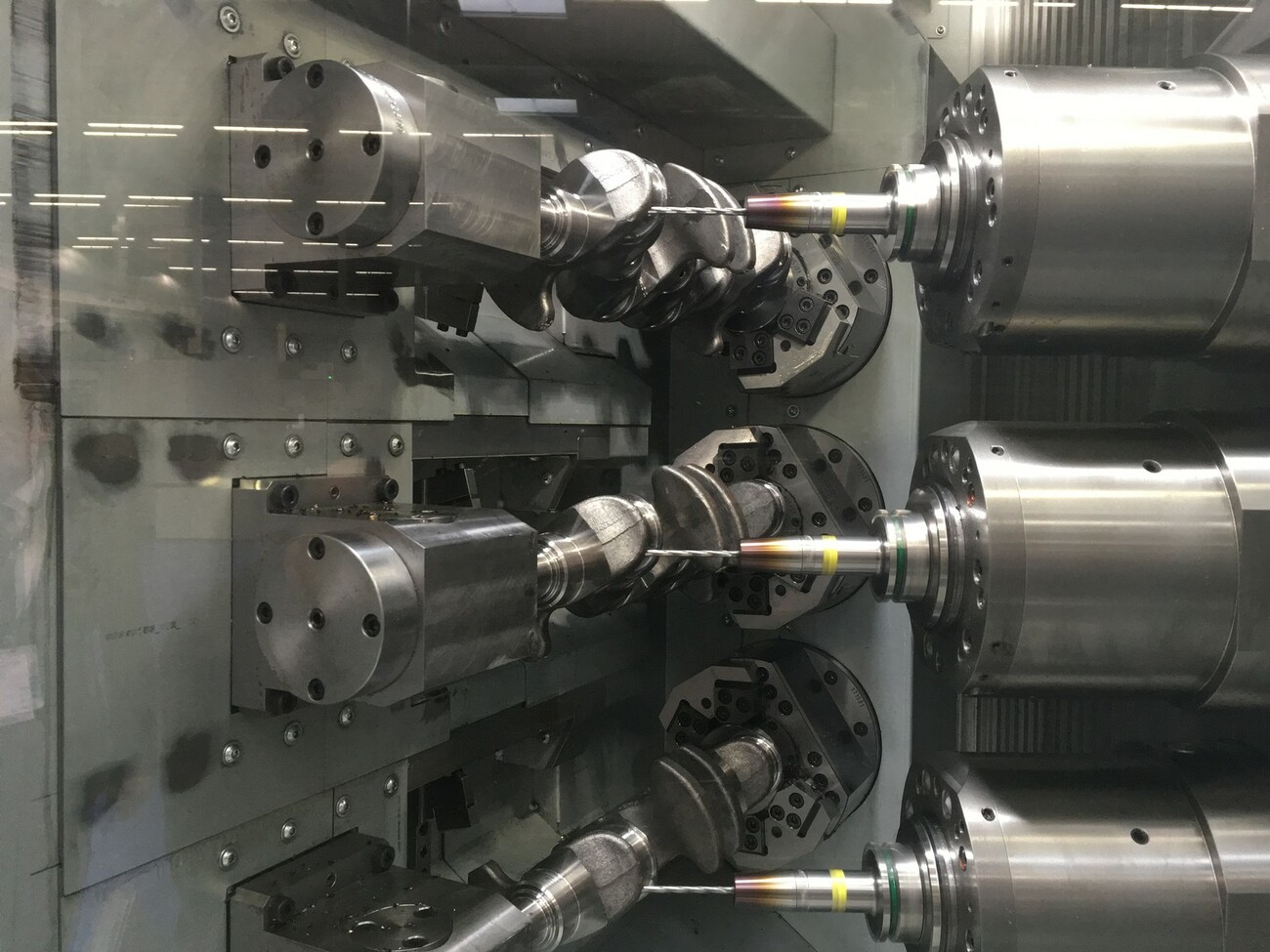
Mit Heller dreispindlig Kubelwellen bohren – komplette Turbinenschaufel von Index
Es hat sich aber gelohnt. Als Highlights führte Armin Engelhardt mehrere Applikationen an: die Kubelwellen-Bearbeitung (42CrMo4) auf einer modifizierten Heller-MCC15, die gleichzeitig in drei Kurbelwellen jeweils acht Ölkanäle mit Durchmesser 5 mm bei gut 5.000 Umdrehungen bohrte. Highlight war dabei die Automatisierung der dreispindligen MCC15, die wechselweise gleichzeitig drei Kurbelwellen spannen, positionieren, bohren und senken kann. Gewinden und fräsen geht natürlich auch für Werkstücke mit 700 mm Länge bei 200 mm Flugkreis-Durchmesser.
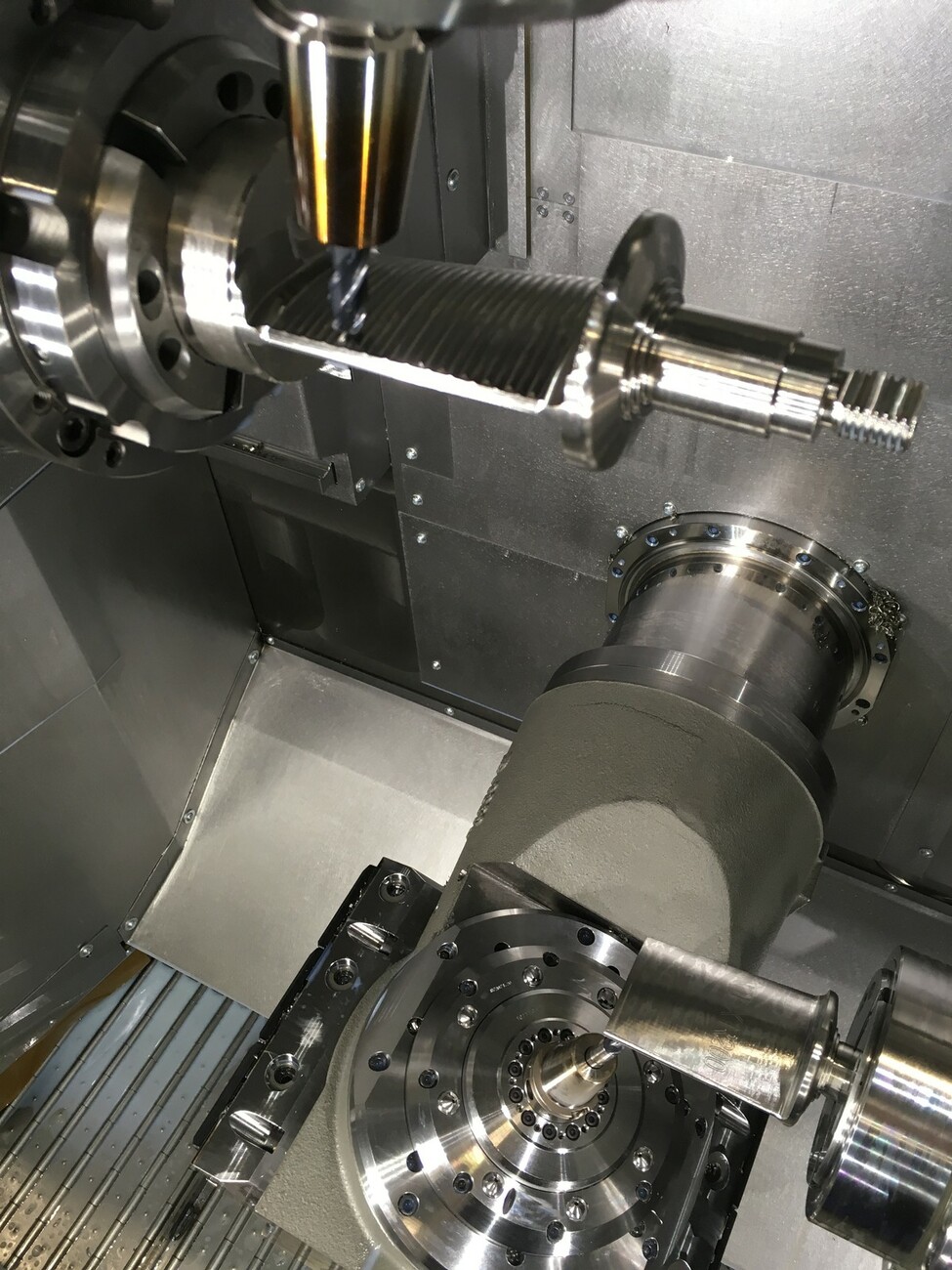
Sehr flexibel präsentierte dagegen Index deren 5-Achs-Bearbeitungszentrum R200, auf der eine Turbinenschaufel (X8CrNiS18-9) von der Stange nacheinander in 14 Schritten und zwei Spindeln erst vorgefräst und –gedreht wurden, bevor nach dem Abstechen, Drehen und Fräsen noch gewalzt, entgratet und graviert wurde. Für diese Komplettbearbeitung stellte Ingersoll natürlich die ganzen Werkzeugsatz bereit.
PKD durch AlCu4MgPb
Echten Mehrwert zum Mitnehmen produzierte unterdessen Hermle auf einer C400HS flex in Form eines Torx-Schlüsselhalters aus AlCu4MgPb, der praktisch an jeder Blechumhausung einer Werkzeugmaschine per Magnet haftet. Nicht nur in der C400HS sorgte die Kameratechnik von Uyar (Halle) für klaren Einblick in den Bearbeitungsraum, die Spanntechnik stellte die Walter Bautz GmbH (Bickenbach). Insgesamt 13 Werkzeuge brachten den Schlüsselhalter in Form: Highlights von Ingersoll waren die PKD-Werkzeuge zum Schlichten (D. 20 mm, drei Schneiden, 18.000 min-1, ap 45 mm), Bohrzirkularfräsen (D. 12 mm, drei Schneiden, 17.500 min-1, vf 5.400 mm/min, ae 12 mm) und Fräsen (D. 12 mm, bei 2-9 mm ap und 2-6 mm ae).
Auf einer Grob 550: Chip-Surfer 10x schneller als Kugelköpfe
Die Leistungsfähigkeit seiner VHM-Fräser stellte Ingersoll unterdessen an einem Titan-Strukturbauteil für die Luft- und Raumfahrt unter Beweis. Plattform dafür war die Grob G550, das Material Ti6Al4V, das CAM-System kam von Tebis. Maßgeblich ausführende Werkzeuge waren zwei Chip-Surfer von Ingersoll, bei denen nur der Kopf gewechselt werden muss: Der Linsenfräser, so erklärte Ingersoll-Anwendungstechniker Jörg Goldbach, ist dabei für das Abzeilen der Bodenflächen zuständig, kann aber auch 3D-Formen und ist rund 10 x schneller als ein Kugelfräser. Gleiches in punkto Geschwindigkeit gilt nach Erfahrung von Jörg Goldbach für den Kreissegmentfräser, mit dem sämtliche Schultern und Flanken geschlichtet wurden. „Diese Fräser sind sehr wirtschaftlich, nicht nur, weil sie viel schneller als Kugelfräser sind, sondern weil sie mit unserem Wechselkopfsystem viel Rohstoffe und Zeit sparen. Denn die Wechselköpfe lassen sich ruck zuck und sehr präzise austauschen.“
Neuheiten: Evotec Max sowie zwei Planfräser
Weitere Neuheiten auf der Werkzeugseite durften bei den InDays natürlich auch nicht fehlen. Armin Engelhardt stellte beispielsweise die neue Spanteiler-Geometrie Evotec Max vor, einen neuen 45°-Planfräser mit WSP-Schnellspannsystem oder den OctoPlus-Planfräser mit patentiertem Einstellelement, der speziell in Automobil-Anwendungen platzsparend für preiswerte Einstellbarkeit sorgen wird.